



【例5-42】 一台数控球道磨床出现报警1681 Servo enable trav.axis(轴向运动伺服使能)。
数控系统:西门子810M系统。
故障现象:这台机床在运行工件自动加工程序时,出现1681报警,指示Y轴伺服使能信号取消,在手动移动Y轴时并不产生报警。在自动加工时,Y轴机械手每次都是在向夹具位置旋转的途中出现报警,自动循环终止。
故障检查与分析:根据故障现象分析,因为手动运动Y轴没有报警,而自动运行程序时就出现Y轴报警,可能是Y轴运行的伺服条件没有满足。
有关Y轴伺服使能Q112.2的梯形图如图5-41所示。在运行加工程序时,监视梯形图的运行,发现Y轴的使能条件是由于F24.0的状态变为“1”而失效。根据系统的工作原理,F24.0是NC系统故障信号,它的状态为“1”,说明是因为NC系统报警使Y轴的伺服使能条件被破坏。检查NC系统还有报警2065 N20 Pos.behind SW overtravel(位置在软件开关后面),指示执行N20语句时会超软件限位。

图5-41 Y轴伺服使能Q112.2的梯形图
对加工程序进行检查,在出现故障时执行程序的N10语句,移动Y轴,下一个语句为
N20 G01 Z R370
让Z轴移动到R370指定的位置,为此对R参数R370进行检查,发现R370设置过大超出Z轴软件限位。在执行N10语句时,NC系统检测下一个语句N20,发现问题后,产生报警并使Y轴伺服使能条件被破坏,产生1681报警,指示Y轴运行停止。
故障处理:将参数R370按照规定的数值设置后,机床加工恢复正常运行。
【例5-43】 数控外圆磨床,出现报警6006“Servo not ready”(伺服没有准备)。
数控系统:西门子810G系统。
故障现象:这台机床采用西门子SIMODRIVE 611伺服系统,机床开机后起动伺服系统时,出现6006报警,指示伺服系统没有准备。

图5-42 6006的报警梯形图
故障检查与分析:检查伺服使能信号Q84.7,在按下伺服系统起动按键时,其状态变为1,说明数控系统部分没有问题。根据西门子810系统PLC的报警机理,6006报警是由于PLC标志位F100.6状态为1,根据图5-42所示的报警梯形图,检查F100.6的状态为1,是因为PLC输入I5.7状态为0,PLC输入I5.7连接见图5-43,连接到伺服系统的72号端子上。该机床的伺服系统采用西门子SIMODRIVE611系统,72号端子连接的是伺服系统准备好继电器的常开触点。其信号为0,说明伺服系统没有准备好。测量伺服系统的24V电源,在端子9、48之间没有电压,怀疑伺服电源模块损坏,但更换后并没有排除故障。当摘下伺服电源与放大器之间的连接电缆时,端子9、48之间电压恢复。因此,确定为伺服放大器损坏。
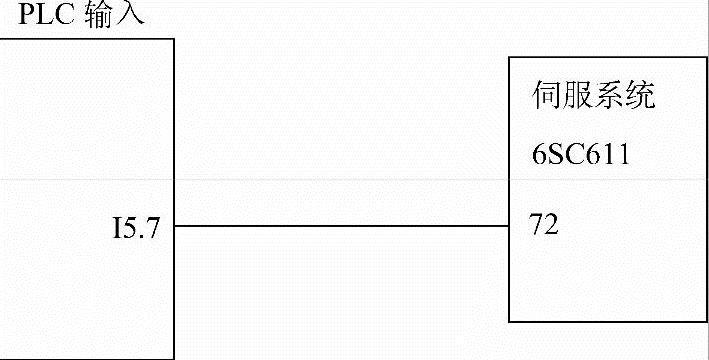
图5-43 PLC输入I5.7的连接图
故障处理:更换伺服放大器,机床故障排除。
【例5-44】 数控磨床,在X轴回参考点时不动。
数控系统:西门子3M系统。
故障现象:X轴回参考点时不动。
故障检查与分析:查看机床的报警信息,有X轴超负向限位的报警信息,将取消限位的开关(OVERRIDING ENDPOSITION)打开,手动让X轴向正向运动,但也不动。查看X轴的伺服使能Q69.2,发现其状态为0。根据如图5-44所示的关于X轴伺服使能的PLC梯形图进行检查,发现I52.5的状态为1,F92.4的状态为0,使使能条件不能满足,F92.4是出现故障后变为0的,这时无法改变其状态。而PLC输入I52.5连接的是一个上料开关,现打到“不用”位置。

图5-44 X轴伺服使能的PLC梯形图
故障处理:将这个开关打到“使用位置”后,伺服使能满足。首先将X轴走回,然后机床三轴回参考点正常运行。
【例5-45】 数控球道磨床,B轴不回参考点。
数控系统:西门子3M系统。
故障现象:在机床开机回参考点时,X轴和Y轴回参考点没有问题,B轴回参考点不动。

图5-45 B轴进给使能Q72.3的梯形图
故障检查与分析:手动试验,X轴和Y轴都可以正常运动,但B轴不动。认为可能是B轴使能没有加上。根据西门子3系统的工作原理,PLC输出Q72.3是B轴进给使能信号,检查这个信号为0,确实有问题。
B轴进给使能的梯形图在PB25的36段中,如图5-45所示。利用系统PLC功能检查PLC的状态,发现Q72.3的状态为0的原因是标志位F122.4的状态为0。F122.4的梯形图在PB25中的32段中,见图5-46。继续用PLC状态显示功能查看相应的梯形图中各元件的状态,发现标志位F105.6的状态为0是由于标志位F122.4的状态为0的缘故。
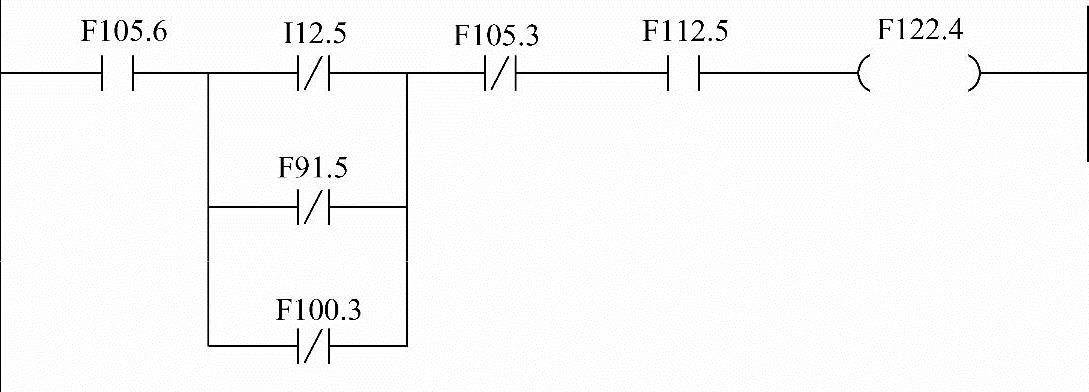
图5-46 标志位F122.4的梯形图
标志位F105.6的梯形图在PB25的28段中,见图5-47。利用系统PLC状态显示功能逐个检查梯形图中各个元件的状态,发现T8的状态为0是由于标志位F105.6的状态为0的缘故。
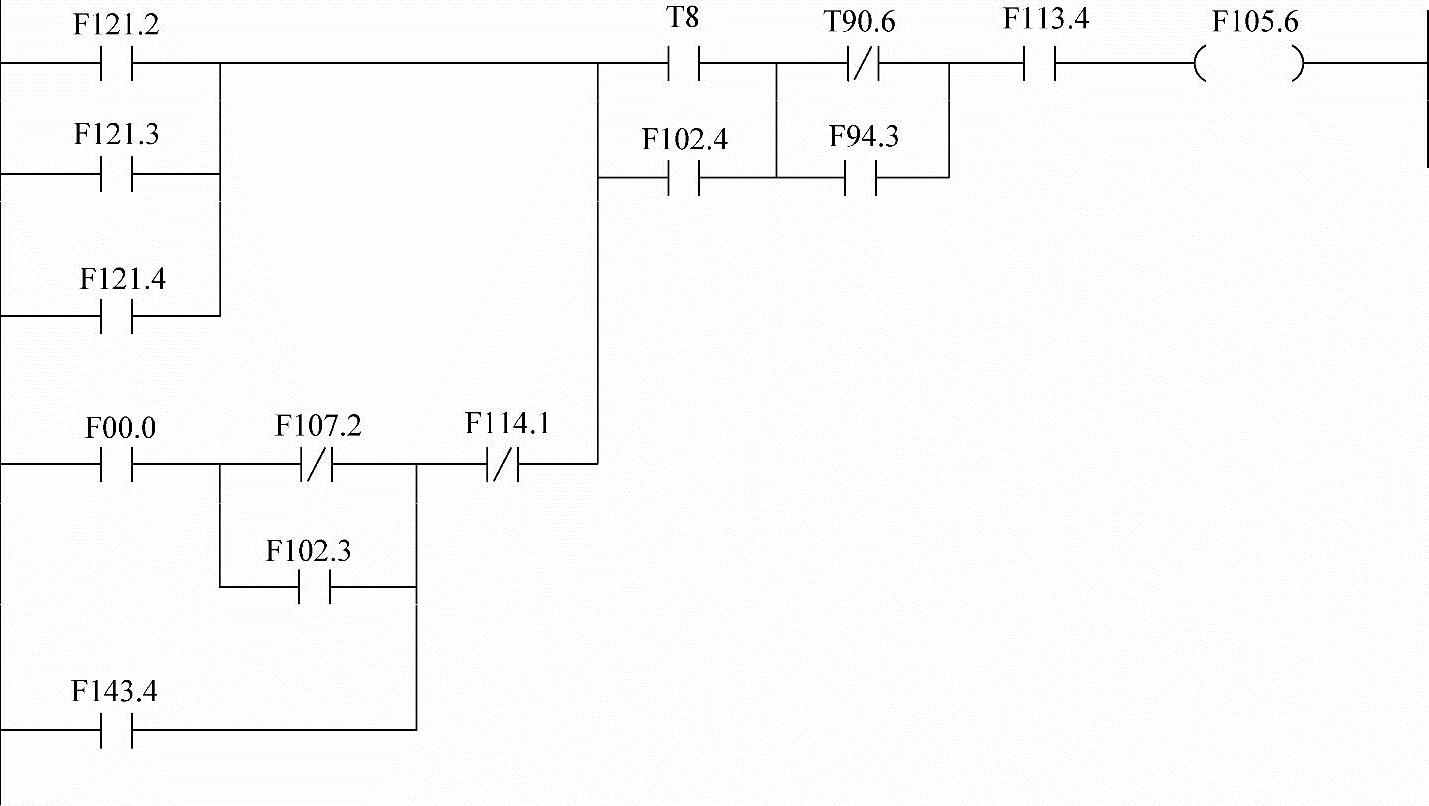
图5-47 标志位F105.6的梯形图
T8的梯形图在PB25的23段中,见图5-48。检查梯形图相应元件的状态,发现由于输入I3.6的状态为0,使定时器T8没有工作。
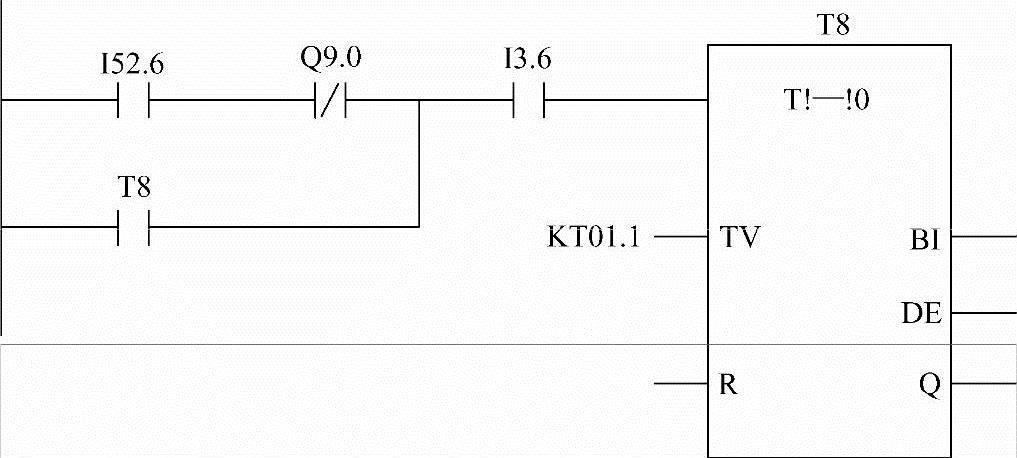
图5-48 定时器T8的梯形图
PLC输入I3.6连接的是继电器K36的常开触点信号,见图5-49。K36是受接近开关B36控制的,接近开关检测的是分度装置在位信号,它的状态为0,说明分度装置没有到位,但检查发现分度装置已经到位。经检查接近开关B36已经松动,不能正确反映分度装置的到位状况。
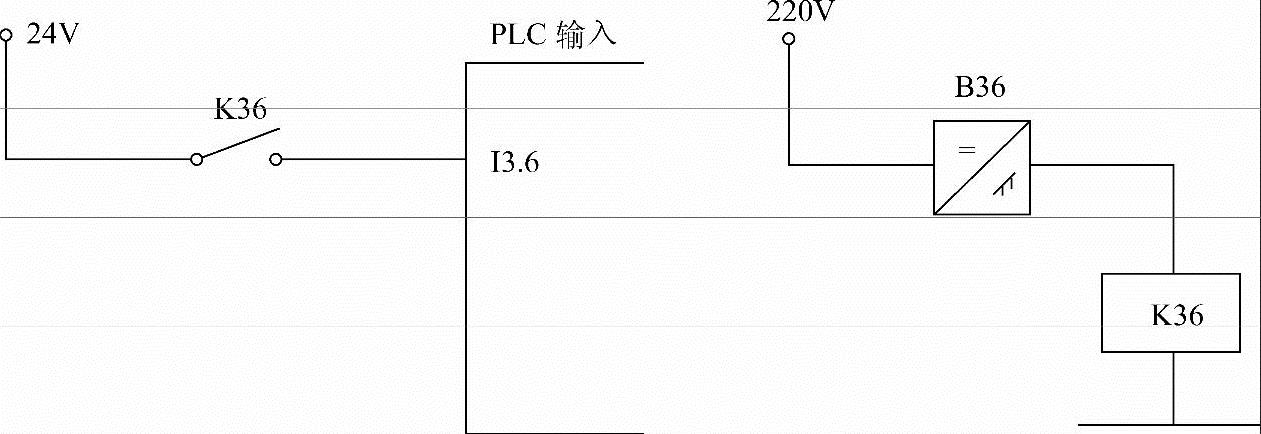
图5-49 PLC输入I3.6的连接图
故障处理:将B36接近开关位置调整好且紧固后,机床B轴正常回参考点,没有问题,机床故障被排除。
另外,如果零点开关与零点脉冲之间的距离没有调整好,也会出现回参考点故障或者参考点不准。
【例5-46】 一台数控外圆磨床X轴找不到参考点。
数控系统:西门子805系统。
故障现象:这台机床在开机返回参考点操作时,X轴找不到参考点。
故障检查与分析:这台机床在回参考点时,X轴必须先回参考点,然后其他轴再回。先观察返回参考点的操作过程,按下X轴返回参考点的按键时,X轴开始运动,压上零点开关后,反向运动,走了一段距离后,X轴就停止运动了,但X轴的坐标值不是通常的225,而是任意数值。之后按回Z轴参考点的按键时,出现报警7012 Xaxis not in basic position(X轴没有在原始点),Z轴不动,系统没有确认X轴已经找到参考点。(https://www.xing528.com)
用系统DIAGNOSIS功能检查零点开关12.1的状态,在压上时变为“1”,正常没有问题,而X轴压上零点开关后可以反向运动并且自动停止运动,说明位置编码器也没有什么问题。因此判断可能系统数据或者软件出现问题。
故障处理:因为怀疑机床数据有问题,所以准备清除现有数据,并重新装入原始数据。首先使系统进入初始化菜单,西门子805系统在主机控制板的左下角有一个16档设定开关,0位置是系统正常工作方式,2位置是初始化调整方式。
在机床断电的情况下将这个开关从0位置拨到2位置,系统通电进入初始化菜单,将机床数据清除掉,然后系统断电,将设定开关拨回0位,系统重新通电,进入正常工作页面。按功能转换键,找到DATA TRANSFER功能,按下面的软键,系统进入数据传输菜单,如图5-50所示。
首先设定传输口的参数,在这个菜单下面有一个PARAMETER(参数)功能,按下面的软键进入图5-51所示的通信口参数设定菜单。通过按下面的四个软键可以将DEVICETYPE(装置类型)设置为RTS-LINE,BAUD RATE(波特率)设置为9600,STOP BITS(停止位)设置为2,PARITY(奇偶校验)设置为EVEN(偶校验),其他不用更改。
然后在计算机一侧启动PCIN软件,设置通信参数如下:
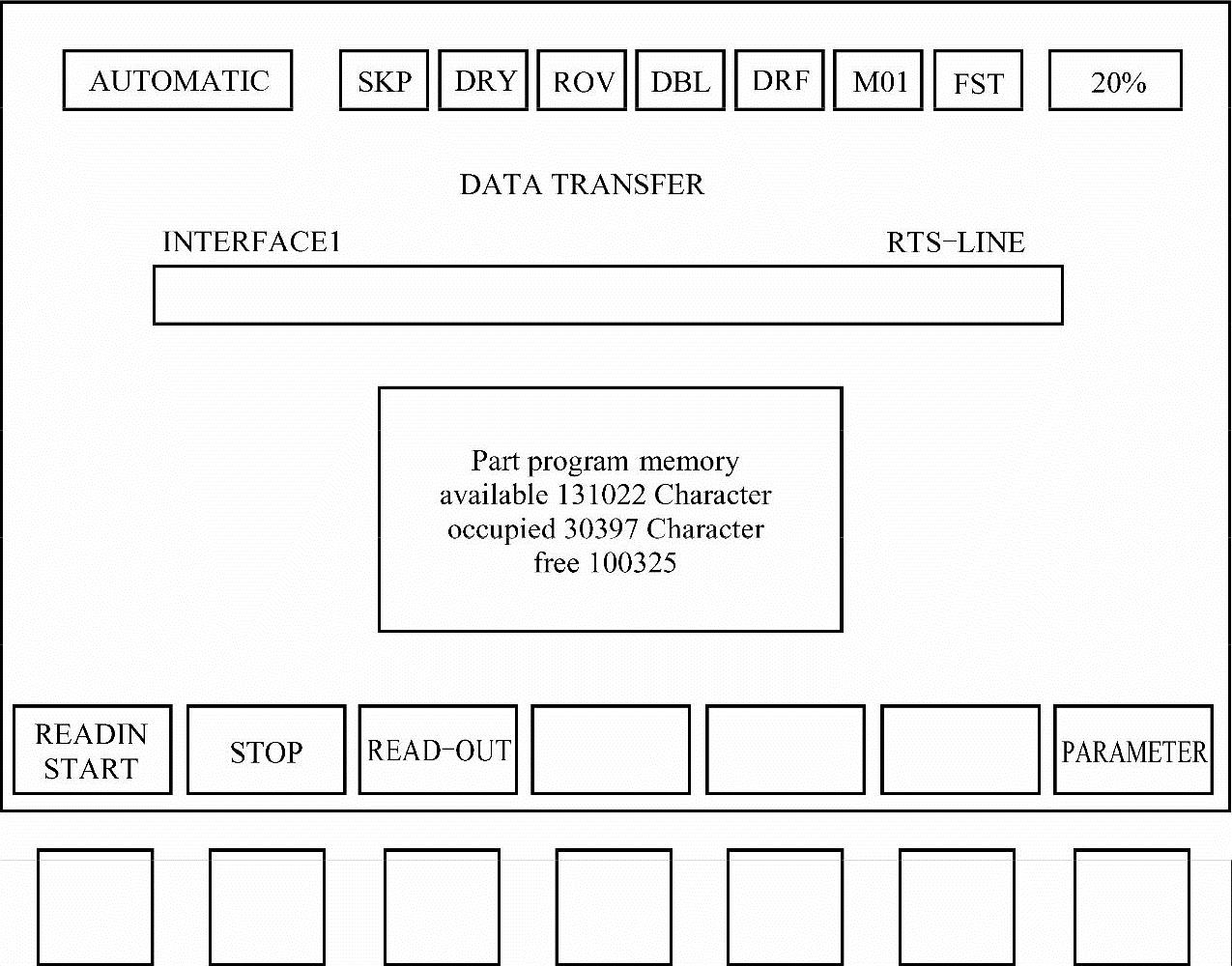
图5-50 西门子805系统数据传输菜单
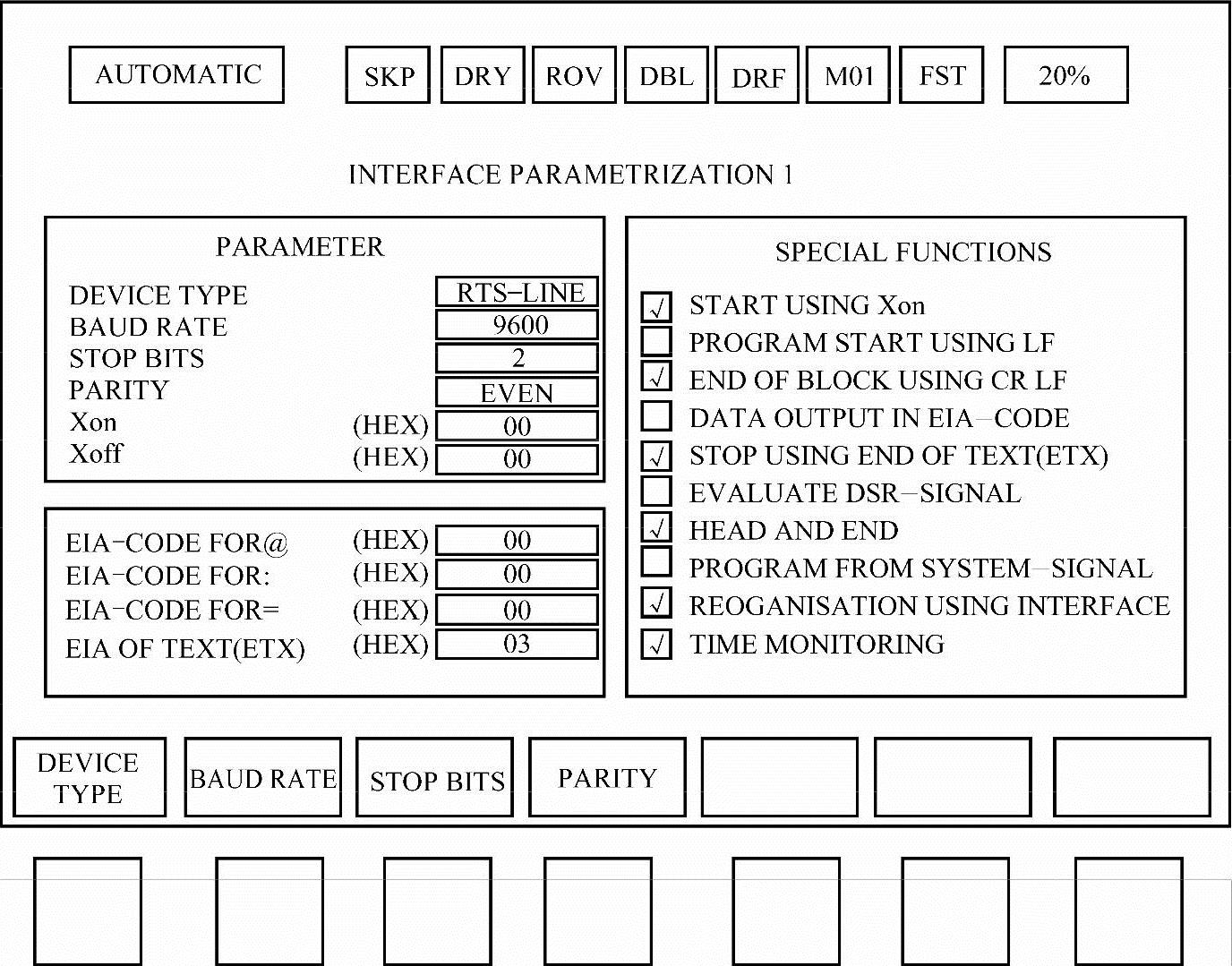
图5-51 西门子805系统通信口参数设定菜单
COM NUMBER1
BAUD RATE:9600(波特率)
PARITY:EVEN(奇偶校验:偶校验)
2:STOPBIT(停止位)
7:DATABIT(数据位)
BINFILE:OFF
选定机床数据文件,然后启动输出。
在西门子805系统侧,在图5-50所示菜单下,按READINSTART(输入开始)软键,系统就可以接收到计算机传来的机床数据。
机床数据传输结束之后,系统断电重新起动,机床X轴回参考点正常运行,机床故障被排除。
【例5-47】 一台数控外圆磨床出现报警7006Failure:Motorcontroller(电动机控制器故障)。
数控系统:西门子805系统。
故障现象:开机就出现7006报警,指示电动机控制器有故障。X轴和Z轴运行正常,只是砂轮主轴起动不了。
故障检查与分析:根据数控系统工作原理,7006报警是PLC报警,是PLC标志位F108.6为“1”引起的,根据报警梯形图检查,发现报警的原因是PLC输入I3.5的状态为“0”。
这台机床采用西门子SIMODRIVE 611A交流模拟伺服驱动装置,PLC输入I3.5的连接就是伺服系统的各种信号(见图5-52)。检查各触点的闭合情况,发现电源模块G0的准备好信号(72、73.1)没有闭合。因为X轴和Z轴运行正常,所以认为电源模块已经准备好,只是信号传递有问题。
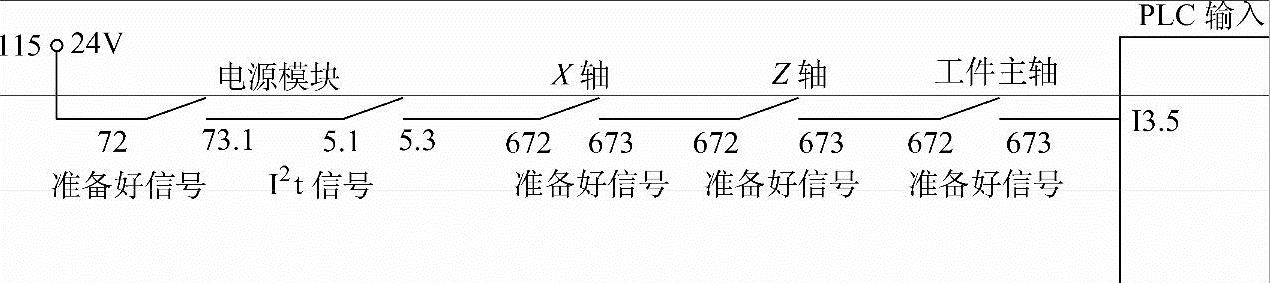
图5-52 PLC输入I3.5连接图
故障处理:将伺服系统的电源模块拆开进行检查,发现准备好继电器的触点烧蚀,更换后,机床恢复正常工作。
【例5-48】 一台数控磨床三个轴都不动。
数控系统:西门子805系统。
故障现象:开机X轴回参考点,出现报警“1040D/A converter limit has been reached X-axis(X轴D/A转换器已经达到极限)”和“1560 Speed command value too high X-axis(X轴速度命令值太高)”,实际上轴没有动。Y轴和Z轴运动时,也不动,分别出现1041、1561和1042、1562报警。
故障检查与分析:这台磨床总计有三个轴,这三个轴都不走说明可能是伺服系统的共性问题。这台机床的伺服系统采用西门子611A交流模拟伺服驱动装置,每个轴都采用独立的驱动模块。在为某轴下达运动命令时,在这个轴的伺服驱动模块上测量给定信号,发现伺服驱动部分已经得到运动指令,说明问题出在伺服系统上。
首先更换伺服电源,但没有解决问题。接着将这台机床的驱动模块上的控制板逐个更换到好的机床上,当将Z轴的伺服控制模块更换到好的机床上时,也出现了这个故障,而这台机床的Z轴使用了其他机床上的伺服控制模块后恢复正常工作,说明是Z轴的伺服控制模块出现了问题。
故障处理:Z轴更换新的伺服控制模块后,机床恢复了正常工作。
【例5-49】 一台数控外圆磨床出现报警6006Servonotready(伺服没有准备)。
数控系统:西门子810G系统。
故障现象:机床开机后起动伺服系统时,出现6006报警,指示伺服系统没有准备。
故障检查与分析:因为故障报警指示伺服系统没有准备,首先检查伺服使能信号Q84.7,在按下伺服系统起动按键时其状态变为“1”,说明数控系统部分没有问题。
根据西门子810G系统PLC的报警机理,6006报警是由于PLC标志位F100.6状态为“1”。根据图5-53所示的报警梯形图,F100.6的状态为“1”是因为PLC输入I5.7状态为“0”。PLC输入I5.7连接图如图5-54所示,它连接到伺服系统的72号端子上。

图5-53 关于6006报警的梯形图
该机床的伺服系统采用SIMODRIVE611A交流模拟伺服驱动装置,72号端子连接的是伺服系统准备好继电器的动合触点。其信号为“0”说明伺服系统没有准备好。
测量伺服系统的24V电源,在端子9、48之间没有电压,怀疑伺服电源模块损坏,但更换后并没有排除故障。当拆下连接伺服驱动模块的设备总线电缆时,端子9、48之间电压恢复。因此怀疑为伺服驱动部分有问题。
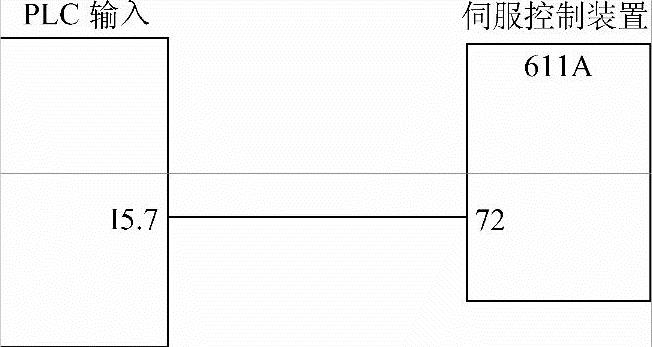
图5-54 PLC输入I5.7的连接图
这台机床X轴和Z轴使用一块双轴驱动模块,与其他机床互换驱动模块,故障转移到另一台机床上,这台机床恢复正常,说明故障原因是驱动模块出现问题。
故障处理:更换伺服驱动模块,机床恢复正常工作。
【例5-50】 一台数控外圆磨床X、Y轴不动。
数控系统:西门子805系统。
故障现象:这台机床在开机走参考点时,首先移动X轴,发现屏幕X轴的坐标数值一直变化,但实际X轴没有动,手动运动也是如此。Y轴与X轴的故障相同,Z轴可以回参考点,没有问题。
故障检查与分析:这台机床的伺服系统采用西门子611A交流模拟伺服控制装置,在按下X轴移动键时,检查伺服控制模块端子56和14之间的给定信号为0,说明伺服系统没有得到运动指令,所以伺服系统没有问题。检查机床操作面板,所有按键状态都没有问题。因此怀疑机床数据有问题。对机床数据进行核对,发现MD2000从100变为20,MD2001从200变为50,MD2003没有变,还是300。原来是伺服轴设定数据发生了变化。
故障处理:将机床数据MD2000改回100,MD2001改回200,关机后再开机,机床恢复正常工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。