



【例6-7】 运丝不正常故障。
故障现象:运丝电动机运行不正常。
故障检查与分析:该机床是苏州沙迪克三光机电有限公司生产的三光牌产品之一。配置FANUC 6M控制系统。
运丝电动机控制电路如图6-6所示。起动运丝电动机时,接触器K1的常开触点接通,X1、Y1、Z1得电,由于继电器K2的常闭触点接通,换向电路中的晶闸管V2和V4导通,X1和Z1分别通过V2、V4对电动机的X2和Z2供电,Y1与Y2为直通,电动机正转。当运丝拖板运行到限位块压上换向开关S1时,继电器K2得电动作,其常开触点闭合而常闭触点断开,这样换向电路中的V2,V4关断,V1和V3导通,运丝电动机的供电也就变为Xl对Z2而Zl对X2,也就是交换了三相供电中两相的相位,所以电动机反转。当拖板反向运行到限位块压上换向开关S2时,继电器K2失电释放,晶闸管又恢复到V2、V4导通状态,再使电动机正转,运丝电动机就这样周而复始地工作。
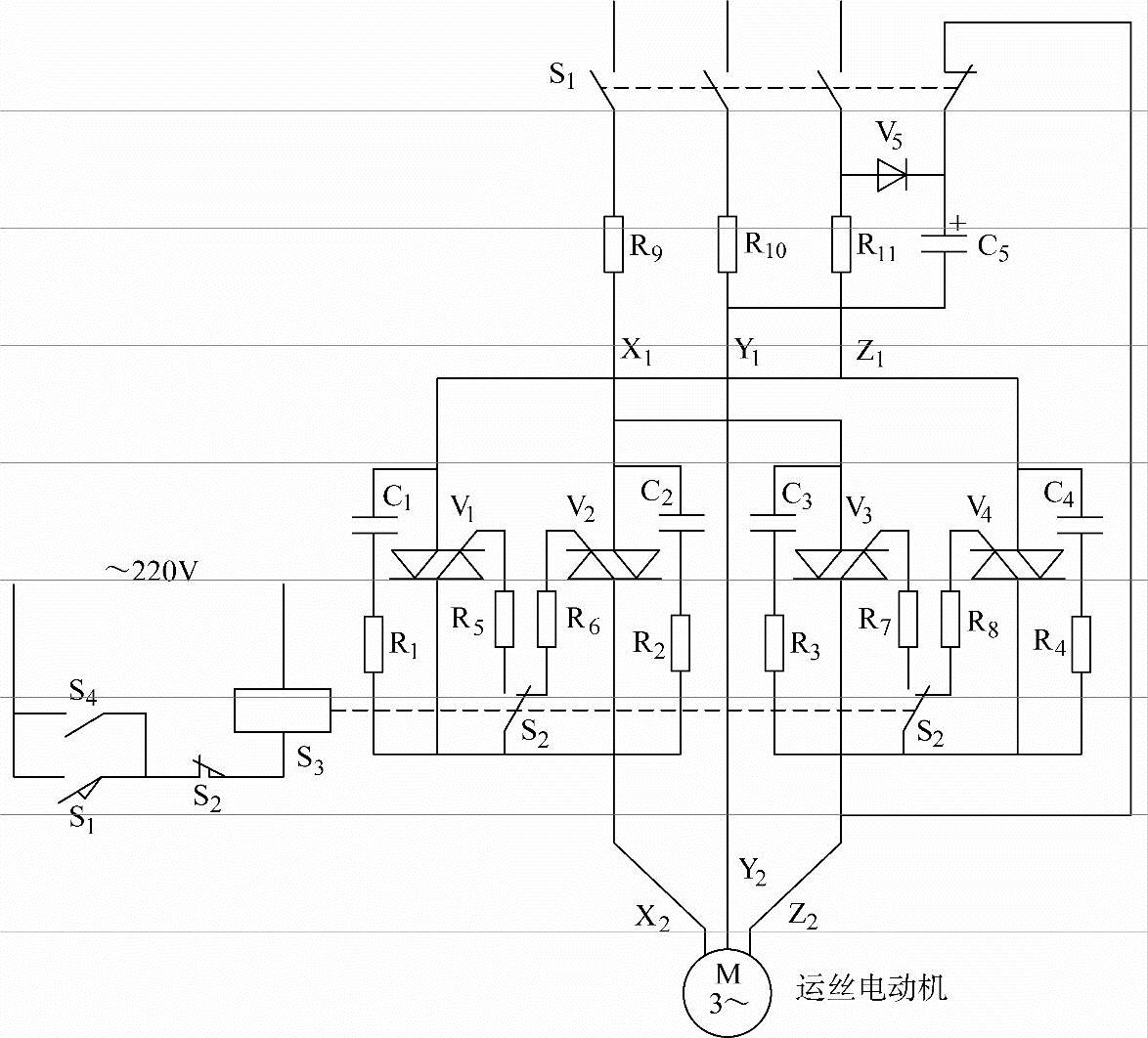
图6-6 运丝电动机控制电路
由于晶闸管V2导通后,当交流电源过零是不会自动关断的,而继电器K2动作后又使V1导通,这样有可能使V1和V2同时导通,同理V3和V4也有可能同时导通,造成X1与Z1之间短路,电路中的R9、R10、R11就起限流作用。在运丝电动机工作的同时,由于接触器K1的常闭触点断开,通过二极管V5对电容C5进行充电,一旦接触器的常开触点断开,运丝电动机工作即停止,此时K1的常闭触点接通,电容C3则迅速放电,起到制动的作用。
故障处理:运丝电动机电路常见故障的处理方法有:①电动机不运转,一般是晶闸管开路引起的,应更换不通的晶闸管;②X1、Z1相线中的限流电阻R9和R11烧焦,这是由于晶闸管的阴极和阳极之间有漏电现象,应更换漏电的晶闸管;③Y1、Z1相线中的限流电阻R10和R11烧焦,主要是充电二极管V5击穿短路所致,应更换该二极管;④停机时制动失效,这是由充电二极管V5开路损坏或者电容C5失效引起的,应检查、更换二极管或电容。
【例6-8】 U轴坐标不动,机床出现430号、431号报警故障。
故障现象:按U轴坐标移动按钮,坐标不动,机床出现430号、431号报警。
故障检查与分析:该机床是HC-6型数控线切割机床,配FANCU6M数控系统。
430号报警为U轴在停止时,位置偏差量大于设定值;431号报警为U轴在移动中,位置偏差量大于设定值。查维修手册,431号报警的原因有:①允许误差设定有误;②增益过调;③伺服用变压器电压设定有误;④线路连接故障;⑤主印制电路板上位置控制部分以及速度控制印制电路板故障。
针对故障,对上述五项分别进行检查和分析,结果如下:
1)允许误差的设定是由参数76、80、88设置的,76参数为停止时的位置偏差极限值,80参数为移动中的位置偏差极限值,88参数为伺服环路增益倍数。检查上述3个参数,其值与NC所附参数表的值相同,因此,不再怀疑允许误差设定有问题。
2)增益调整是通过RV1电位器调整的,调整RV1电位器,故障无变化。
3)对U轴速度控制装置上的电源测试点CH9、CH10、CH11、CH12分别进行测量,各点电压均正常,说明伺服用变压器电压设定正确。
4)检查伺服电动机、测速发电机、旋转变压器之间的连线,没发现异常。
5)根据U、V轴两个伺服系统的结构参数完全一致的特点,将U、V轴两个坐标的控制信号插座、反馈信号插座进行对调,即用V轴的控制信号和伺服驱动系统去驱动U轴,故障仍然存在,这样也排除了位置控制部分和速度控制部分的故障。
通过以上分析,维修手册上所提供的疑点均被排除,问题可能出在机械部分和电动机部分。为确定故障,我们打开U轴防护罩,发现许多地方有锈斑,用手拧丝杠,感觉移动时阻力很大,有时感觉到有一种向回拉的力,因为U轴电动机功率很小,连续额定转矩只有0.0715N·m,这么大的负载,电动机很难带动,因此初步确定故障在机械部分,机械有卡死现象。
分析该机床U轴的机械结构,造成卡死的部件有三部分:①丝杠被锈蚀或铁屑卡入会出现卡死现象;②直流电动机、测速发电机、旋转变压器和丝杠是靠齿轮连接的,如果齿轮之间的啮合不好或过紧,也会出现卡死现象;③导轨中有脏物或被锈蚀会造成机械卡死,通过仔细检查丝杠和齿轮,没有发现异常,疑点集中在导轨上。首先向导轨中注入润滑油,发现从导轨中滴出的油带有许多铁锈。将导轨拆开,看见整个导轨锈蚀得非常严重。清除导轨锈斑,重新安装、调整,U轴工作正常。由此看来,此故障是因为防护罩密封不严,电解液渗入防护罩内,而机床又很久未用,从而使导轨锈蚀,造成电动机负载太重,无法运转,即控制系统有指令发出,导轨不动,无位置反馈值给系统,使自诊断系统诊断为位置偏差值大于设定值的故障报警。
【例6-9】 U轴坐标不动,机床出现430号、431号报警故障。
故障现象:按U轴坐标移动按钮,又出现坐标轴不动,机床出现430号、431号报警。(https://www.xing528.com)
故障检查与分析:该机床是HC-6型数控线切割机床,配FANUC6M数控系统。
由于与【例6-8】的故障现象完全相同,因而采用同样的方法检查,没有发现异常,说明U轴电动机部分有问题。仔细检查电动机,发现直流伺服电动机电刷架上的弹簧全部锈断,此弹簧无处购买,万般无奈的情况下,用锁里面的弹子弹簧代替装入电动机。装入后坐标能运行但出现抖动,怀疑弹子弹簧弹性差,电刷接触不良。采用替换法,将U、V两轴的直流电动机调换,故障没有转移,U轴仍然抖动,由此可以说明造成机床抖动的原因不是直流电动机。修理后的U轴直流电动机能正常运转。
为查找抖动的原因,将齿轮与丝杠脱开,即只加速度环,不加位置环,开机后,发现电动机运行时,在某一点有一减速现象,初步判断速度反馈有问题。为进一步确定,将U、V两轴的测速发电机对调,故障发生了转移,V轴出现抖动,由此证明测速发电机有问题,造成机床抖动的原因是速度反馈不正常。
要修理该测速发电机,首先要搞清其结构。该电动机共有13个绕组,采用波绕法,各绕组之间相连,若某一绕组有断线,就会造成速度反馈不正常。测速发电机绕组支路图如图6-7所示。
测速发电机感应电动势与转速的关系如下:
式中 p——磁极数;
N——电枢总导体数;
a——并联支路数;
n——转速(r/mm);
E——感应电动势(V)。
若绕组11断线,当电刷没有接触4、5换向片时,由A~B的支路数只有一条,另一条断路,那么电枢总导体数N减小,根据公式可以看出,反馈电势减小。当电刷接触4、5换向片时,将断线短接,由A~B的支路数有两条,那么电枢总导体数N增加,反馈电势增大,这样周期运转,引起抖动。
我们将测速发电机拆开,用50倍放大镜仔细观察,发现有一断线处。由于漆包线的线径很小,只有0.12mm,焊接十分困难,稍有不慎就会折断,我们用φ0.15mm的漆包线在50倍放大镜下仔细将断线连接,并刷漆、烘干,安装使用后坐标运行正常,并保证了原有的精度。
说明:通过以上两例故障的排除,可以看出,同一故障现象,故障源却不相同。作为一名数控机床维修人员,不但要具有自动控制、电子技术、计算机技术等基础知识,同时要有丰富的实践经验;不但能处理电气、数控部分的故障,同时应能分析机械方面存在的故障,配合机械技术员解决问题,提高数控机床的利用率。
【例6-10】 丝筒电动机不反向,撞终点开关才停止的故障。
故障现象:丝筒电动机不反向,撞终点开关才停止。
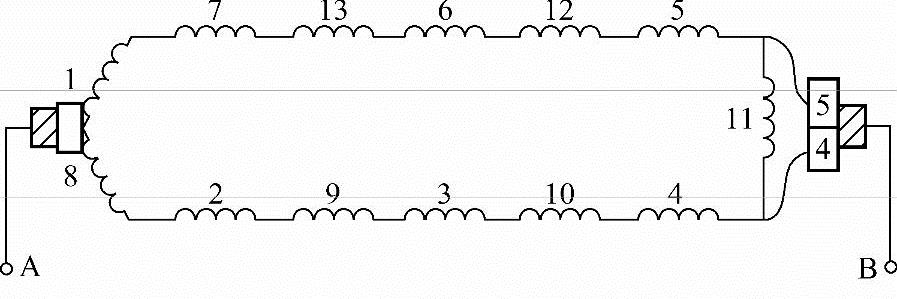
图6-7 测速发电机绕组支路图
故障检查与分析:北京线切割机厂生产的DK77328D线切割机床配置FANUC 6M控制系统。丝筒是用三相交流电动机传动的,其行程是靠接近开关控制接触器来实现正、反转,从而达到循环工作的目的。从电器方面分析,可能是换向的接近开关有问题或接触器铁心有连接的现象。
故障处理:通电后用铁块检查接近开关,接触器动作正常,开动丝筒电动机观察,发现在换向时电动机已减速,但丝筒仍向前滑行,而终点限位与换向限位又较近,马上压终点限位而停止丝筒电动机,从电气方面来分析没有发现问题。检查电动机轴与丝筒的连接,发现电动机轴与丝筒不同步转动,有打滑现象。将丝筒与电动机轴的锥度连接部分拆开,发现内部的10个自动调节弹簧全部未装,用合适的弹簧配上后,起动丝筒电动机,运转正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。