



【例6-40】 X轴工作时抖动且伴有机械噪声的故障。
故障现象:X轴工作抖动,同时伴有机械噪声。
故障检查与分析:该机床为苏州沙迪克三光机电有限公司的DK7725E数控电火花线切割机床,系统采用TP801单板机进行控制。伺服驱动部分采用步进电动机。该故障发生后,我们先怀疑是机械故障所引起,根据“先机械后电气”的原则,首先将X轴电动机与其机械部分脱离,故障仍然存在,这表明故障源在电气部分。
该机床电气部分大致可分为:①计算机主机电路,该电路为典型的单板机标准电路;②接口电路,它是计算机与控制电路的信号传输电路;③步进驱动电路,它是机床的主要输出电路;④其他辅助电路,它包括电源电路、变频电路等。
与该故障有关的电路为计算机主机电路、接口电路和步进驱动电路。首先检查步进驱动电路。应用“替换法”用Y轴驱动电路去驱动X轴电动机,则X轴故障消除;用X轴驱动电路去驱动Y轴电动机,故障发生在Y轴。由此,可判断是X轴驱动电路发生了故障。
根据该机床步进驱动电路原理图(见图6-25),检查X轴驱动电路、各晶体管元件,发现一只大功率晶体管3DD101B断路,从而造成步进电动机输入端A、B、C三相缺相运行,进而造成故障发生。
故障处理:更换一只新的大功率晶体管后,故障排除。
说明:在经济型数控机床中,步进驱动电路的大功率晶体管是故障率较高的部件,这是其系统为开环拉制所致。当机床在加工过程中,由于某种原因发生过载或过流时,其开环系统无法检测到这种过载或过流信号,从而控制步进驱动电路停止工作,而是按部就班地继续执行其控制指令,驱使大功率晶体管在过载或过流状态下工作,因此,必然会烧毁晶体管。这也是经济型数控系统的一个致命的弊病。
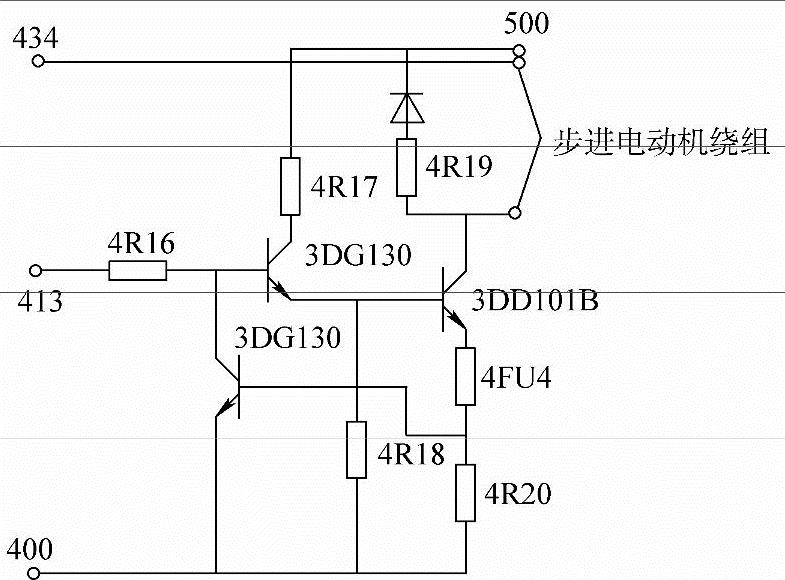
图6-25 步进驱动电路原理图
【例6-41】 X轴在加工中时常失步,有时甚至停止进给的故障。
故障现象:X轴在加工过程中,时常发生失步,有时甚至停止进给。
故障检查与分析:该机床苏州三光电加工有限公司的DK7725E数控电火花线切割机床,系统采用TP801单板机进行控制。伺服驱动部分采用步进电动机。根据故障现象,检查X轴电动机的运行状况,发现其电动机在运行过程中抖动较大,故怀疑是机械部分的故障。然而,当将X轴电动机与其机械部分分离后,故障仍然存在,这说明机械部分无故障。再检查X轴驱动电路也无故障。根据维修经验,判断是X轴驱动控制信号出现了故障。检查X轴驱动控制信号电路,发现其与驱动电路之间的连接插件XP1是松动的,因而造成这两者之间接触不良,导致了上述故障的产生。
故障处理:将该连接插件重新紧固后,故障排除。
说明:数控系统在加工的过程中,由于机床的振动,其连接插件、连接部位是故障的多发点。在机床的日常维护保养中,重视这些部位,就可减少故障的发生,从而提高机床的利用率。
【例6-42】 Y轴在快速加工中失步的故障。(https://www.xing528.com)
故障现象:Y轴在快速加工中失步。
故障检查与分析:该机床为苏州三光电加工有限公司的DK7725E数控电火花线切割机床,系统采用TP801单板机进行控制。伺服驱动部分采用步进电动机。对于TP801单板机而言,步进电动机的失步,一般情况下有以下4个方面的故障:①PIO信号故障;②单板机与步进驱动电路之间的接口电路故障;③串接于电路中用于指示步进电动机每相导通和截止的发光二极管损坏;④步进驱动电路故障。
根据“先外后内”、“先简后繁”的维修原则,首先检查发光二极管。因Y轴在加工过程中A、B、C三相指示灯均在发光,说明二极管本身无故障,但有一相略显发光不足,这说明该相存在故障。为了判断故障的准确部位,检查发光二极管接步进驱动电路端的动态驱动信号,测得该端信号与另两端有明显的差异。这就排除了步进驱动电路,把故障范围压缩到了PIO信号和接口电路中。用一只完好的PIO芯片更换机床上的芯片,故障仍然存在。至此,根据该系统的工作原理,故障源应该定位在接口电路中了。其系统的Y轴接口电路原理图如图6-26所示。
根据Y轴接口电路原理图,首先静态检查接口电路各元件无故障。其次,通电进行动态检查。用万用表测得1V23开关管3DK4B的输出信号与其余两相不同,而输入信号三相均平衡,故说明1V23开关管的性能变差。由于这二相输出信号不足,导致A、B、C三相电压不平衡,从而引起Y轴电动机工作不平衡,快速时失步。
故障处理:更换一只新开关管3DK4B后,检查A、B、C三相输出达到平衡,故障排除。
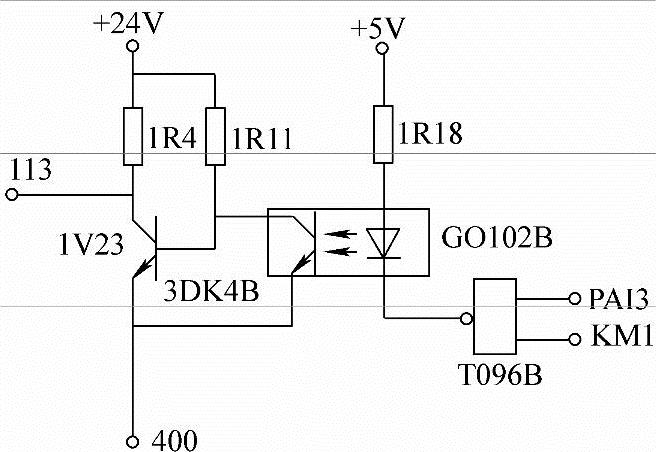
图6-26 Y轴接口电路原理图
说明:这种由于元器件性能变差所引起的故障现象,在分立元件的电子电路中是常有发生的。对于这种“软故障”的处理,必须要求维修人员熟悉其系统的工作原理以及电气原理,综合运用电子技术、计算机技术的理论分析、归纳故障现象,一步步地排除可疑的故障部位,从而准确找到故障点,进而迅速排除故障,保证机床的正常运行。
【例6-43】 瑞士AGIIECUT150线切割机床。
故障现象:正在使用的机床经常停止工作,过几秒钟又恢复工作。停止工作时,计算机屏幕显示“420”W ire broken or not threaded。
故障检查:根据计算机提示的“420”故障,检查剪丝刀、走丝机构,更换丝传输带、校准喷嘴,故障依然。我们开始怀疑DMD-03制动器有问题。拆下DMD-03制动器,打开外壳,用仪表螺钉旋具小心取出里面的光电脉冲编码器,用酒精清洗(拆卸清洗时,一定要注意不要碰断里面的引脚)。待酒精挥发后,再小心装好。重新开机,“420”故障信息消失,机床恢复正常工作。
故障检查与分析:从表面上看,这种故障现象好像是传输带和导丝机构有问题,其实主要原因是气源质量差,含有过量的油。日积月累,油进入DMD-03制动器里,使很精密的光电脉冲编码器被油污染,光信号不能正常传输,造成光电信号不能正常转换,产生了上述故障。这种故障带有一定的普遍性。如果遇到上述故障,找不出其他原因,也可以从气源上考虑。清洗制动器里的光电脉冲编码器,予以排除故障。
【例6-44】 一台某厂生产的SCX-2型线切割机,数控部分采用XK-80A型系统。
故障现象:在加工过程中,频繁出现不能换向以致冲断钼丝,使加工不能进行的。
故障处理:经对电路检查,未发现明显故障。随后,让机床空转,仔细观察机床接触器的动作,在机床空转近20min后,发现一接触器在碰块已使行程开关动作后仍未释放,造成冲机故障。随后对其电路进行分析,正是由于该接触器未及时释放,常闭触头不能复位,使得反向接触器回路因该接触器常闭触点未及时接通而不能得电,不能反向运转,造成本例故障。对该接触器进一步检查,发现是由于该接触器剩磁较大,不能及时释放造成,随即对该接触器检修,故障排除。在此,提醒同行,遇到同类问题,不妨借鉴此例,以便及时排除故障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。