



【例5-51】 B401S750数控轴颈端面磨床磨头主轴自动时不能复位。
故障现象:磨头主轴自动时不能复位。
故障检查与分析:ZB401S750是德国绍特公司生产的高精度CNC轴颈端面磨床,采用西门子3M控制系统。从操作者处了解到,故障发生后,每次磨削完成后其主轴均不能自动复位,但用手动方式可以复位。
根据上述情况,可以判断主轴电动机无故障;伺服驱动无故障。从该机床电气原理图分析,当手动方式时,由控制面板上的按钮直接控制交流接触器,从而控制主轴电动机正、反转。而自动方式时,则通过NC进行控制。NC的输出信号控制磨头主轴控制器N01工作,再由磨头主轴控制器N01控制磨头主轴电动机运行(磨头主轴电动机控制原理如图5-55所示)。
进一步了解到,主轴加工完成后能自动后退,这说明NC信号已经发出。于是,将检查重点放在自动控制回路上。打开电气控制柜,检查自动控制回路,发现磨头主轴控制N1的电源输入端L01上一只快速熔断器熔断,从而导致磨头主轴控制器N01无输入电压,因此造成该故障。
故障处理:更换一只新熔断器后,故障排除。
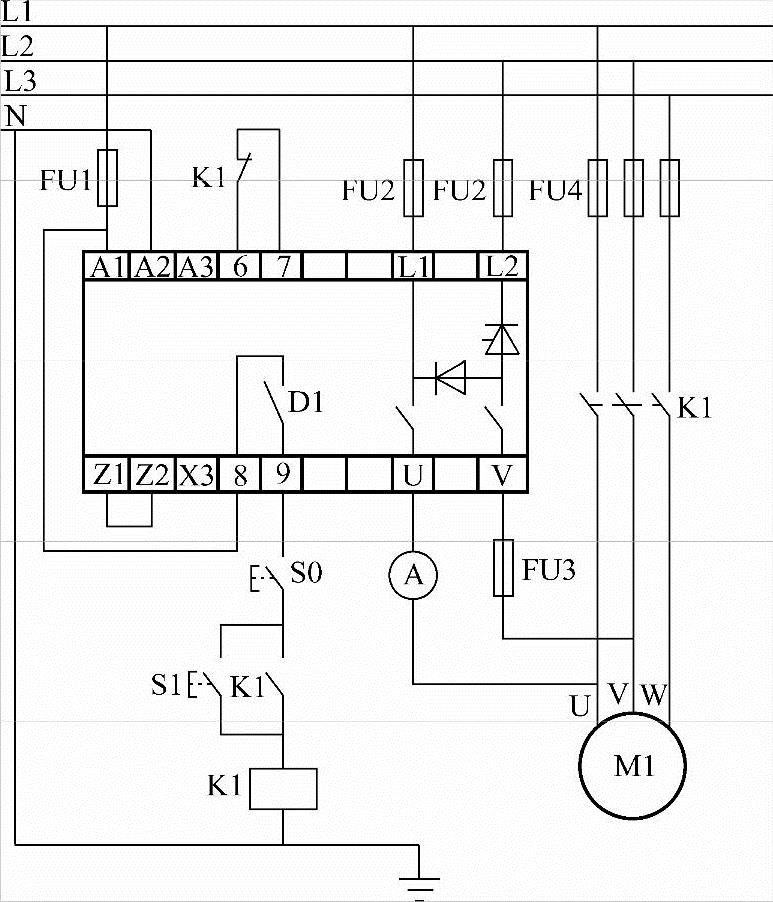
图5-55 磨头主轴电动机控制原理图
【例5-52】 B401S750数控轴颈端面磨床主轴电动机不能起动。
故障现象:合上电源后,按机床起动按钮主轴电动机不能起动。
故障检查与分析:B401S750是德国绍特公司生产的高精度CNC轴颈端面磨床,采用西门子3M控制系统,磨头主轴电动机采用西门子直流驱动装置,逻辑控制系统采用西门子S5可编程控制器。打开电控柜检查,发现电控柜内空气开关跳闸,将空气开关合上后,机床仍不能起动。检查机床起动按钮8-S10,从电气原理图上可以看出,该按钮和中间继电器K105、K106、K107、K108、K114、KA13的逻辑关系为“与”状态。检查上述电器,发现K106未吸合,这说明K106线圈回路存在故障。检查K106线圈回路,该回路又与开关Q11、Q20、Q22、Q30、Q40、Q41、Q80、Q90、Q12以及热保护继电器F01组成“与”逻辑关系。再检查上述电器,发现F01没有吸合。西门子3UN8热保护继电器(F01)电原理图如图5-56所示。
检查F01,当电源开关合上后,A1、A2两端即有220V、50Hz交流电压存在,在整流桥输出端得到DC24V直流电压。在正常工作情况下,由于输出端P1、P2接磨头主轴电动机绕组中的热敏电阻阻值较大,故使晶体管VT1截止,晶体管VT2导通,于是继电器J吸合。而检查情况是晶体管VT1导通,晶体管VT2截止,故继电器J未吸合,热保护继电器F01的常开触点13号、14号未导通,因此交流接触器K106不能吸合。用万用表R×1档检查磨头主轴电动机中的热敏电阻没有阻值,说明热敏电阻已经损坏。
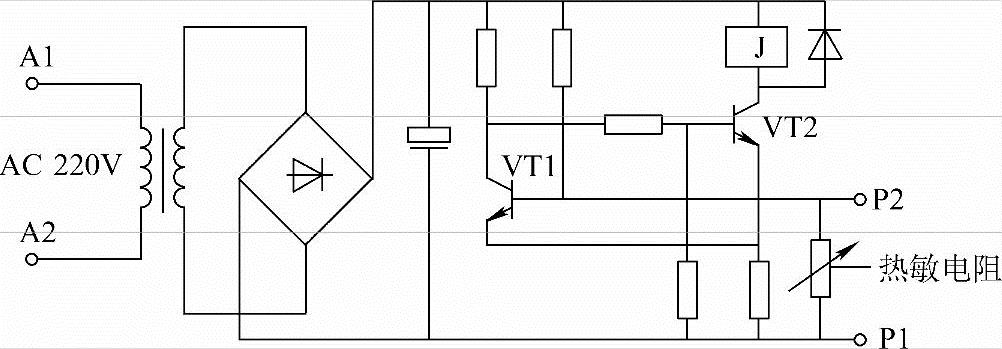
图5-56 西门子3UN8热保护继电器电原理图
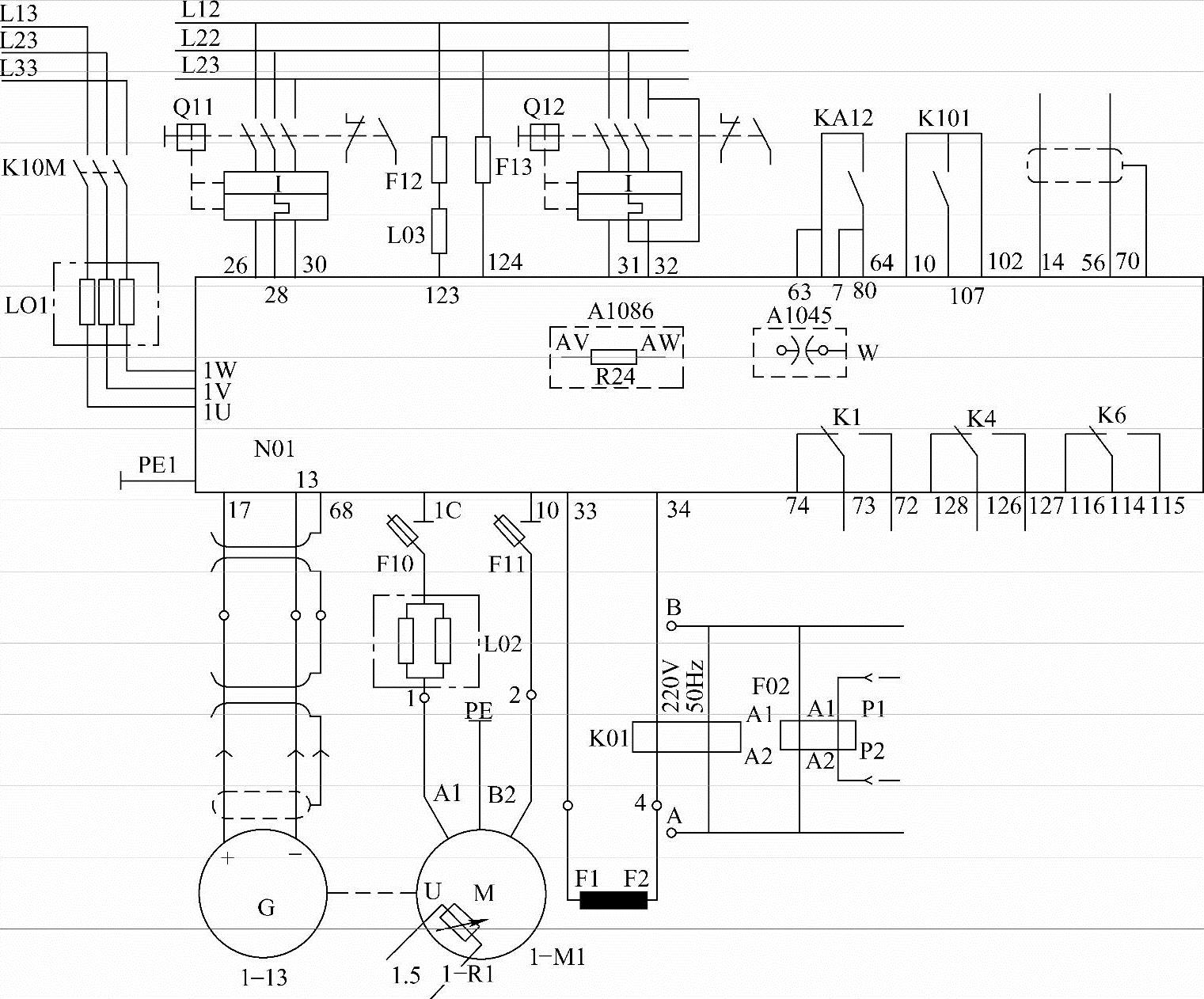
图5-57 直流电动机控制原理图
故障处理:为了达到既保证机床能正常工作,又保护磨头主轴电动机的目的,将一新热敏电阻嵌入电动机内,将其引线接至F01的P1、P2端,开机故障排除。
【例5-53】 B401S750数控轴颈端面磨床磨头主轴电动机不动,计数器不计数报警故障。
故障现象:磨头主轴电动机不动,计算器不计数报警。
故障检查与分析:B401S750是德国绍特公司生产的高精度CNC轴颈端面磨床,采用西门子3M控制系统。该磨头主轴电动机为直流电动机,其控制系统为晶闸管直流调速系统。根据直流电动机的工作原理,检查其电枢电压正常(57V),检查励磁电压无电压值。检查其励磁电路,发现其输入电路中F12、F13熔断器烧毁。更换熔断器后,用数字万用表检查励磁电压,发现其电压值在220V与0V之间跳动,因此,怀疑是其整流电路出现故障。
从半可控整流电路原理知:励磁电压从主轴控制器N01中33号、34号接线端输出,经半可控整流电路整流后送入电动机励磁线圈。如图5-57所示,断开电动机励磁线圈,检查晶闸管正常,二极管正常,其整流输出电压DC310V也正常。因此,说明其整流电路无故障。进一步检查发现,热继电器热保护触点FR跳开。
故障处理:将其复位后,检查输出到励磁线圈的接线端上电压也正常。将励磁线圈接上后,故障排除。
【例5-54】 磨头主轴电动机不运转故障。
故障现象:磨头主轴电动机不运转。
故障检查与分析:该机床为德国绍特公司生产的高精度轴颈端面磨床,数控系统采用西门子3M系统。其主轴砂轮电动机为直流电动机,从电动机铭牌上看,电动机励磁电压为DC310V,电枢电压DC56V。检查上述两电压均不存在,说明是电源电压发生故障。检查电源电路,F12、F13熔断器烧毁。励磁电路为半可控全波整流电路,检查晶闸管烧毁。更换晶闸管后,励磁电压正常,电枢仍无电压。检查电枢电路,三相可控整流电路正常,但无触发电压,即可控触发电路有故障。
故障处理:采用替换法,更换一新触发印制电路板后,电枢电压恢复正常,故障排除。
【例5-55】 一台数控外圆磨床出现报7006 Failure:Motor controller(电动机控制器故障)。
数控系统:西门子805系统。
故障现象:这台机床起动砂轮主轴时,砂轮主轴开始转速很低,然后停转并出现7006报警,指示电动机控制器有问题。
故障检查与分析:这台机床的砂轮主轴采用西门子611A交流模拟主轴驱动装置控制,砂轮主轴采用普通三相异步电动机。在出现7006报警时,检查主轴控制器,驱动器的液晶显示器上有F13报警,查阅西门子611A手册,F13报警为场控制器达到极限,原因如下:
1)电动机数据或控制器数据有问题。
2)电动机设定数据与实际线路Y/△不符。
3)电动机或控制器的数据完全错误。
检查611A的主轴系统设定数据没有发现问题,因为这个故障是更换主轴电动机之后出现的,所以怀疑电动机接法可能有问题。对电动机进行检查,电动机是三角形接法,而换下的电动机为星形接法,原来是电动机接法有问题。
故障处理:将电动机改成星形接法后,机床报警消除恢复正常工作。
【例5-56】 一台数控外圆磨床砂轮主轴起动不了,出现报警7021 Grinding wheel speed(砂轮转速)。
数控系统:西门子805系统。
故障现象:这台机床在起动砂轮主轴时,出现7021报警,指示砂轮速度不正常,主轴停转。
故障检查与分析:因为报警指示砂轮主轴速度不正常,因此在起动砂轮主轴时,对砂轮主轴进行观察发现,速度确实很慢。分析机床的工作原理,砂轮主轴是通过西门子伺服模块6SN1123-1AA00(611A交流模拟伺服主轴驱动装置)控制的,而速度给定是通过三个变阻器调节的。变阻器R1和R3是调整基本转速的,滑动变阻器R2是随动变阻器,这个变阻器的滑动触点随金刚石滚轮修整器的位置变化而变化,从而用模拟的办法,保证砂轮主轴直径变小后,转速给定电压提高,砂轮主轴转速加快,使砂轮主轴的线速度保持不变。
磨轮电动机控制原理图如图5-58所示,测量主轴伺服模块的模拟给定输入56号和14号端子间的电压,发现只有2.6V左右,因为给定电压低,所以砂轮主轴转速低。
根据原理分析,R2在磨床内部,其滑动触头跟随砂轮直径的大小变化,因为机床内工作环境恶劣,容易损坏,并且测量R1和R3没有问题,电源电压也正常。为此将R2拆下检查发现,电缆插头里有许多磨削液,说明R2变阻器有问题。
故障处理:将变阻器拆开清洁后,测量其阻值变化正常,重新安装,机床故障消除。
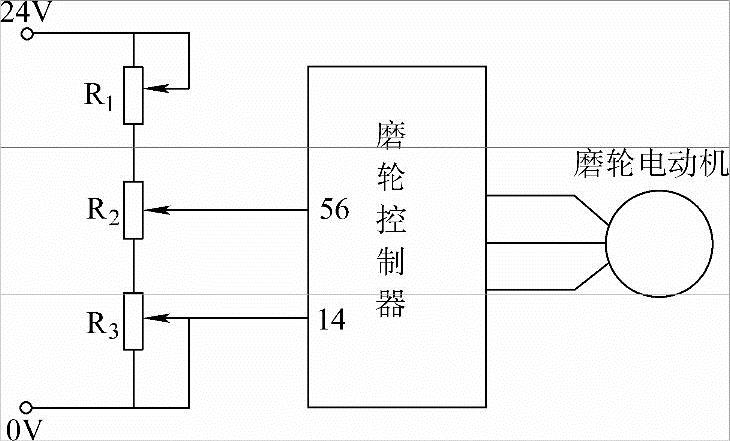
图5-58 磨轮电动机控制原理图
【例5-57】 一台数控沟道磨床起动砂轮主轴时出现2000 Emergency Stop(急停)。
数控系统:西门子810G系统。
故障现象:这台机床一起动主轴砂轮就出现2000急停报警。
故障检查与分析:这台机床的主轴控制系统采用西门子611A交流模拟主轴伺服驱动装置。因为一起动主轴就出现急停报警,首先对伺服驱动模块进行检查,没有发现问题,更换新的模块也没有解决问题。
检查砂轮主轴电动机也没有发现问题。利用其他电动机直接连接到驱动模块上测试,正常起动不出现报警。因此怀疑电缆连接可能有问题,对砂轮主轴的电源电缆进行检查,没有发现问题。
最后发现砂轮主轴电动机的电缆插头上一相电源插头与热敏电阻的连接插头绝缘击穿,导致一起动砂轮主轴,交流电就连接到PLC的温度检测输入端,数控系统及时采取保护措施,停机并出现急停报警。
故障处理:更换砂轮主轴电动机电缆连接插头,开机测试,这时机床恢复正常工作。
【例5-58】 一台数控内圆磨床出现报警6019 Spindle inverter not healthy(主轴变频器有问题)。(https://www.xing528.com)
数控系统:西门子810G系统。
故障现象:这台磨床起动砂轮主轴时出现6019报警,指示主轴变频器有问题,主轴还没有达到工作转速就停转。
故障检查与分析:根据机床的工作原理,这台机床的砂轮主轴是电主轴,转速可达20000转左右,由UNIDIVE变频器控制。在出现故障时检查变频器发现,变频器上有OI.AC报警,查阅手册,这个报警指示变频器过电流,在起动主轴时查看变频器的实际电流显示发现,超过变频器的设定值,用电流卡表监视变频器的输出电流也确实偏高,检查砂轮主轴电动机没有发现问题,更换主轴电动机也没有解决问题,在检查变频器到主轴电动机的电源电缆的绝缘时发现,电缆绝缘不好,对电源电缆进行检查发现,电源插头有些碳化,导致绝缘不好。
故障处理:更换电源插头后,机床恢复正常工作。
【例5-59】 一台数控内圆磨床工件主轴不转。
数控系统:西门子810G系统。
故障现象:这台机床起动工件主轴后,工件主轴不转,并且没有报警。
故障检查与分析:根据工件主轴电动机控制工作原理(见图5-59),该机床的工件主轴是由三相交流电动机M5带动的,电动机的通断电是靠接触器7MC5控制的,而PLC输出Q7.5控制接触器7MC5的通断。
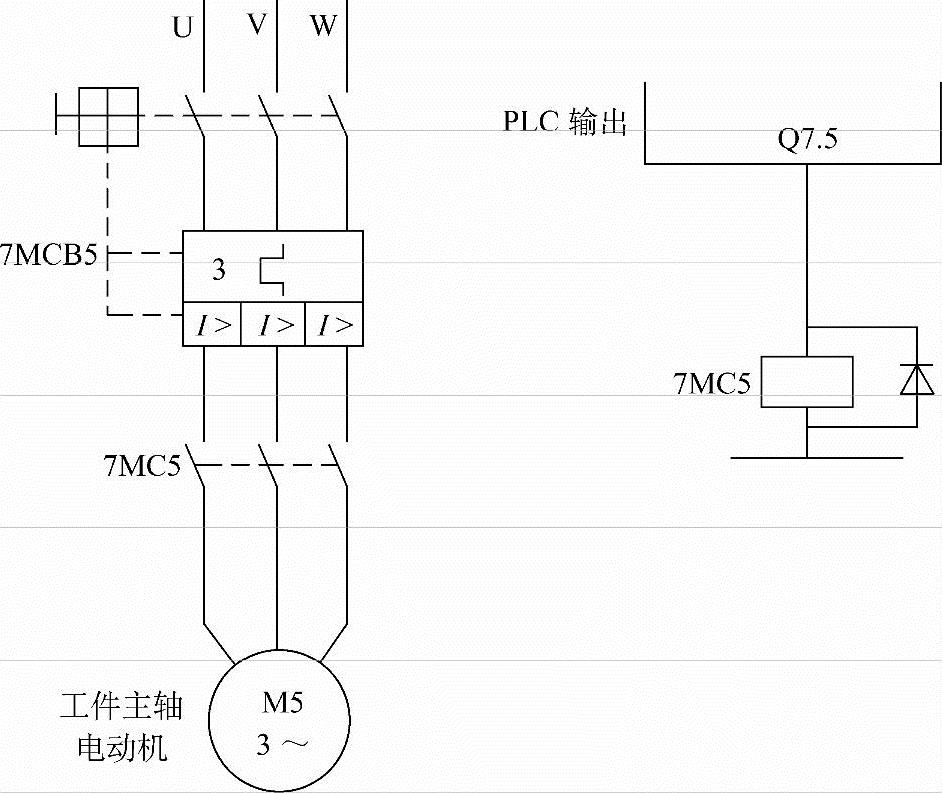
图5-59 工件主轴电动机控制原理
为此,首先检查PLC的输出Q7.5是否正常,按下工件主轴起动键,这时利用系统的DIAGNOSIS(诊断)功能在线观察PLC输出Q7.5的状态,其状态变为“1”,说明PLC输出正常。然后观察接触器7MC5也吸合了,检查电动机上电压也正常,但电动机还是不转。检查电动机发现绕组已烧断。
故障处理:修理工件主轴电动机后,机床恢复正常工作。
【例5-60】 一台数控外圆磨床砂轮主轴振动大。
数控系统:西门子810G系统。
故障现象:这台机床一次在磨削加工时出现故障,砂轮主轴振动较大,磨削完的工件表面质量不好。
故障检查与分析:观察工件的磨削过程发现,砂轮的动平衡器出现报警,平衡器不能使砂轮主轴达到平衡,并且在起动砂轮主轴后机床振动也较大,所以磨削完的工件表面质量不好。首先对砂轮主轴系统进行检查,发现砂轮主轴的串动较大,可能是主轴机械部分出现问题,将主轴拆开进行检查,发现主轴轴承磨损较大。
故障处理:更换主轴轴承后,机床恢复正常工作。
【例5-61】 一台数控外圆磨床出现报警700024 WORKHEAD SPINDLE STILL(工作头主轴静止)。
数控系统:西门子840D系统。
故障现象:这台机床在自动加工起动工件主轴时,出现700024报警,自动加工不能进行。
故障检查与分析:出现故障时检查工件主轴,发现主轴已经旋转并且速度正常没有问题。所以,肯定是报警回路出现问题。
根据机床工作原理,工件主轴的旋转状态是接近开关39SQ0检测的,该开关接入速度检测转换器39B0,39B0将转换后的信号连接到PLC的输入I39.0,如图5-60所示。
手动操作工件主轴旋转和停止,正常没有问题。手动起动工件主轴旋转,之后通过系统Diagnosis功能检查PLC输入I39.0的状态为0,说明确实是速度检测环节出现了问题。
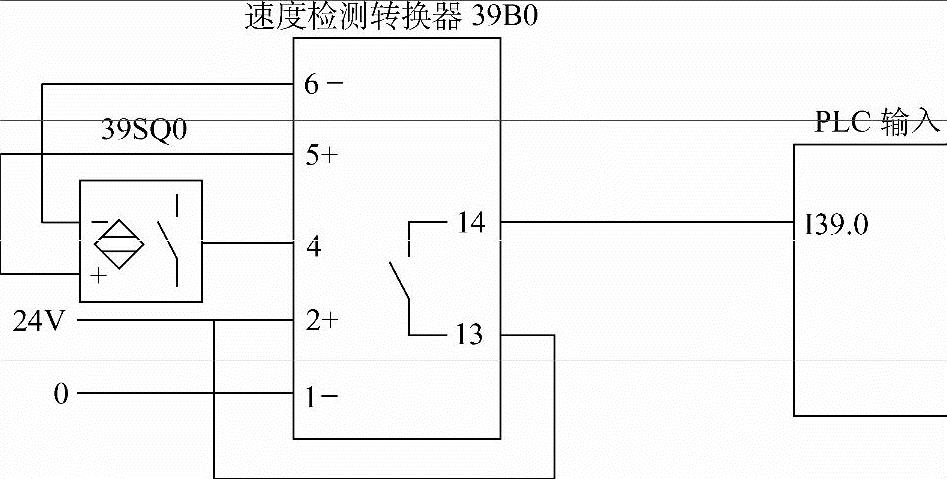
图5-60 工件主轴速度检测回路电路图
检查接近开关39SQ0正常没有问题,而检查速度检测转换器39B0输出端子14没有输出,说明39B0有问题。
故障处理:将速度检测转换器39B0拆开进行检查,发现其上的继电器损坏,更换继电器后,机床恢复正常工作。
【例5-62】 一台数控内圆磨床起动主轴时出现报警700024 WORKHEAD SPINDLE STILL FROM IFM-141 SQ2(IFM-141 SQ2检测工件主轴是静止的)。
数控系统:西门子840D系统。
故障现象:观察故障现象,机床在执行加工程序起动工件主轴时出现700024报警,主轴没有起动起来。观察工件主轴,起动旋转时,刚一转就停止了,手动起动主轴也出现报警。
故障检查与分析:在出现故障时进行检查,还有报警700022 AXIS DETACH、2162Chan-nell axis sl/spl VDI-signal“drive enable reset”和300600 Axis SPl drive fault。因为报警700024指示传感器IFM-141SQ2检测主轴停止,为了确认是否是传感器失灵引起主轴停转,对传感器IFM-141 SQ2进行检查,正常没有问题。
检查工件主轴也没有发现问题,通过机床数据MD1719观察主轴起动时实际电流的变化,当电流超过4.8A后,就出现报警。检查机床数据MD1122,设定的电流最大值为4.8A,因为主轴起动时电流已超出极限,所以出现300600和2162报警,使主轴停转,从而产生700024和7000122报警。
故障处理:因为驱动模块的功率还允许,并且检查主轴机械机构没有发现明显问题,所以将电流极限机床数据MD1122从4.8改为6.8后,主轴起动正常,加工正常进行。但过几天又出现报警,检查电流实际电流值MD1719在起动主轴时超过了6.8A,对主轴机械机构进行调整后,使主轴起动电流低于5A,这时机床工作正常,再也没有出现这个故障。
【例5-63】 一台数控球道磨床起动砂轮主轴时出现报警6023 EL.Spindle temperature NOH(电主轴温度不正常)。
数控系统:西门子810M系统。
故障现象:在机床起动后,就出现6023报警,指示砂轮主轴超温,无法起动。
故障检查与分析:因为系统报警为砂轮主轴超温报警,检查电主轴,并不热,说明是温度检测环节有问题。
根据西门子810M系统的报警机理,6023报警是因为PLC标志位F102.7被置位引起的,关于F102.7的梯形图如图5-61所示,由于728的状态为“1”和I11.0的状态为“0”,使标志位F102.7被置“1”。

图5-61 F102.7的梯形图
根据机床工作原理,T28的状态为“1”是正常的,PLC输入I11.0连接的是主轴电动机内的热敏电阻(见图5-62),测量电动机的热敏电阻阻值正常没有问题,测量电动机上的热敏电阻端子上的电压,两个连接端子都没有24V电压,说明电没有通入热敏端子,根据图样进行检查,发现端子23松动,使24V电源断开。
故障处理:将23号端子的螺钉紧固后,机床报警消除,恢复了正常工作。
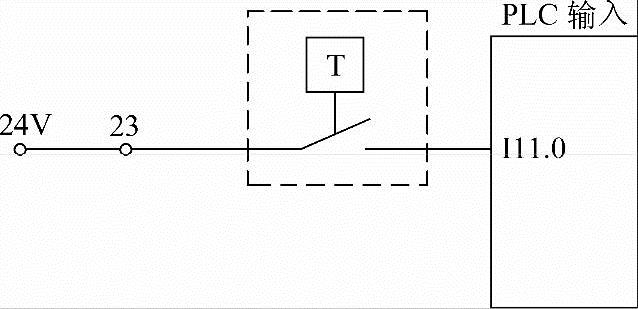
图5-62 PLC输入I11.0的连接图
【例5-64】 一台数控沟槽磨床出现报警6019 Spindle inverter not healthy(主轴变频器有问题)。
数控系统:西门子810G系统。
故障现象:这台磨床在起动主轴时出现6019报警,主轴起动不了。
故障检查与分析:这台机床的主轴控制采用UNIDRIVE的变频器,在出现故障时,变频器上显示信息th,查阅变频器手册,th报警指示电动机超温。这台机床有两个砂轮主轴,这两个电主轴使用一台变频器控制。检查两个电主轴都没有超温,对连接线路进行检查,热敏电阻的连接如图5-63所示,在变频器端子测量,端子2T2与1T1之间确实断路,指示超温,对每个电动机的热敏电阻进行测量都没有发现问题,检查连接线路时,发现2T1端子连接比较松。
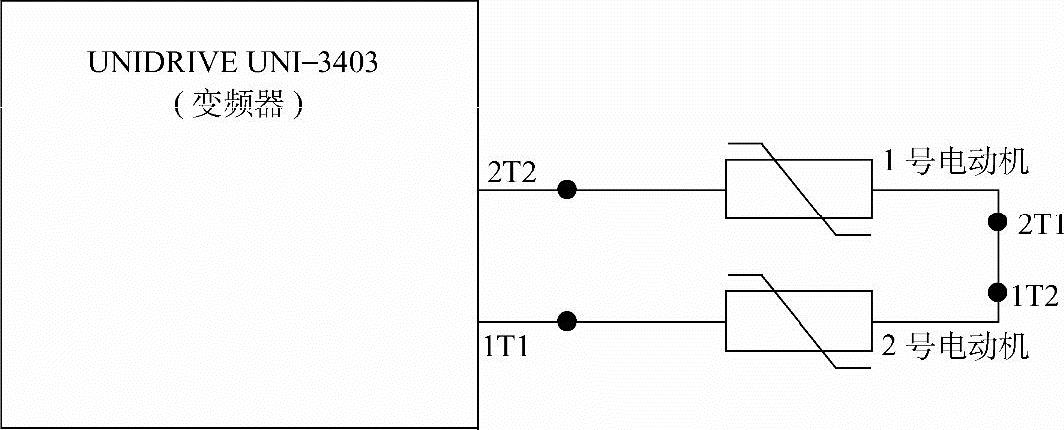
图5-63 热敏电阻的连接
故障处理:将2T1端子紧固后,机床故障消除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。