



【例5-20】 一台数控外圆磨床出现报警2001 COOLANT PRESS MISSED(冷却压力丢失)。
数控系统:FANUC 0iTC系统。
故障现象:这台机床在自动加工时出现2001报警,加工程序中止。
故障检查与分析:因为报警指示冷却压力有问题,对机床磨削液系统进行检查,发现压力和流量都没有问题,检查关于2001报警的梯形图,如图5-11所示,发现PMC输入X9.1常闭触点没有断开,产生了2001报警,PMC输入X9.1连接的是检测冷却的压力开关,如图5-12所示,其状态为“0”,说明没有冷却压力达到信号,检查压力开关,发现已经损坏。
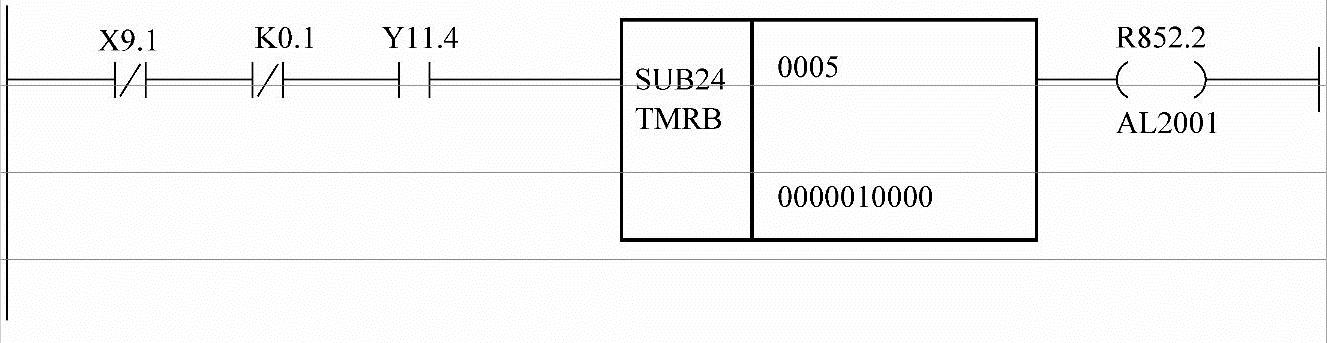
图5-11 关于2001报警的梯形图
故障处理:更换压力开关6PS,机床恢复正常工作。
【例5-21】 一台数控外圆磨床出现报警1010 LOAD ARM ERROR(装载臂故障)。
数控系统:FANUC 0iTC系统。
故障现象:机床在自动加工时出现1010报警,指示装载臂出现问题。

图5-12 PMC输入X9.1连接图
故障检查与分析:观察故障现象,发现装载机械手停在磨削位置,没有将加工完的工件带出。利用系统梯形图功能,观察1010报警梯形图(见图5-13),由于Y8.5和X8.5一直连通,使R851.4带电产生1010报警。
根据机床电气原理图,PMC输出Y8.5控制电磁阀V8.5使装载臂向上料口旋转(见图5-14),而PMC输入X8.5连接的检测开关用来检查装载臂是否达到上料口。Y8.5闭合说明装载臂向出料口旋转的指令已经发出,检查电磁阀V8.5线圈也有110V电压,检查电磁线圈烧断,确认为电磁阀V8.5损坏。
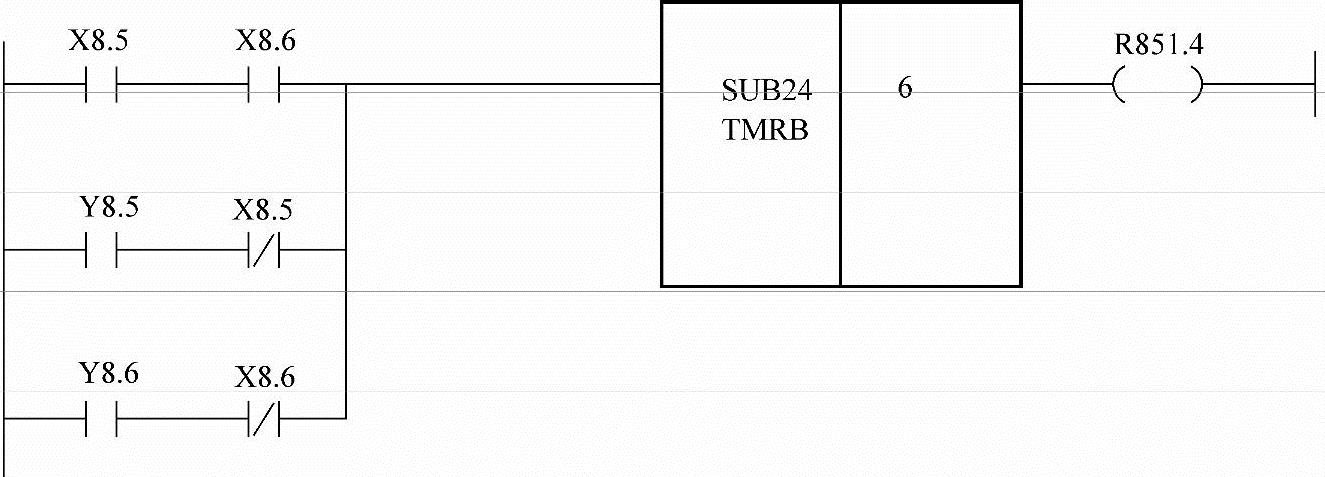
图5-13 1010报警梯形图
故障处理:更换电磁阀V8.5,机床恢复正常。
【例5-22】 一台数控磨床出现报警1008MIST OILFAULT(油雾故障)。
数控系统:FANUC 0i系统。(https://www.xing528.com)
故障现象:这台机床工作时突然出现1008报警,指示油雾系统有问题。
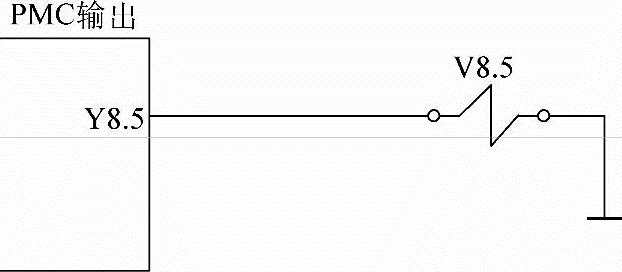
图5-14 PMC输出Y8.5控制连接图
故障检查与分析:该机床1008报警指示油雾器故障,根据报警信息对油雾器进行检查,发现油雾器内油太少。
故障处理:添加润滑油后,机床恢复正常工作。
【例5-23】 一台数控磨床在执行加工程序时出现报警6024 Dresser Arm Raise Timeout(修整臂抬起超时)。
数控系统:FANUC 0i系统。
故障现象:这台机床在磨削加工中出现6024报警,加工程序中断。
故障检查与分析:根据机床工作原理,在工件磨削结束后,用没有磨削的工件将磨削完的工件推出电磁吸盘,砂轮主轴退回。主轴退到修整位置时,修整器落下修整砂轮,砂轮修整结束,修整器抬起,然后砂轮主轴进给,进行下一轮的磨削。
观察故障现象,砂轮修整完毕,修整器抬起,但砂轮主轴没有进给,这时系统出现6024报警,指示修整臂抬起超时,但修整器的状态不但抬起而且抬起速度也正常没有问题,为此认为可能报警回路有问题。
根据机床控制原理,修整臂是否在上方是由到位开关2LS4来检测的,如图5-15所示。2LS4接入PLC的输入I2.4,利用系统DIAGNOSIS(诊断)菜单下的PLC STATUS功能,在线检查I2.4的状态,发现不管修整器落下还是升起I2.4的状态一直是“0”,说明PLC没有接收到修整器的到位信号。检查到位开关2LS4发现该开关已损坏。

图5-15 PLC输入I2.4的连接图
故障处理:更换新开关,程序正常运行,不再发生程序中断的故障。
【例5-24】 一台数控磨床出现报警701 OVERHEAT:FAN MOTOR(过热:风扇电动机)。数控系统:FANUC 0iTC系统。
故障现象:屏幕出现报警701指示风扇电动机过热。
故障检查与分析:查阅数控系统报警手册,701报警指示控制单元上部的风扇电动机过热。对这个风扇进行检查,发现没有旋转,检查风扇电源正常,所以确定为风扇损坏。
故障处理:购买备件需要一定周期,所以采取应急方式,将机床数据PRM8901 bit0改为“1”,先释放701报警,在外面加风扇进行强制冷却。新的风扇到位后,将机床数据PRM8901bit0恢复为“0”,使系统正常运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。