



【例6-4】 脉冲电源输出故障的处理。
故障现象:脉冲电源输出故障。
故障检查与分析:该机床系苏州三光机电有限公司生产的三光牌系列产品之一的线切割机床。配置FANUC6M控制系统。
脉冲电源电路如图6-2所示,它是由多谐振荡器产生相应的脉冲宽度和间隔,经过晶体管V,倒相放大。当控制机发出开脉冲电源信号时,继电器即吸合,使脉冲波形信号通过射极输出器V2传送至功放电路,经放大后供机床放电加工。S1是调试开关,在控制机无脉冲信号时,可按下S1强制输出脉冲电源。当运丝电动机换向时,继电器K1吸合,使晶体管V3导通而关掉脉冲电源信号。
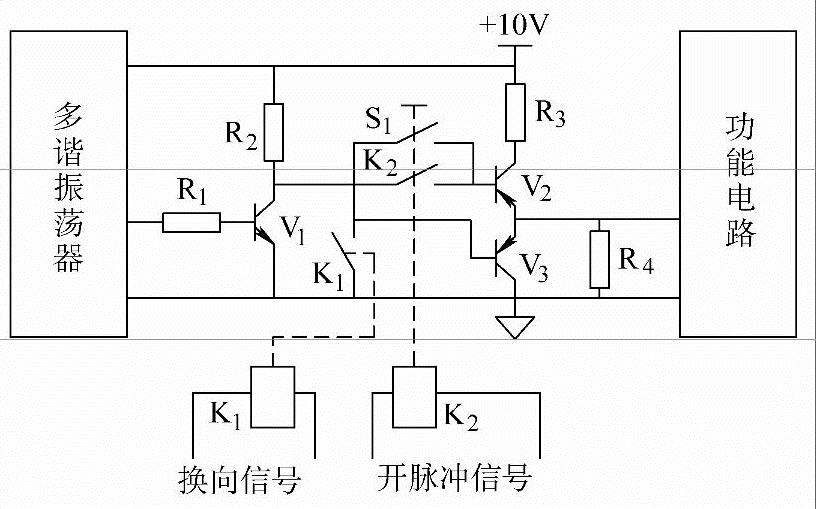
图6-2 脉冲电源电路
脉冲电源输出的常见故障处理有以下几类:
1)输出电流过大,一般是因为功放管V5被击穿。正常脉冲电源的短路电流为每一功放管0.6~0.8A,如果被击穿则短路电流大于3A。造成V5击穿的原因多数是V6失效。
2)打开控制机上的脉冲电源开关,并且按切割键以后,脉冲电源无输出,这多由V1的集电极与V2的基极未接通引起。此时可测量继电器K2线圈两端是否有6V电压,有6V电压,说明是继电器损坏;如果无6V电压,则说明控制机未发出开脉冲的信号,应检查控制机的接口电路。因为该电路与前面[例6-2]所述的步进伺服驱动工作原理图(见图6-1)中的接口部分类似,所以这里不再赘述。
3)运丝电动机换向时不切断脉冲电源输出,这种现象一般是由于继电器K1发生故障引起的,这时应更换继电器。
【例6-5】 放电异常、短路烧丝故障。
故障现象:机床切割时发出“叭叭”的放电异常声,有短路烧丝现象,无报警。
故障检查与分析:该机床是苏州电加工研究所生产的数控线切割加工机床,配置FANUC6M控制系统。根据现象首先排除主控板及X、Y、U、V各轴控制电路部分,把故障隔离定位在高频脉冲加工电源及其控制部分。脉冲电源框图如图6-3所示。
加工不稳定、烧丝,主要是由于直流电源串入加工电源中引起短路所致。从上述现象分析,该故障可能是功放管C、E极间开通没有振荡,使200V直流电压串至加工侧所致。C、E极间成通路有两种可能:一是C、E间击穿;二是基极信号错误使C、E饱和导通所致。测量各功放管,没有C、E击穿现象,因此对基极信号进行测量,其信号不是脉冲振荡信号,而是幅度为7V的直流信号。因为功放及前级放大有四组,每组的基极信号均不正常,因此可以初步判断是四组功放电路共用的振荡电路有问题。经用示波器观察OSL振荡波形发现,该波形不是脉冲振荡波形,这样故障就局限在振荡板上。仔细检查该块印制电路板,查出一电容击穿,更换后开机,196V电压不出现,但加工仍不平稳。观察加工波形,发现有的锯齿脉冲有断续毛刺,如图6-4a所示,正常时应为图6-4b所示波形。在断续点机床还在进给但是无加工电流,等到下一个脉冲时,钼丝与工件短路,因而使加工不稳。检查整流输出波形如图6-4c所示,有断点。调节移相电位器使波形如图6-4d所示,再开机进行加工,各部分恢复正常,加工电流平稳所示出现平稳连续加工声,机床故障排除。(https://www.xing528.com)
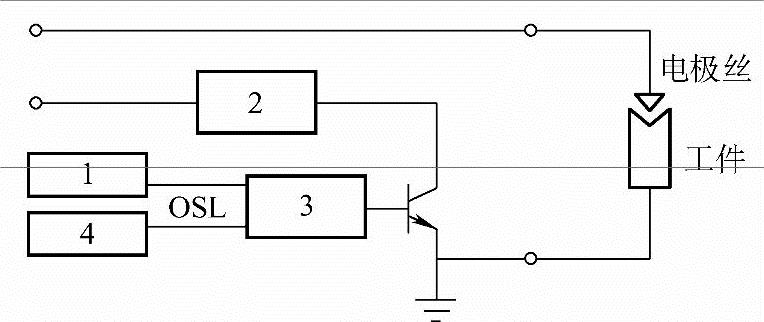
图6-3 脉冲电源框图
1—加工控制 2—电阻箱 3—前级驱动放大 4—振荡源
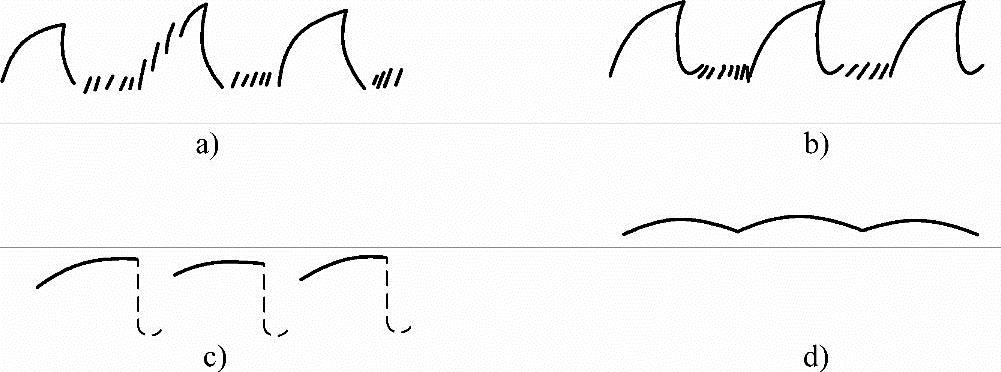
图6-4 振荡电路波形图
a)锯齿波有断续毛刺 b)正常锯齿波 c)整流波形有断点 d)正常整流波形
【例6-6】 高频脉冲电源工作不正常故障。
故障现象:高频脉冲电源工作不正常,在加工走丝过程中,切削火花时大时小,短路时既不回退也不停机,造成断丝,其系统框图如图6-5所示。

图6-5 系统框图
故障检查与分析:该机床系DK7732数控钼丝切割机床。配置FANUC6M控制系统。切削火花时大时小,疑是脉冲电源工作不正常,检查发现电压指示正常,切削电流指示不正常,短路时,短路处仍有火花产生,且间隙电压也不为零,检查脉冲电源各部分的波形及电位也都正常,可确定脉冲电源输出正常。
短路时不回退、不停机是计算机控制回路不正常,检查时发现,调节变频电位器有时正常,疑是电位器内部接触不良,更换一个电位器后故障现象依旧,继续再查高频电源输出部分以及计算机信号馈给部分,发现线架上导电块已严重磨损,钼丝与之接触不良。将导电块修磨后,重新调整机床,机床恢复正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。