



【例6-11】 一台ED-NC-32电火花线切割机床,C轴时常发生高速运转,无报警信号;自起动达C轴高速也无报警信号。
数控系统:西门子810T系统。
故障现象;C轴时常发生高速运转,无报警信号;自起动达C轴高速也无报警信号。
故障检查与分析:根据失速时C轴转速接近最高转速的故障现象分析,首先考虑以下三个方面:①速度指令(VCMD)异常;②测速反馈回路异常;③伺服放大器异常。使用HP54602数字记忆示波器在伺服放大器一侧观察VCMD信号。当故障出现时,示波器捕捉到的信号正常,说明CNC部分没有问题。观测测速机反馈信号时,发现C轴直流电动机并未配置测速发电机,而是采用脉冲编码器。脉冲编码器的反馈信号经过一个“频率—电压(V/F)转换器”转换后形成速度反馈的比较电压,为了提高抗干扰能力,在编码器输出和CNC间加有隔离放大器,所有信号采用光耦隔离,包括给脉冲编码器供电也使用了一个DC-DC变换器,将CNC一侧的+5V电源经隔离变换后送至编码器,如图6-8所示。
在隔离放大器一侧用示波器观测编码器的两路输出信号,在故障出现时,示波器上亦出现了异常的反馈信号,有时甚至没有输出,由此确定故障出在与编码器有关的回路中。先检查编码器供电电源,发现+5V电压不稳,在故障出现时甚至下跌到3V左右。在隔离放大器靠近CNC一侧,CNC提供给放大器的+5V电源却非常稳定,由此确定故障在隔离放大器的DC-DC变换器。用一块国产+5VDC-DC变换器,采用板外连线的方法替换后,机床恢复正常。

图6-8 测速反馈框图
1—位置指令 2—整速指令 3—伺服放大器 4—伺服电动机 5—脉冲编码器 6—隔离放大器
【例6-12】 一台DK7716型数控电火花线切割机床,加工出来的零件尺寸超差,CRT显示屏无报警信息。
数控系统:西门子810T系统。
故障现象:正常工作时,加工出来的零件尺寸超差0.3mm,导致工件报废,故障现象时有时无,CRT显示屏无报警信息,重新起动运行时,故障现象依旧。
故障处理:经仔细测量报废工件,初步判断故障出在Y轴方向。通电运行机床,发现Y轴拖板电动机转动不均匀具有异常响声。
该线切割机床采用三相六拍步进电动机,步距为1.5°,步进电动机的六个通电状态存放在相邻六个字节中,需六个信号来控制步进电动机转动(见图6-9)当需要步进电动机转动时,计算机通过软件向并行输出输入电路PIO8255芯片的PA口传送数据,利用PA6发送锁存选通脉冲,由于PA6是脉冲上升沿有效,故此控制软件分三步完成数据发送至PA口中,PA6同时控制六个D触发器构成的锁成器74LS174的第九脚,通过受控制面板上SA4进给开关控制的六个OC门74LS03输出。当SA4进给开关打在“FEED”一侧时,OC门74LS03输出低电平,Y轴电动机驱动信号送至接口板上光电耦合器B4、B5、B6输入端,B4、B5、B6导通,输出高电平送至晶体管V1、V2、V3基极,其导通后由发射极输出高电平,将信号送至功放板上晶体管V9、V7、V8基极,使三相电动机线圈相继通电,Y轴三相步进电动机转动起来(见图6-9)。

图6-9 DK7716电火花线切割机床控制电路简图
本着由简至繁的修理原则,先从Y轴电动机着手,将X轴电动机与Y轴电动机接线对调。开机,发现X轴电动机转动异常,表明Y轴电动机是好的,确定Y轴功放板有故障。首先检查功放板,在线测量功放板24V电源正常。检测V9、V8、V7三只晶体管的各级静态工作电压正常,检测板上其他元器件也正常,于是运行一段加工程序,再次检测功放板,结果发现V9晶体管基极动态输入电压始终<0.5V,且管壳严重发烫,怀疑V9晶体管工作状态不正常。断电再次拆下功放板,用晶体管图示仪检测V9晶体管Iceo、饱和压降等各项参数指标都正常,检测结果显示功放板完好,故将故障范围缩小到计算机控制信号输出接口板上。(https://www.xing528.com)
打开主机控制箱端盖,通电测信号接口板上12V电源正常。测量板上Y轴电动机V1、V2、V3三只晶体管各级静态工作电压,发现晶体管V2集电极电压只有0.1V,而正常值应是12V。检测晶体管V2阻值正常。测量晶体管V2集电极电阻R14的另一端12V电压正常,怀疑该电阻阻值发生变化,断电后测量电阻R14阻值82Ω正常,再拆下信号接口板,用放大镜观察印制电路板反面,发现电阻R14一端焊点有裂纹,用电烙铁焊牢此点,通电检测晶体管V2集电极电压已有12V。试机后证明设备故障排除。
【例6-13】 一台DK7732电火花线切割机床处于自控加工时,只有当控制柜上的加工变频跟踪旋钮调到最大位置,计算机才进行缓慢插补运算,步进电动机转动缓慢,钼丝进给速度较慢,当变频旋钮调到较低档位时,步进电动机不转。
故障检查与分析:该机配置西门子820G系统。步进电动机转动的快慢是受计算机的插补运算速度控制的,而插补运算的快慢又受变频电路控制,计算机每接收到变频电路送来一个脉冲信号就运算一步,拖动步进电动机转动一步。变频电路的振荡频率取决于采样电路的采样电压大小,该部分的电路见图6-10。
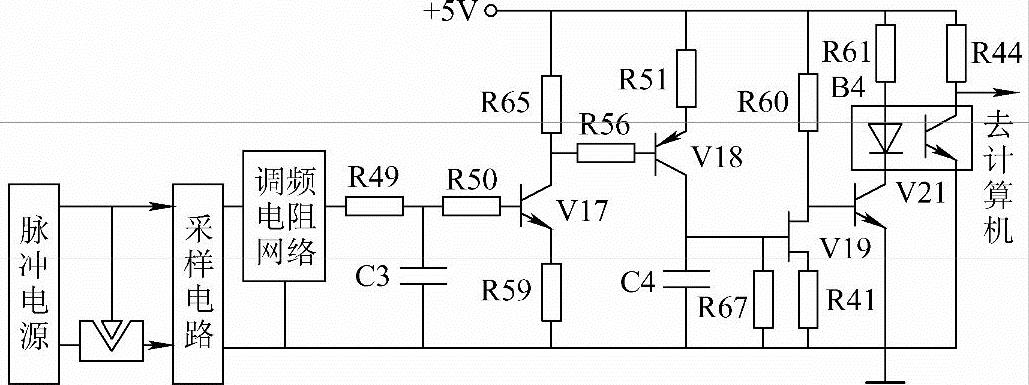
图6-10 电路图
由图6-10可见该电路是一个典型的电压—频率变换电路。采样电路将电火花信号进行整流滤波后变为一直流电压信号,经变频旋钮中的电阻网络分压后送至V17、V18进行放大。V18的导通程度决定了电容C4的充电快慢,也即决定了V19构成的弛张振荡器的振荡频率。V19输出的锯齿波信号经V21放大驱动光电耦合器B4,B4发出的脉冲信号送到计算机进行插补运算。
由上述工作原理可知,采样信号的大小,V17、T18放大能力的大小都将影响到V19的振荡频率,因此先重点检测该部分。经检测这些电路无故障,再检测V19也无问题,当检查到定时电容C4时,发现其漏电流较大,用同规格的电容替换后,故障消除。故该故障是由于电容C4漏电流太大而造成V19级振荡频率下降的。
【例6-14】 一台DK7740B型数控线切割机床,配置西门子820G系统。
故障现象:只有一个轴的步进电动机不转动或来回颤动。
故障检查与分析:图6-11是步进电动机驱动电路原理图。检查时,先合上SA11按键,使步进电动机进给指示灯熄灭,然后用手转动步进电动机手柄,若转动灵活,则可判断可能是步进电动机驱动脉冲电源缺相所致。检查驱动板上熔丝是否完好,若完好则检测三相功放管V1是否正常。常见故障有晶体管V的基极b与发射极e断开,造成功放管V基极无脉冲电压,可使功放管V的集电极与发射极无法饱和与截止。更换晶体管V即可解决。若用手转不动步进电动机手柄或机械卡住,则检查步进电动机的接线及转动轴承是否有断线、松脱或卡死轴承现象,进行相应处理即可。

图6-11 步进电动机驱动电路原理图
【例6-15】 一台DK7740B型数控线切割机床,配置西门子820G系统。
故障现象:X轴和Y轴步进电动机同时不能转动,检查时先用手转动。
故障检查与分析:步进电动机的手柄是否灵活,转动灵活则可判断是驱动部分的功放管V集电极电压无+12V电源。先检查驱动电源箱面板上的直流12V指示是否正常,如果正常,则检查功放印制电路板接插件是否插牢,如果不正常,则断开直流电源+12V整流稳压电路的负载,测量变压器次级电压是否有交流16V,再测量整流电路、滤波电路(输出应有19V直流电压),如没有则断开三端稳压器测量,若还是只有13V左右,可判断电容滤波电路故障,滤波电容漏电流太大,应更换。若只有8V左右,可判断桥堆或整流二极管损坏。若只有19V直流电压,三端稳压器7812无输出或者不足12V,可更换三端稳压器元件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。