



【例5-93】 数控内圆磨床,出现报警“X axis excess following error”(X轴超出跟随误差错误)
数控系统:美国BRYANT公司TEACHABLE III系统。
故障现象:机床在移动X轴时,出现报警,指示X轴位移超出规定的跟随误差,观察X轴,根本就没有动。
故障检查与分析:因为Z轴正常移动,没有问题,说明NC系统没有问题。测量伺服系统上的指令信号,当X轴运动按钮按下时,也有电压指令信号输入,说明问题出在伺服系统上。因为确定运动没有问题,问题可能出在X轴放大器或者X轴伺服电动机上。首先采用互换法,将X轴的伺服放大器与Z轴的对换,问题转移到Z轴上,说明原X轴伺服放大器损坏。
故障处理:更换伺服放大器模块,机床故障被排除。
【例5-94】 有一台德国SHIESS KOPP公司的FSK32.3凸轮磨床出现V轴失控,定位不准故障。
根据以往的经验,该类故障是由于机床在加工中砂轮高速旋转,使切削液成雾状,进入Heidenhain光栅尺内,使光栅污染,形成盲点造成的。经过对光栅动尺和静尺进行清洗,故障一般可排除。但此次清洗后故障不能排除,故怀疑是光栅尺或脉冲整形电路的问题。
如图5-108所示,由光栅尺来的正弦信号经过EXE脉冲整形放大电路后,形成方波,经J3送入NC控制系统。机床运行时,在J3插件处测其输出的方波,发现有一路输出电压偏低,说明故障在前。再测J1处输入的正弦信号I1和I2,发现I2输出有时很杂乱。检查光栅J1的连线正常,初步判断是光栅尺有问题。对测量结果进行分析发现,I2信号不正常,经测量光电池两端的电压,有一组只有1V左右。更换电池,故障排除。(https://www.xing528.com)
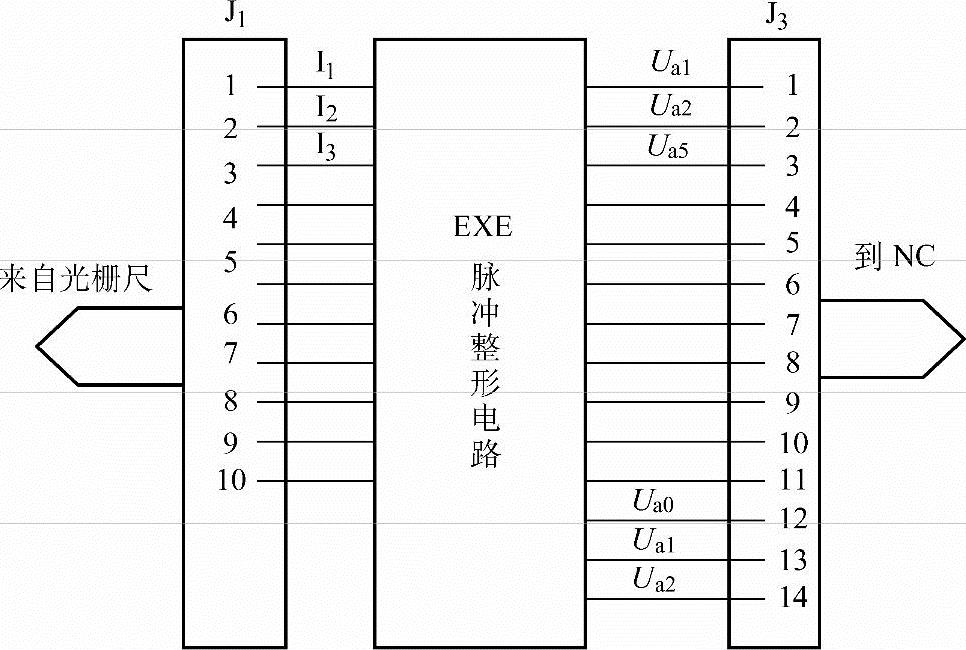
图5-108 光栅及控制部分的连接
【例5-95】 一台数控外圆磨床在起动机床伺服系统后,出现报警X-axis excess following error(X轴跟随误差超差)。
数控系统:美国BRYANT公司TEACHABLE Ⅲ系统。
故障现象:开机起动伺服系统后,X轴飞车,并出现上述报警。
故障检查与分析:这台机床的伺服系统采用直流伺服系统,因开机伺服电源准备好后X轴就飞车,说明与数控系统关系不大,可能是反馈部分有问题。检查伺服系统也确实没有发现问题,在测量伺服电动机的测速反馈时,发现测速发电机绕组对地短路,说明测速发电机损坏。
故障处理:伺服电动机的测速发电机维修后,机床恢复正常工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。