



脉冲量输入开关量输出闭环控制使用的是高速计数比较控制。它采集脉冲累计数,并设定值进行比较。根据比较结果,产生控制输出。其特点是,全过程都是或都可以中断方式工作。信号采集及比较中断工作,控制输出中断产生。
高速计数比较控制多用于行程控制,以控制运动部件的行程,达到如控制下料长度、控制部件位置等要求。
1.小型PLC高速计数闭环控制
用小型机进行高速计数比较控制,首先要使它能高速计数。为此,要作好3个设定:
(1)是否使用高数计数功能?应设为使用。
(2)复位方式,是软件复位,还是Z相加软件复位(如CQM1机,用特殊继电器252.00ON,使高速计数器现值回到0)?如需硬件复位,选后者。
(3)高速计数模式,是增计数?还是两相(加/减)计数?等等,按自己要求选定。
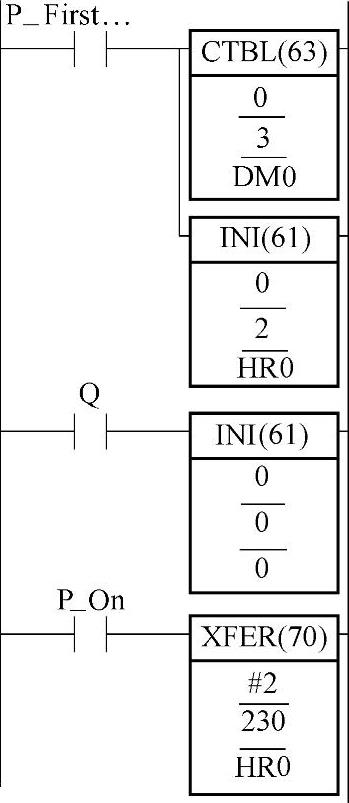
图5-31 范围比较及 起动比较
这些选定都是改变DM参数区(DM6642)的值实现,也可在CXP软件的设定窗口上选择,而后者实质也是改变DM参数区的值。
有了以上设定,PLC运行时,即可脉冲从高速计数输入点读入脉冲。只要向PLC送入脉冲,高速计数器的现值即有变化。高速计数器为两个字,248、249的内容即为它的现值,也可用PRV或INI指令读、写它的现值,有关细节,可参阅有关说明书。
读入脉冲后,怎么处理?比较,根据比较的结果实施控制。有表比较及范围比较。为此,要起动相应指令。图5-31所示为使用范围比较及起动比较的程序。这里用CQM1的高速计数功能,显示及控制某金矿提升机的位置,以代替原用的行程开关控制。该系统是原黄金学院自控系开发的,已收到了良好的效果。
图5-31中用P_First…为特殊继电器,在程序扫描第一周期ON,常用于程序初始化。在此,为调CTBL指令及INI指令。CTBL用以建立范围比较,被比较值首字存于DM0中。执行INI指令,是把HR0通道的内容传给高速计数器,置它的现值。
CTBL指令有三个操作数。第一个默认为0,第二个为控制字,分别取值为000、001、002、003,第三个为字地址(TB),存储被比较数。
C的含义为:
000:建立表比较,并开始比较
001:建立范围比较,并开始比较
002:建立表比较,由执行INI指令起动比较
003:建立范围比较,由执行INI指令起动比较
字地址的含义:
若为表比较:可对16个双字比较,这里TB及随后的字的含义为:
TB:指明与多少个字比较,取值为1~16
TB+1:目标值低4位
TB+2:目标值高4位
TB+3:当现值与目标值相等时将调用的子程序号
这相邻的3个字算一组,接着还可设第二组,最多可设16组,占48个字。加上TB,最多时,从TB开始到TB+48的字都要用。
若为范围比较,则固定用8个范围,其含义为:
TB:低限,低4位
TB+1:低限,高4位
TB+2:高限,低4位
TB+3:高限,高4位
TB+4:当现值落入上述范围,将调用子程序号,可为000~127
这里每组用5个字,必须设8组,共用40个字。如设了,但又不用,则应把调子程序号那个字设为FFFF。
从对CTBL指令的介绍可知,本例用的是仅建立范围比较,而是否执行比较?由执行INI指令起动。
INI为中断指令,也有3个操作数。
第一个,默认为0
第二个,可为0、1、2、3。0为起动比较,1为停止比较,2为现值更新,3为脉冲输出停止(不用于此场合)。
第三个,默认为0,但当第二个为2时,它及它的高一个字存储的是向高速计数器更新值。
如图5-31所示程序,高速计数值与比较值相等所调的子程序号,靠DM0004、DM0009、…确定。而比较值,靠DM0000、0001,DM0002、0003,…确定。
本例INI执行取决于“Q”是否ON,ON,意味系统工作,即执行INI指令,起动范围比较。(https://www.xing528.com)
利用CQM1高速计数功能,目的为控制矿车运动。当矿车接近层面时要减速,并显示层的数据,便于工人操作,使其准确停下来。
这里的对子程序内容及DM0000~DM0039的设定细节,就不多介绍了。
另外,这里还时时把SR230、SR231(它是特殊继电器存的为高速计数器的内容,CPM机为248、249)的内容传给HR00、HR01,目的是使HR00、HR01始终保存着计数器现值。HR有掉电保持功能。上电时,再把它的内容传至高速计数器(不然,高速计数器总是从零开始计数),可反映上次停车时矿车的实际位置,很便于矿车操作。
提示:本例用的为CQM1机,其它机型也有类似功能,也可使用,但具体内部器件及输入、输出地址及指令的细节可能有所区别。使用时可参考有关手册操作。
2.高速计数模块闭环控制
用高速计数模块进行高速计数,作比较控制,为此要:
(1)高速计数模块类型较多,要选合适的类型。
(2)计数模式也很多,也要按需要选用。
(3)进行硬件设定。设定机号,不能与其它特殊单元重复;设定DIP开关,与模式、输入脉冲、复位、控制信号的使用等情况对应。
(4)正确安装及接线。
(5)进行参数设定。对计数模式的设定应与硬件的设定一致,否则不能工作,并显示出错信号。不同的计数模式,或相同的计数模式而情况不同,参数的设定都不可能完全相同。
(6)选用命令及使用好标志,正确编制梯形图程序,使高速计数模块实现所要求的功能。
例:图5-32所示为使用高速计数模块的例子,用以控制剪接材料的长度。
图5-32中1为导轮,由电动机带动,旋转时,可使材料从卷料中绕出,并送向切刀7。2为旋转编码器,随着细杆送进,而发出计数脉冲,经信号线送高速计数模块。高速计数模块依计数情况,可产生#0、#1、#2及#4输出,以分别控制制动松开和电动机工作、低速到高速转换、高速到低速转换及制动和切刀切下等动作。
本例的硬件设定为:机号为1,模式为3,背板上DIP开关针3、5ON,其它OFF。设成内部复位有效及输入脉冲乘2。
软件设定:主要对DM,因机号为1,故占用的DM是DM1100~DM1199。
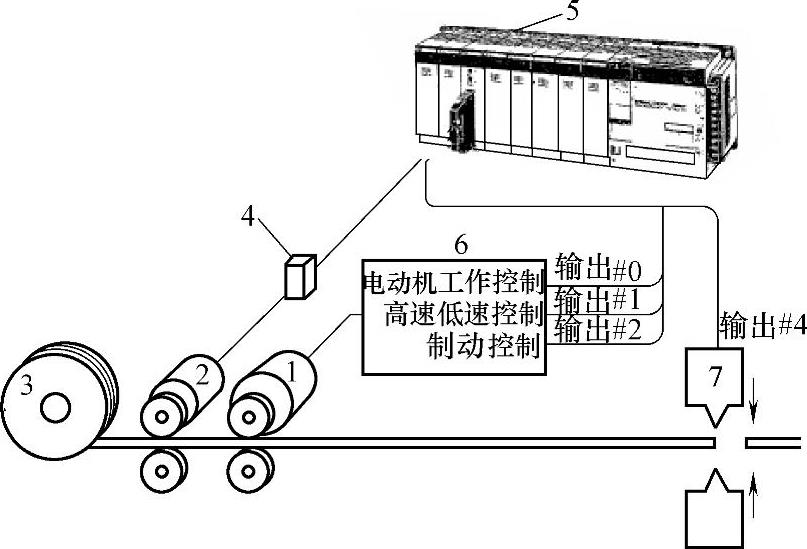
图5-32 高速计数模块使用实例
1—导轮 2—编码器 3—卷料 4—编码器用接线器 5—高速计数模块 6—电动机控制器 7—切刀
图5-33所示为工作过程的信号波形。表5-16所示为该图中有关参数选定。所有参数的单位都是ms。如A100ms,其对应的计数值应是100乘脉冲频率,再乘1000。
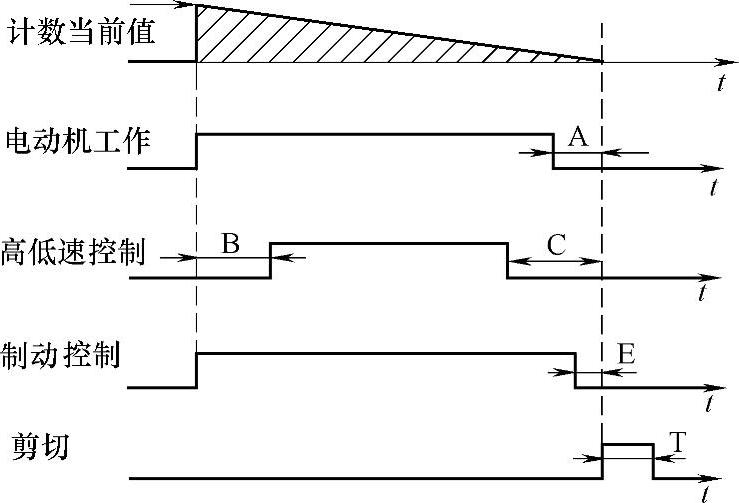
图5-33 工作过程信号波形
表5-16 参数值
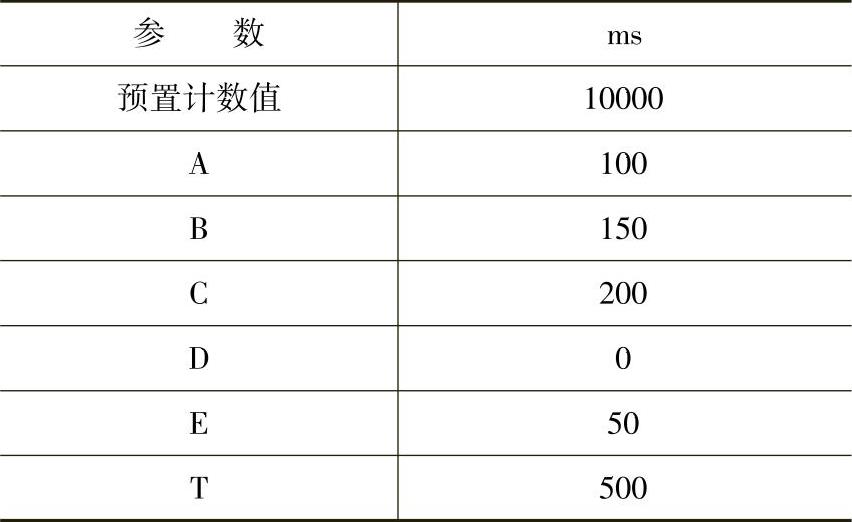
参数值的选定与准备剪切材料的长度、工艺参数有关,这也是程序调试过程要解决的问题。
它的四个输出为:#0ON对应于制动松开和电动机起动:#1ON时为快速;#2ON使制动到给定位置,即计数值为零时,#4输出ON,使切刀剪切。
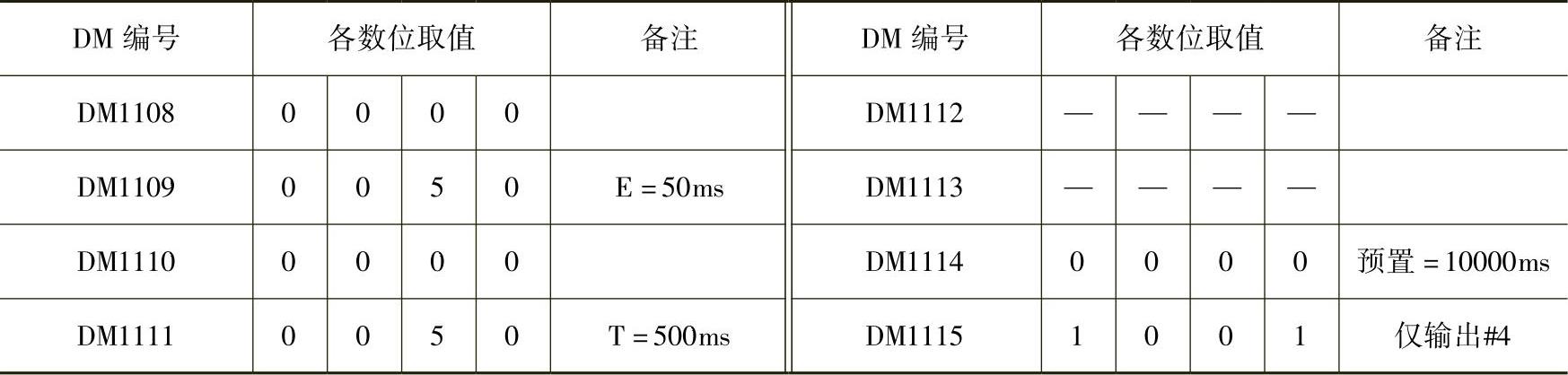
DM区设定见表5-17。
表5-17 DM字设置

(续)
与上述对应的梯形图程序如图5-34所示。
从图5-34可知,这个梯形图程序并不复杂。按下“复位按钮”,110.06 ON,使计数器及输出复位。按下“起动按钮”,110.00 ON,使计数起动。“常通标志”,110.02ON,使输出使能,等等。输出0、1、2、4是高速计数单元的输出点的输出,PLC无需,也不可能用程序去控制。
为了检测工作后什么时候完成,用微分下降指令检测输出4(控制切刀动作的)从ON到OFF(表明整个工作完成),其操作数为30.00。工作完成,它将ON一个扫描周期。这足以使30.01 ON,并自保持。这表明操作完成。重新起动时,110.00的常闭触点断,使30.01复位。
从上例可知,高速计数模块比较控制程序设计的工作量不大、主要工作是硬件、软件设定及参数选择。很多经验证明,首先要设定好,不出现报警,确保脉冲数读入;其次是参数选定,能进行比较及产生控制输出。
提示:本例用的为C200H机的高速计数模块。其它机型的模块很多,也都可使用,但模块的功能、特性、内部器件及输入、输出地址及使用细节可能有所区别,使用时可参考有关手册操作。

图5-34 起动结束梯形图程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。