



【例6-16】 一台DK7732数控钼丝切割机床,高频脉冲电源工作不正常。
数控系统:配置西门子840D系统。
故障现象:高频脉冲电源工作不正常,加工走丝时切削火花时大时小,短路时既不回退也不停机,造成断丝,840D系统如图6-12所示。
故障检查与分析:切削火花时大时小,疑是脉冲电源工作不正常,直观检查发现电压指示正常,切削电流指示不正常。短路时,短路处有火花产生,且间隙电压不为零,脉冲电源各部分的波形及电位正常,脉冲电源输出也正常。短路时不回退、不停机,一般是计算机控制回路不正常,疑是调节变频电位器内部不良,更换后故障现象依旧;再查发现线架上导电块已严重磨损,钼丝与之接触不良,导电块修磨后重新调整机床,机床运行正常。
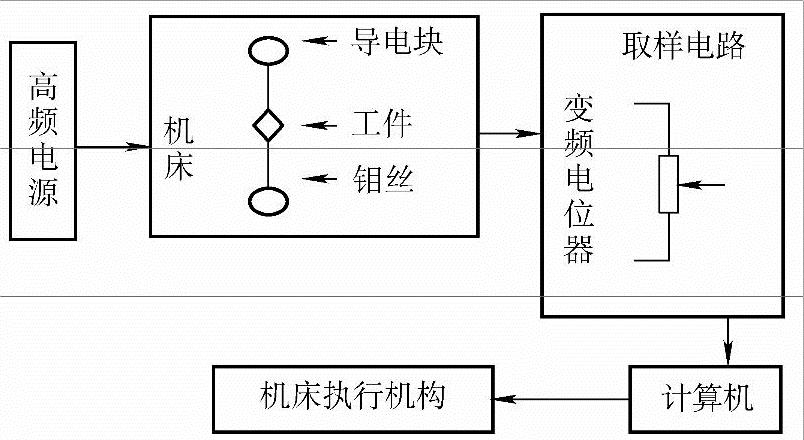
图6-12 840D系统
【例6-17】 一台DK7725E数控线切割机床,脉冲电源输出故障。
数控系统:配置西门子840D系统。
故障检查与分析:该机床由多谐振荡器产生相应的脉冲宽度和间隔,经晶体管V1倒相放大,当控制机发出脉冲电源信号时,继电器K2吸合,脉冲波形信号通过射极输出器V2传送至功放电路,供机床放电加工。S1是调试开关,控制机没有脉冲信号时,可按下S1强制输出脉冲电源。当运丝电动机换向时,继电器K1吸合,晶体管V3导通而关掉脉冲电源信号。脉冲电源电路如图6-13所示。
脉冲电源输出的主要故障是输出电流过大,一般是因为功放管被击穿。正常脉冲电源的短路电流为每一功放管0.6~0.8A,大于3A则被击穿。造成功放管击穿的原因多为下一级功放管失效;若打开控制机上的脉冲电源开关,按切割键后无输出,是V1的集电极与V2的基极未接通引起的。此时可测量继电器K2线圈两端是否有6V电压,如有,说明是继电器损坏,若无,则说明控制机未发出脉冲信号,应检查控制机的接口电路。此外,如果运丝电动机换向时不切断脉冲电源输出,一般是由继电器K1发生故障引起的,此时应更换继电器。
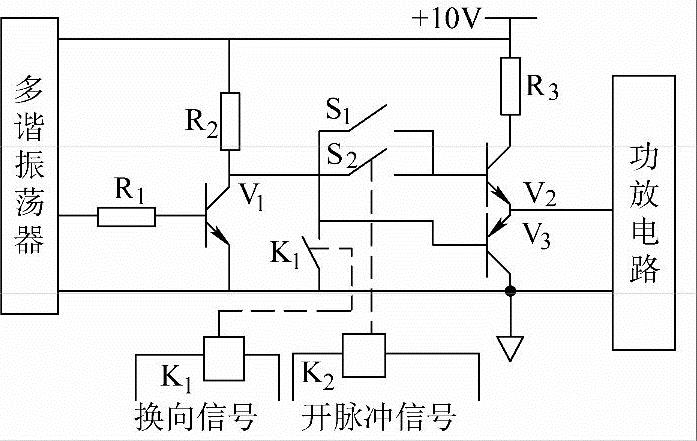
图6-13 DK7725E电火花线切割机床脉冲电源电路
【例6-18】 一台DK7725E型数控电火花线切割机床,机床切割零件结束后,工作台上钼丝对工件仍有火花放电现象,显示屏无任何报警信息,重新起动运行时,故障现象依旧。
数控系统:西门子810T系统。
故障检查与分析:根据机床故障现象分析判断,线切割机床脉冲电源火花放电正常,但计算机控制系统不能自行关断脉冲电源,经过对电路分析排查,将维修的重点放在计算机控制系统信号输出接口电路上,见图6-14。KG是安装在控制面板上的高频开关,在切割加工时必须合上。使得KG=1,在需要切割时,计算机通过并行输出输入电路P108255芯片的A口,使得PA6=1,这时与非门IC1的11端将输出“0”电平,导致光电耦合器IC2导通送出高电平,晶体管BG1导通,高频开关继电器线圈JS2通电工作,其常开触头闭合,将脉冲电源柜内脉冲主振板上的脉冲输出电路A1、A2两点接通,输出矩形脉冲信号,产生火花放电,反之,当计算机运行程序切割零件结束后,使得P108255芯片的A口=1,PA6=0,高频开关继电器线圈JS2将断电失去工作,其常开触点由闭合变为断开,切断脉冲电源信号输出。
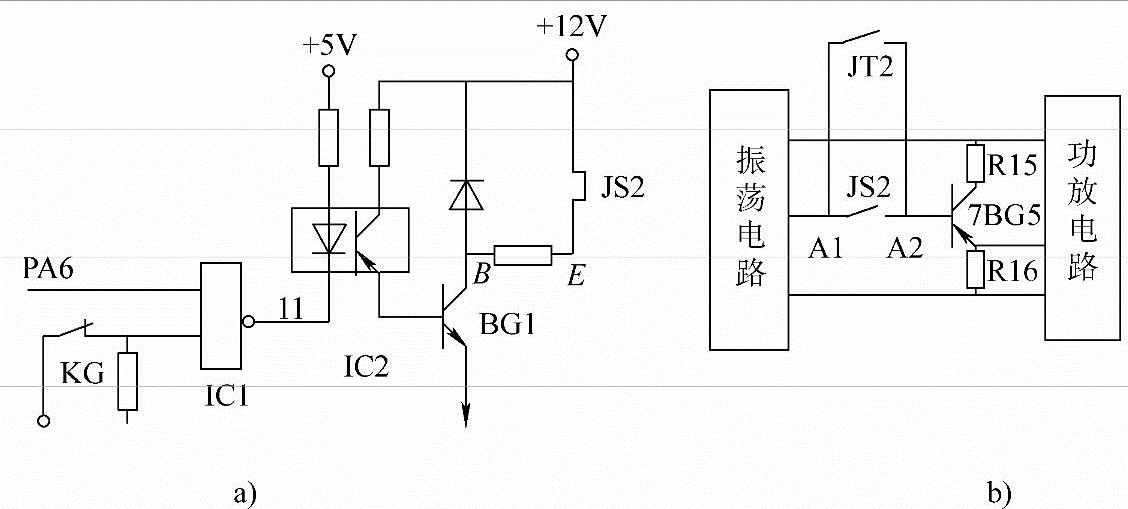
图6-14 DK7725E电火花线切割机床控制简图
a)主机控制柜子 b)脉冲电源柜
首先拆开主机控制柜盖板,测量高频开关KG触头阻值正常,开机运行加工程序,测得PA6=1,程序结束后,测得PA6=0。当PA6=1时,测得晶体管BG1集电极B点电压为0.3V,当PA6=0时,E点电压为12V,测量结果显示主机控制信号正常。从而确定主机控制柜电路无故障,故将故障范围缩小到脉冲电源柜内主振板上。
打开脉冲电源柜后盖板,拆下脉冲电源主振板,查继电器JS2线圈阻值正常,触头无短路,利用外接12V直流电源测试继电器JS2,测得触头闭合、断开阻值正常,将脉冲电源主振板装入脉冲电源柜内,开机运行故障依旧。断开设备电源,在线测量JS2常开触头(A1、A2)两点阻值,发现只有10Ω左右,怀疑JS2常开触头外接元件短路,测晶体管7BG5阻值正常,电阻R15、R16阻值正常。经查,在脉冲电源控制面板上有一按钮开关JT2引线与A1、A2两点并联,JT2为脉冲电源强制输出试验按钮,此开关虽在断开位置,但其内部触头接近短路。换上新的同型号开关,通电,试运行加工程序,切割零件结束后,计算机控制系统自行关断脉冲电源,故障排除。
【例6-19】 一台型号TPCW-2535-C数控电火花线切割机床,一给高频电源,BX2上的8A保险管就烧毁,而且烧得较严重。
数控系统:西门子810T系统。
故障检查与分析:拆下高频电源板,怀疑大功率管T5~T11击穿,但用万用表检查均无问题,检查C1也无问题。在C2两端用稳压电源加上直流12V电压,用示波器测 、
、 、
、 、
、 点均无波形,并且
点均无波形,并且 点始终为高电平。检查T4时,发现T4的发射极管脚断了,检查T2时,发现T2的发射极管脚也因生锈而断开。重新换上T2、T4后,用示波器测
点始终为高电平。检查T4时,发现T4的发射极管脚断了,检查T2时,发现T2的发射极管脚也因生锈而断开。重新换上T2、T4后,用示波器测 、
、 、
、 、
、 点均有高频脉冲,安装好后,通电试验一切正常(见图6-15)。
点均有高频脉冲,安装好后,通电试验一切正常(见图6-15)。
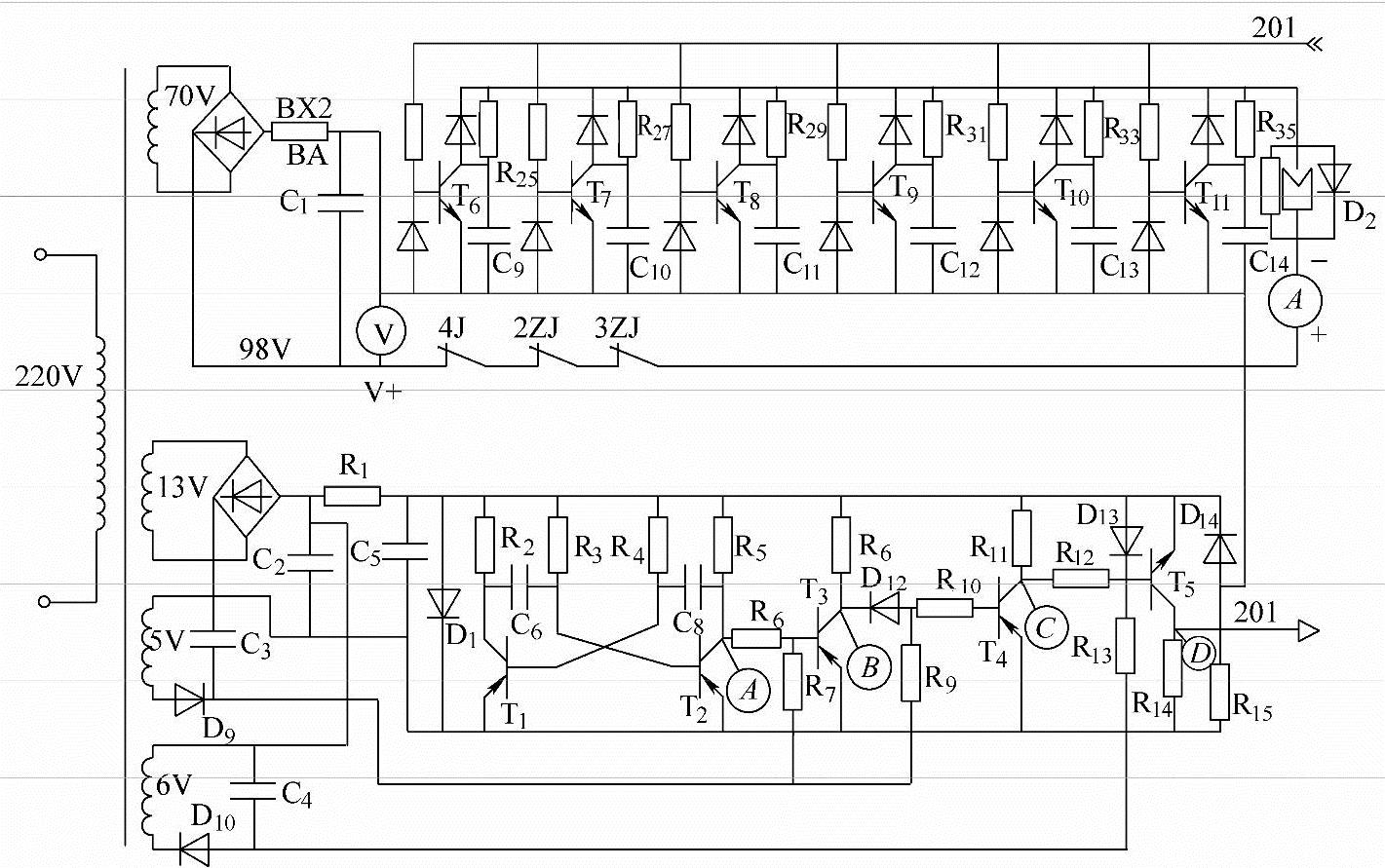
图6-15 810T系统电路图
T2的发射极管脚断开造成由T1和T2组成的多谐振荡器停振,故 、
、 两点没有波形,T4的发射极管脚断开,造成T5的基极始终为低电平、集电极为高电平,T6~T11的基极为高电平,从而使T6~T11始终处于导通状态。故而使98V高压电源正极、常闭触点(4J、2ZJ、3ZJ)、电流表、加工工件、限流电阻R25~R35、T6~T11的ce结、98V高压电源的负极形成了短路。所以,一给高频电源就烧毁8A保险管。
两点没有波形,T4的发射极管脚断开,造成T5的基极始终为低电平、集电极为高电平,T6~T11的基极为高电平,从而使T6~T11始终处于导通状态。故而使98V高压电源正极、常闭触点(4J、2ZJ、3ZJ)、电流表、加工工件、限流电阻R25~R35、T6~T11的ce结、98V高压电源的负极形成了短路。所以,一给高频电源就烧毁8A保险管。
【例6-20】 一台型号TPCW-2535-C数控电火花线切割机床,钼丝与工件间无火花放电,且脉冲电源电流表指示为零。
数控系统:西门子810T系统。
故障检查与分析:造成无电火花放电的主要原因有两方面,一是高频脉冲电源有故障,二是钼丝存在短路,由于电流表无指示,故后者因素可排除,重点检查高频脉冲电源。
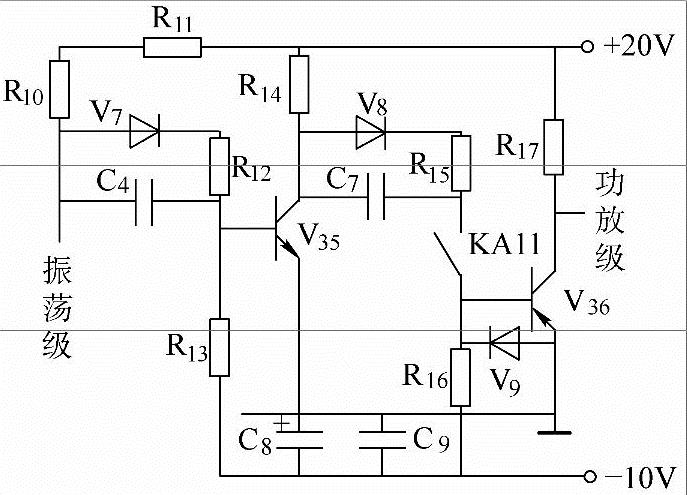
图6-16 810T系统推动级的电路图(https://www.xing528.com)
该型号机床采用XD02型高频脉冲电源,其功率放大级采用9只3DF5C低频大功率管并联使用,9只功率管同时损坏的可能性很小,只要有一只正常,电流表指示就不会为零,故可排除功放级的因素,重点检查直流电压及振荡级和推动级。经检测+80V、+20V、-10V电压正常,用示波器观察振荡级的输出波形,波形良好且脉宽间隔可调。这样故障很可能在推动级,该部分电路如图6-16。
图6-16中,V35、V36构成二级电压放大,对振荡级送来的脉冲信号进行放大。观察V35集电极波形正常,当观察V36集电极时无信号输出,因此V36级放大电路存在开路性故障,焊下V36测量其BE间阻值为无穷大,更换同一型号晶体管后故障排除。故该故障是由于V36损坏造成脉冲信号阻断,引起功放级无信号输出。
【例6-21】 一台型号TPCW-2535-C数控电火花线切割机床,机床加工一圆工件程序,在控制台程序运行结束时,钼丝不能回到原点,产生20μm左右的误差。
数控系统:西门子810T系统。
故障检查与分析:从故障现象上看,机械传动或步进电动机及其控制电路存在问题。首先检查机械部分,减小传动齿轮及丝杠间隙后,开机故障依旧,故障可能是由步进电动机丢步所引起的,利用万用表测量步进电动机的驱动电源,发现只有24V,远低于图样所标的30V,再利用示波器观察其波形,纹波成分也较大。此部分电路如图6-17,是一个典型的桥式整流电容滤波电路,测变压器副边24V交流电压正常,根据电路知识可知:24V交流电经半波整流电容滤波后所得直流电压也约为+24V,现测直流电压也恰好为+24V,故该电路的整流桥中可能有一个二极管断路,逐个检侧,发现有一只二极管正反向电阻均为无穷大,用同型号替换,再试机,故障消除。故该故障是由于步进电动机的驱动电源下降,引起绕组励磁不足而产生丢步的。
【例6-22】 一台型号TPCW-2535-C数控电火花线切割机床,机床执行加工程序时,Y向加工正常,而X向出现较大误差,且加工面表面粗糙度高。仔细观察,发现对X向步进电动机稍微施加阻力便可使其停转(正常情况下不能)。
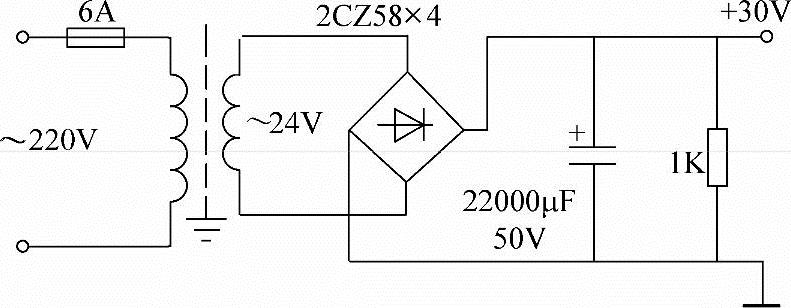
图6-17 桥式整流电容滤波电路图
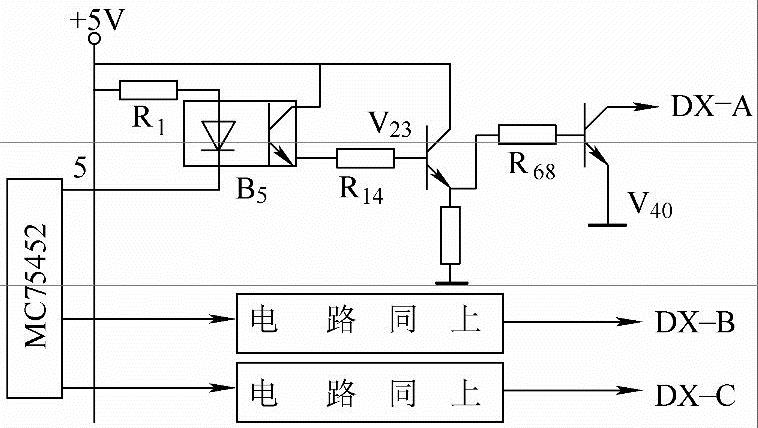
图6-18 步进电动机的驱动电路图
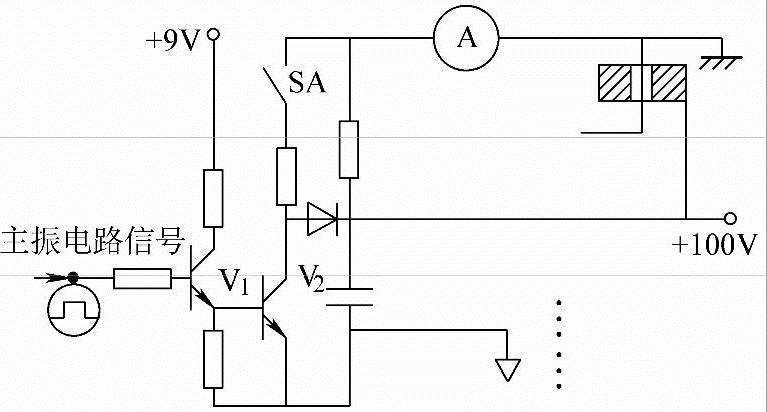
图6-19 脉冲电源功放板电路
数控系统:西门子810T系统。
故障检查与分析:从现象上看,该故障可能是由于机械阻力过大或X向步进电动机缺相所引起的。首先检查机械传动机构,没发现异常现象。因此再重点检查X向步进电动机的驱动电路,该部分电路如图6-18。为计算机输入X向加工程序,用示波器分别监测A、B、C三相信号,发现DX-A无脉冲信号输出,再检侧MC75452的5脚波形,正常,当用示波器测V23基极波形时,无信号输出。所以故障可能出在光电耦合器B5上,试换上同一型号,故障消除。故该故障是由于光电耦合器B5的损坏造成A相信号的阻断。
【例6-23】 一台DK7740B型数控线切割机床,配置西门子840D系统。
故障现象:无脉冲电压。
图6-19是脉冲电源功放板电路。
故障检查与分析:检查时先合上SA开关,看是否有输出,可用示波器检查来自多谐振荡器的波形是否正常,有无方波波形。若发射极无波形,多谐振荡器波形正常,则断定晶体管V1基极与发射极开路。若发射极波形正常,则检查功放管V2的集电极是否存在开路,功放管是否损坏。
【例6-24】 一台DK7740B型数控线切割机床,配置西门子840D系统。
故障现象:运行中电极与工件之间火花不正常,并且电流过大。
故障检查与分析:这类故障应检查功放板电路。图6-19功放板电路中V2功率放大管击穿会导致电流过大。功放电路板有6块、9块和12块配置的,可以通过切换开关SA来逐个判断哪块出现问题。若功放管有开路、击穿、短路等损坏,应更换功放管。
【例6-25】 一台DK7740B型数控线切割机床,配置西门子840D系统。
故障现象:断丝率高。
故障检查与分析:这类故障与脉冲电源的正常关系很大,断丝可由高频输出的脉冲反向峰值电压过大造成。反向峰值电压大于10V,可使加工液产生反向极化,加大电极丝的损耗。检查若反向峰值电压合适,则断定阻压二极管损坏(高频阻压二极管是为了抑制输出脉冲的反向峰值电压过大以及高频管对脉冲相应块、正向内阻小特点而设计的),更换即可。
断丝还可以由于没有高频输出造成,检查电路的接线端子如主振电路、整形电路、激励电路和功放电路有无断线锈蚀、接触不良或虚焊点。先检查主振电路有无波形输出,工作电源是否正常,而板控制电位器是否进油,是否接触良好,再检查脉冲宽度是否正常,宽脉冲、窄脉冲及占空比等,若不正常,检查调解振荡频率的电容器和电位器及波段开关,再检查整形级、前置级和激励级有无脉冲输出。这些级的晶体管有一定的要求。若功放管、激励管穿透电流过大,会使输出脉冲直流成分偏高,引起电极丝发热。检查功放管的穿透电流以及基极嵌位二极管的特性一致,检查电流表是否正常和接触情况是否良好等。
【例6-26】 一台DK7740B型数控线切割机床,配置西门子840D系统。
故障现象:运丝故障,采用双向晶闸管控制正反转的电路发生运丝电动机只向一个方向运动的故障。
故障检查与分析:运丝电路如图6-20所示。应首先检查换向接触器KM工作是否正常,如果正常,再检查双向晶闸管V1~V4,其V1和V3控制运丝电动机一个转向,V2和V4又控制运丝电动机另一个转向。双向晶闸管可以用来控制交流负载或组成交流开关。双向晶闸管是由两个普通的晶闸管以反并联方式集成在一个芯片上的器件,它有双向晶闸管和门极双向晶闸管构成。有四种触发方式,而无论在哪个方向上加给阳极与控制极电压,都可触发双向晶闸管。拆下检查时应测量阳极和阴极以及控制极的极间电阻值。阳极和阴极之间电阻值相当大,阳极和控制极电阻在几十欧至几百欧。若测量阴极与阳极无穷大则是开路,若阻值很小则短路。阴极与控制极电阻也有较大的阻值,但也不能呈现开路和短路状态,否则均应更换双向晶闸管。另外还要检查触发电阻的情况,有无烧坏变色和阻值变化,否则应及时处理。
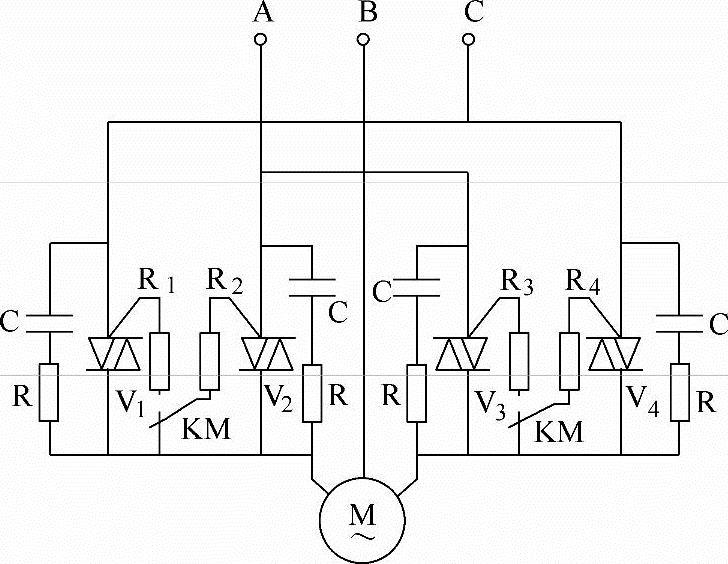
图6-20 运丝控制电路
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。