



协调运动控制也称连续轨迹控制。在数控车、铣床,雕刻机、激光切割机、激光焊接机、激光雕刻机、快速成型机、超声焊接机、火焰切割机、等离子切割机、水射流切割机等等都有它的应用。
1.直线圆弧插补法
(1)直线插补法
1)直线插补算法。直线插补的算法很多。这里介绍的是,基准轴输出为主,辅助轴输出配合累加插补算法。此算法使用时,起始点为当前位置,终点可按直角坐标的X、Y值,以脉冲为单位选定。同时,还要选定所在象限。用选定象限确定脉冲输出的方向。如第一象限,则X为正向,Y也为正向。如二象限,则X为反向,Y为正向。其它象限类推。在执行程序时按步计算,按步输出脉冲,而方向用方向信号控制。
所谓基准轴,就是终点坐标值较大的轴。每一步它都输出脉冲,只是当辅助轴有脉冲输出时,它先让辅助轴输出,而在后一个周期。它才输出。辅助轴是否输出,用累加的方法确定。
累加的过程是,用自身的终点坐标累加,当大于基准轴的终点坐标时,输出一个脉冲,并把累加值被基准轴的终点值减,其“差”又作为累加值存储。该算法的框图如图5-51所示。
图5-52所示为一个插补运算实例。
从图知,该例的X轴终点坐标为9,而Y轴为3。可知,应选X轴为基准轴,而Y为辅助轴。从框图知,一开始就累加辅助轴的终点坐标值。但它仅3,比基准的终点坐标值9小,故仅基准轴输出脉冲,走第1步。接着,继续累加辅助轴的终点坐标值。这时累加值为6,比基准的终点坐标值9小,故仅基准轴输出脉冲,走第2步。接着,再累加辅助轴的终点坐标值。这时为9,不比基准的终点坐标值9小,故仅辅助轴输出脉冲走第3步。进而累计值被基准轴的终点值减,其“差”为0,并以0作为新的累加值。之后如图5-52所示,4、5、6又是X轴输出;7是Y轴输出;8、9、10又是X轴输出;11是Y轴输出;12又是X轴输出。
可知,本算法的进给的速度是恒定的,每次都只有一个脉冲。这有利于在切削加工中应用。
2)直线插补程序实现。程序是按算法编的,也是算法的具体化。其基本程序如图5-53、图5-54、图5-55所示。图5-53所示为步进工作起动及初始化程序。图5-54所示为X是基准轴时的脉冲输出控制程序。至于Y是基准轴时的脉冲输出控制程序与此类似,故不重复。图5-55所示为终点及方向控制程序。这里方向控制仅针对两个象限,其它两个象限略。
PLC的步进起动程序用了基本的起、保、停逻辑。“步进起动”ON,则“步进工作”ON,并自保持。直到“步进完成”ON其常闭触点把“步进工作”OFF。这里并联“再起动”,为了选定新的程序后重起动的需要。
这初始化程序则多是微分执行的。其功能是判断那个轴为基准轴、传送坐标值及使参数回到初始值。显然,不进行初始化,程序是无法正确执行的。

图5-51 半累加直线插补算法框图

图5-52 插补实例
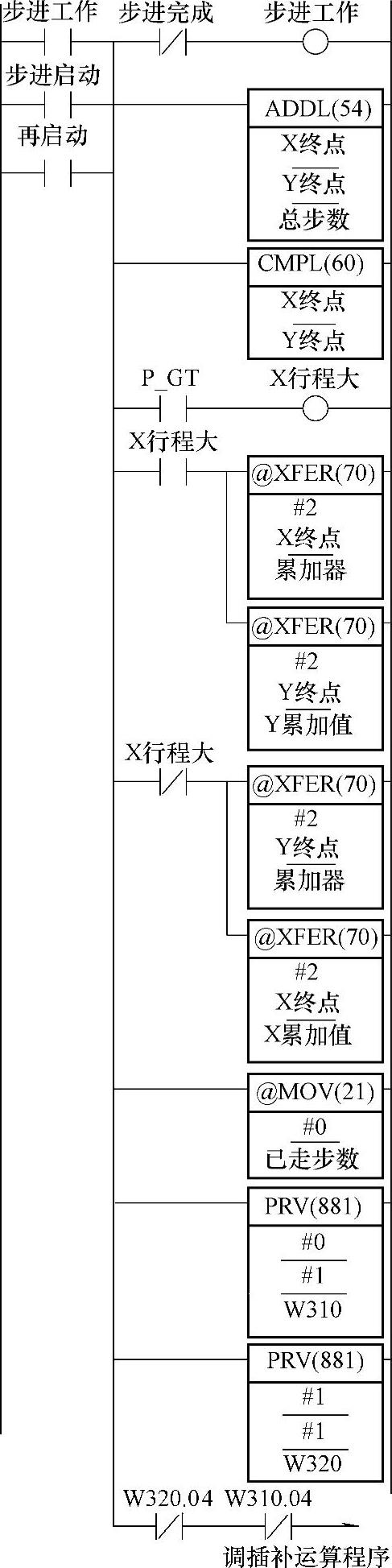
图5-53 步进工作起动及初始化程序
另外,还要调用PRV指令。读取脉冲输出状态。如图5-53所示,如果W320.04及W310.04均OFF,说明两个口均已完成脉冲输出,即可调新的插补运算。至于工作节奏,可控制脉冲输出频率实现。
图5-54所示为当X是基准轴时,脉冲输出控制的梯形图程序。
如图5-54中“X行程大”ON,意味着X为基准轴。正如算法框图指出的,它先把“y累加值”加“y终点”,其“和”赋值给“y累加值”。然后,把“y累加值”被“累加器”减,其“差”赋值给“Y_TEMP”。参看图5-53知,此“累加器”即为X轴的终点坐标值。如不够减,即它小于“累加器”,则“y加进位”OFF,X轴输出脉冲。如足够减,即它大、等于“累加器”,则“y加进位”置位。进而,把“Y_TEMP”,即这个“差”赋值给“y累加值”,“y步进”置位,输出脉冲。同时,把“y已走”置位。“y已走”置位的目的是,在这个工作周期,不让X轴输出脉冲。但临退出本程序段时,用“y加进位”ON,把“y已走”复位。为下一周期执行X轴发送脉冲作准备。
当下一次,再进入本程序段时,由于“y加进位”仍为ON,故Y轴的累加不进行。而使“X步进”置位,进行X方向步进,同时使“y加进位”复位,为新一次的Y轴累加及相应操作作准备。
以上程序讲的都是“X行程大”ON的情况,而“X行程大”OFF,与此类似。在本程序最后,使“已走步数”加1,为控制步进是否完成提供依据。
每执行一次本段程序,都会产生脉冲输出,不是使在X方向,就是在Y方向走一步。所以,执行完本程序,都将使“已走步数”加1。
提示:在这程序中,如不用“y已走”信号进行控制,基准轴总是输出脉冲,而辅助轴累加值超过基准轴终点值时,也输出脉冲。运动轨迹将有时是走坐标轴的平行线,有时走斜线。速度将是不均匀的。
图5-55所示为终点及方向控制梯形图程序。

图5-54 X是基准轴时脉冲输出控制

图5-55 终点及方向控制程序
它主要是判断到了坐标终点了没有?如到,则置位“步进完成”。再看图5-53可知,此信号将使“步进工作”停止。
此外,此程序还依选定的象限,对X、Y轴运动方向做了确定。图中只列出1、2象限的程序,3、4象限也类似。
(2)圆弧插补法
在两个坐标点间,如果要是曲线怎么办?把这曲线分成若干直线,用上述分几个直线段进行插补。这样,上述程序使用时及编程时,就要做分析:要分几段才能满足精度要求?每段的终点坐标是多少?然后,进行参数设定,并送入PLC。再运行上述程序,也可实行两点间的曲线运动。早期数控实现曲线运动,加工曲面就是这个办法。结果是,使用的数据很多,编程(划分线段那样的编程)工作量很大。给数控的应用带来很大的不便。
在两个坐标点间,要走曲线第二个办法是用圆弧插补,有的还用其它二次曲线插补。这样插补比直线插补最大的优点是,达到相同的精度,所需的线段少,编程简单。但插补的运算复杂些。而后者是系统设计的问题,最终用户可不必考虑。
1)逐点比较算法。同样圆弧插补,方法也较多。这里介绍的是较常用的逐点比较法。逐点比较法的基本思想是,走一步,比较一次。也可反过来说,比较一次,走一步。比较什么?看当前的位置是在圆弧内,还是圆弧外?如在圆内,则往外走。如在圆外,则往内走。为此,插补要分象限、按运动方向进行。如在第一象限,逆时针运动:只能是正Y及负X运动,而发送正Y向脉冲将是往外走;发送负X向脉冲将是往内走。如图5-56所示。其它各象限也都有相应的规律。

图5-56 一象限逆时针运动
比较的关键还在于,怎么知道是在圆上、在圆内,还是在圆外?不难。如圆的半径为R。如在圆上,则X的平方与Y的平方之“和”减去R的平方,即Δ,为0。如在圆内,则Δ小于0。如在圆外,则Δ大于0。
只是这里都是平方计算。但如只计算相对值,即向某方向走了一步后Δ变化就不用平方计算了。如现在圆上,显然以下等式成立:
X2+Y2-R2=0
这时,如在正X向走一步,即X变为X+1,是否在圆内?可按下式计算:
Δ=(X+1)2+Y2-R2=X2+2X+1+Y2-(X2+Y2)=2X+1
即只计算2X+1,如为正,则在圆外。同理,如正Y走一步则计算2Y+1;如负X走一步则计算-2X+1;如负Y走一步则计算-2Y+1。而这些计算没有平方,只是乘2及加1,较简单。正是这样,逐点比较法用的很多。

图5-57 第一象限逆时针插补的算法
图5-57示的为第一象限逆时针插补时的算法框图。
从图知,先是初始化,再判断是否Δ>0?若Δ>0,则向负X走一步;若Δ≤0,则向正Y走一步。再计算Δ及X或Y值。判断是否到终点,若到终点,则退出。若不到终点,则返回判断,重复上述过程。图5-58所示为用此算法计算的简单运动实例。
从图知,它用第一象限逆时针插补的算法。X起点为5,终点为1。Y起点为1,终点为5。其计算与走步情况如下:
第1次时,Δ=0,走Y,计算Δ为3;
第2次时,Δ=3,走X,计算Δ为-6;
第3次时,Δ=-6,走Y,计算Δ为-1;
第4次时,Δ=-1,走Y,计算Δ为6;
第5次时,Δ=6,走X,计算Δ为-1;
第6次时,Δ=-1,走Y,计算Δ为8;
第7次时,Δ=8,走X,计算Δ为3;
第8次时,Δ=3,走X,计算Δ为0,到终点,停。
提示:这里X起点、Y起点是以圆心为原点计算的。X终点、Y终点也应是如此。即这4个数是有相关关系的。
2)逐点比较法程序实现。圆弧插补初始化程序如图5-59所示。
从图5-59可知,该程序先是“起、保、停”逻辑。“步进起动”ON,将使“步进工作”ON,并自保持。到“步进完成”ON,则“步进工作”OFF。这里并联“再起动”,为了选定新的程序后重起动的需要。
进入“步进工作”后,按算法进行初始化。计算总步数,把X起点赋值给X,Y起点赋值给Y,清零“已走步数”、并把0赋值给“Δ”。对图5-59用“某大常数”赋值给,以作为Δ的基数。目的是使Δ怎么加减,也不至于出现负值(因为CPM2A用的是双字BCD码运算,出现负数不好处理)。计算后的Δ则与“某大常数”比较,而不与0比较。效果是相同的。这也算是编程因地而为的一种技巧。
图5-60所示为第一象限、逆时针运动插补时圆弧插补的运算程序。
从图知,它先是比较,把Δ与“某大常数”比较:小于或等于时,发送正Y脉冲,并作算法要求的相应计算;大于时,发送负X脉冲,并作算法要求的相应计算。
程序后面为“已走步数”加常数1,并与“总步数”比较,如相等或大于时,则“步进完成”ON。这将使“步进工作”OFF。
图5-60所示程序不仅可用于第一象限、逆时针运动的插补控制,还可用于第三象限、顺时针运动。其它如图5-61所示,如第一象限、顺时针运动及第三象限、逆时针运动一样,在圆内,则走+X,在圆外,则走-Y;如第二象限、顺时针运动及第四象限、逆时针运动一样,在圆内,则走+Y,在圆外,则走+X;如第二象限、逆时针运动及第四象限、顺时针运动一样,在圆内,则走-X,在圆外,则走-Y。具体梯形图程序可在图5-60的基础上稍加修改即可。

图5-58 计算实例

图5-59 圆弧插补初始化程序(https://www.xing528.com)

图5-60 第一象限、逆时针运动插补时圆弧插补运算程序
(3)插补程序合成
以上介绍的程序只能做一小段运动轨迹的插补。实际曲线复杂时,要做多段插补。多段中,可能有各个象限的小直线,还可能有各个象限、逆时针或顺时针的小圆弧。怎么把这样一段段运动连贯起来,就是插补程序合成要解决的问题。
图5-62所示是一种用程序控制实现的算法。

图5-61 各象限顺、逆时针运动
从图知,“程控起动”后,先传送“程控初始化数据”。这些数据有程序总数(有多少上述小段程序?)、“当前程序号”置1、数据指针初始化(控制数据存放首地址)等。然后起动“步进工作”。“步进工作”开始时,先执行初始化程序(如图5-47、图5-53所示),随后调“步工作子程序”(如图5-47、图5-48或图5-54所示)。每执行一次,都要判断步是否完成,如未完成,则相隔一个“脉冲时间间隔”,再调此子程序;如完成,则使“步进工作”OFF,并修改步参数指针、“当前程序号”加1,并比较“当前程序号”是否大于“程序总数”。如不大于,则进入再起动,再使“步进工作”开始;如大于,则已完成所有程序段的控制,将结束程控。
图5-63所示为实现此算法的梯形图程序。
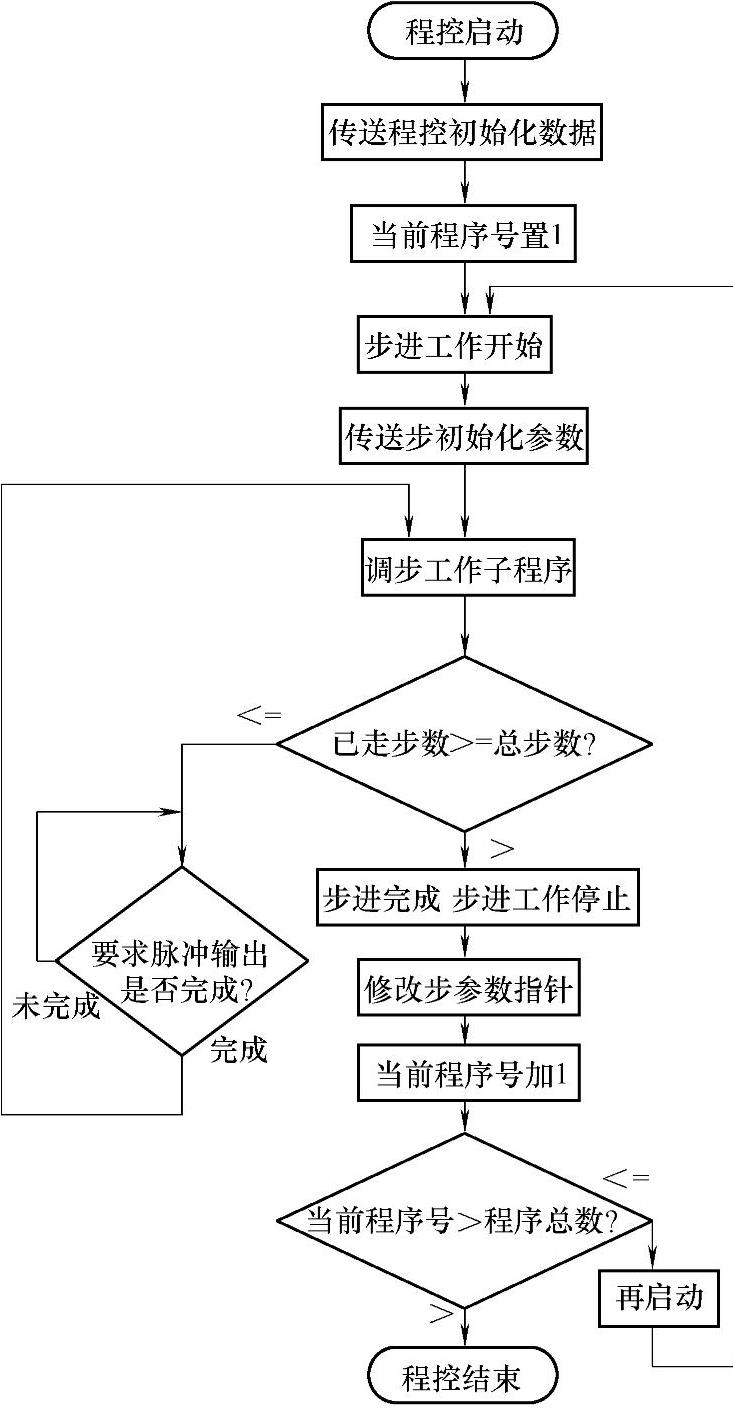
图5-62 程序控制算法

图5-63 PLC程序控制梯形图程序
从图知,当“程序工作”OFF时,“程序完成”复位。当“程序起动”ON,则“程序工作”ON,并自保持。之后进行初始化:“当前程序号”置1,把800传“指针”(用作DM间接地址初值,即有关插补运算数据预先存储在DM800开始的地址中)、“程序段数”传给“程序总数”。同时,执行块传送指令,把DM800开始的9个字数据,传送给“图形象限”等字或双字。这些数据有:“图形象限”、“X终点”、“Y终点”、“X始点”、“Y始点”。第1项占一个字,后4项每项占两字。这9个字是按插补要求,预先存于从800开始的DM数据区中的。有了这组数据,只要“步进工作”ON,即可定时调相应子程序,先进行步初始化(如图5-47、图5-53所示),后定时调相关程序(如图5-48、图5-49、图5-54所示),即可进行相应控制。
当完成要求运动的总步数时,则“步进完成”置位。进而使“步进工作”OFF。同时,修改指针,使“当前程序号”加1,并“指针”加9,指向新的一组数据。而且,当“步进工作”OFF后,从梯形图最后一个梯级知,它将使“再起动”ON,并自保持。这“再起动”ON将重新使“步进工作”ON,并自保持。同时使“步进完成”复位。“步进工作”再次ON,先也是步初始化,可得到新的一组“图形象限”等控制数据。进而,又可根据脉冲输出完成情况调用相应子程序,作下一个步的控制。至于程序节奏将由设定的脉冲输出频率确定。
当一段插补程序运行结束,都做“当前程序号”是否大于“程序总数”判断。如果为“大于”,则“程控完成”ON,它将使“程控工作”、“步进工作”OFF,使整个程序控制结束。
2.目标追踪控制
上述插补算法是早期数控控制机常用的算法。随着计算机工作速度的提高及计算能力的增强,如果对象的运动轨迹有确定表达式,也可直接目标追踪实现轨迹控制,而不必作分段插补。
(1)目标追踪算法
1)根据对象运动轨迹表达式,选定一个合适的参变量,把表达式转换为参变量方程。要确保参变量的单值变化能覆盖整个运动轨迹;
2)使参变量微小增(或减)变化(变化范围应覆盖整个运动轨迹),逐一计算目标值X、Y的变化;
3)判断目标值X或Y是否出现单位值增、减的情况,如出现,输出脉冲,使控制对象在X或Y坐标方向作增或减1运动;
4)判断是否到达终点,否,则继续使参变量微小增减,重复上述2)、3)过程;是,则控制结束。

图5-64 螺旋曲线图型
(2)目标追踪算法实例
以下以图5-64所示的螺旋线轨迹为例,介绍此算法设计及其程序实现。螺旋线用参变量θ,表示它的轨迹。
如图所示,其中ρ与θ及X、Y与θ、ρ间的关系式如下:
ρ=k·θ
X=ρ·cosθ
Y=ρ·sinθ
θ从0到4π,将覆盖整个轨迹。该图表示了在X、Y坐标上“步进”,完成这个运动轨迹的控制情景。图5-65所示为这个算法图解。
从图知:
1)初始化:使目标坐标值X、Y、实际坐标值X0、Y0及参变数θ均置0,同时,把“某较小数”赋值给Δθ及设定螺旋圈数n及系数k。
2)计算:按图示公式,计算目标值X、Y。这里“某较小数”要小到加此值后,最多只能使X或Y的增量为1。
3)比较:做4个比较,如都为“否”,则使θ加Δθ。否则如X与X0比较有一个“是”,则修改实际坐标值,作相应步进。等待脉冲时间间隔后再对Y与Y0进行比较。后者比较若“是”,则也修改实际坐标值,作相应步进。等待脉冲时间间隔后进入下一步。
4)判断:判断是否达到终点,即Y0=0及X0=2π∗n∗k是否成立。是退出控制,不是又使θ加Δθ,回到(2)。
可知,按图示算法,将用一段段平行于X、Y坐标的小短线,近似地走出螺旋线来。这个近似最大误差将不大于一个步进的行程,即脉冲当量。
(3)目标追踪算法梯形图程序实现
图5-66所示为实现上述算法的PLC梯形图程序。当未达到终点时,每隔一个脉冲间隔时间或每当完成要求的脉冲输出,将调用一次本程序。但在此没有列出工作控制及终点判断等有关程序。

图5-65 螺旋线轨迹直接目标追踪控制算法
从图知,进入本程序时,先比较Xi与X0、Yi与Y0是否相等。有任一组不相等时,则JMP1与JME之间的指令将跳过,直接进入进一步比较,确定是否设置“步进”。如满足一个设置“步进”条件,则输出脉冲,并随后传送数据,使不等的变成相等。这样,下一次再进入时,此不相等的条件将不存在了。
其后是在FOR、NEXT间的指令,最多可重复执行100次。其任务是使θ增Δθ,按螺旋线的参数方程,进行ρ、Xf及Yf点计算。然后对Xf、Yf取整,并相应存于Xi、Yi中。接着进入比较Xi与X0、Yi与Y0是否相等。由于Δθ是“某较小数”。要求这个数要小到,带给θ变化而引起的Xf、Yf的增减数不能大于1,所以,这里如不相等,也仅相差1,可确保每次步进仅一个脉冲当量。Xi与X0、Yi与Y0比较结果有4种情况:
1)Xi与X0及Yi与Y0均相等,则继续重复执行,又使θ再增Δθ,及进行ρ、Xf及Yf浮点计算。然后对Xf、Yf取整,并相应存于Xi、Yi中。进而又回到这里比较。显然,由于螺旋线的X、Y坐标总是要随θ的增加而变化的,一般在100次内总能出现不等的情况。
2)Xi与X0相等,所以,不会出现步进。而Yi与Y0不等,将使Y步进。并把Yi传送给Y0。同时执行BREAK指令,跳出重复执行,跳出本程序。
3)Xi与X0不等,而Yi与Y0相等,将使X步进。并把Xi传送给X0,跳出重复执行,跳出本程序。
4)Xi与X0、Yi与Y0均不等,将先使X步进。并把Xi传送给X0,跳出重复执行,跳出本程序。但下一次执行本程序时,由于Yi与Y0不等,将直接进入这个比较使Y步进。这样处理的目的是,可做到,每次“步进”只能在一个坐标上进行,可得到均匀的运动速度。

图5-66 螺旋线运动轨迹控制梯形图程序
以上讨论的螺旋线是逆时针,从第一象限开始的。还可为顺时针,或其它象限开始的。这些控制都可在本程序的基础上,稍作修改也都可实现。
(4)目标追踪算法ST语言功能块实现
ST语言擅长于执行运算程序,所以用其设计本算法的程序实现是较为简单的。以下为它的功能块程序。
使用的变量声明有输入、输出及内部变量。
输入变量有:
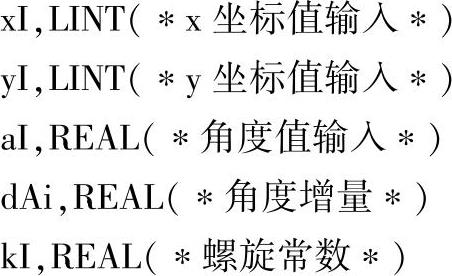
输出变量有:
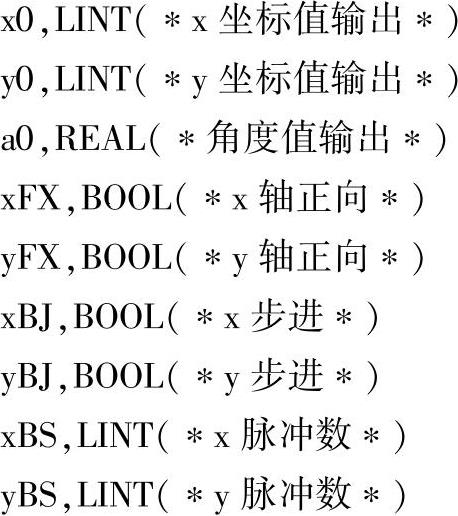
中间变量有:

功能块使用语句如下。其含义见语句后的注解。
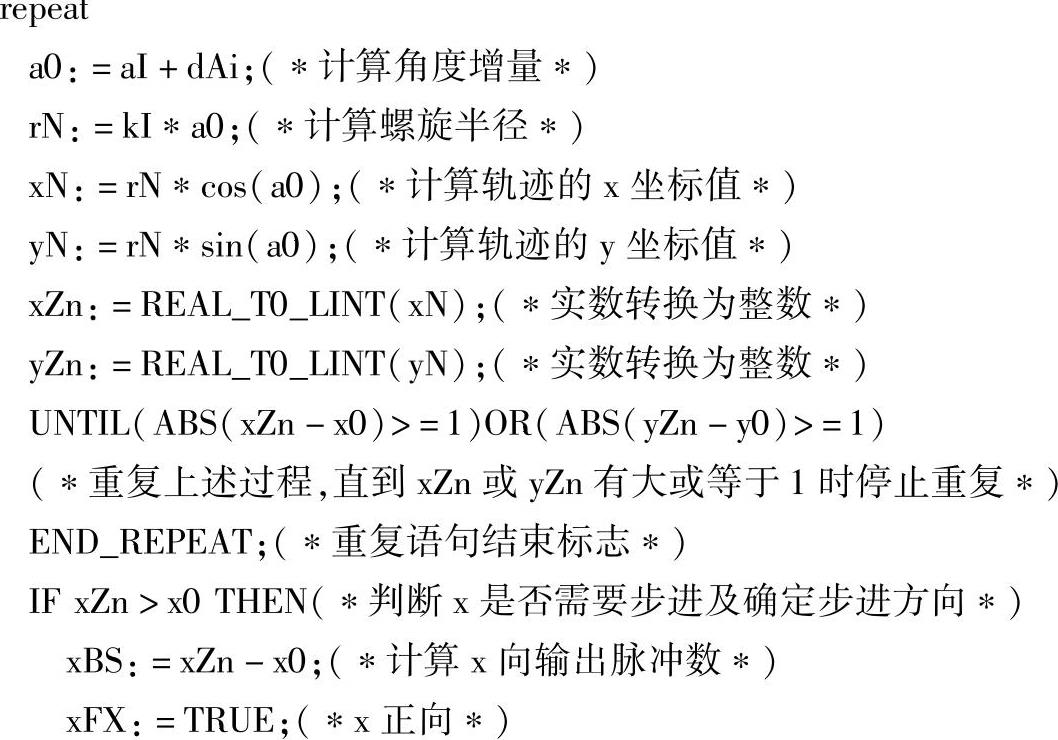

图5-67所示为功能块调用梯形图程序。
从图5-67知。它有4个梯形条。每梯形条的功能见注解。具体说明略。
提示:直接目标追踪控制的算法,不仅可用于本例的螺旋线轨迹控制,对于其它曲线甚至多维曲线轨迹控制,只要它的轨迹可用参数方程单值表达,也都可由本算法实现。只是要求PLC有很高的运算速度。

图5-67 功能块调用梯形图程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。