



【例5-18】 一台数控磨床主轴起动不了,出现报警6009 EL.SPINDLE COOLING SYSTEM NOK(电主轴冷却系统不正常)。
数控系统:FANUC 0-GCC系统。
故障现象:出现这个故障时,主轴起动不了。一起动主轴就产生6009报警,指示主轴冷却系统工作不正常,因而不允许主轴起动。
故障检查与分析:检查主轴冷却系统并没有发现问题,根据PLC报警机理,6009报警是由于PLC标志位F101.1被置位所致。
利用系统DIAGNOSIS功能,根据图5-9所示的6009报警梯形图,在线检查PLC的状态。F101.1置位是因为标志位F182.3状态为“1”所致,而标志位F182.3状态为“1”,是因为定时器T13的状态为“1”,I12.1的状态为“0”(见图5-10)。
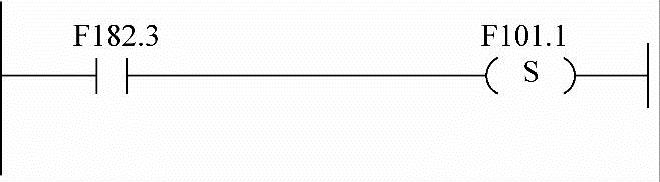
图5-9 6009报警梯形图
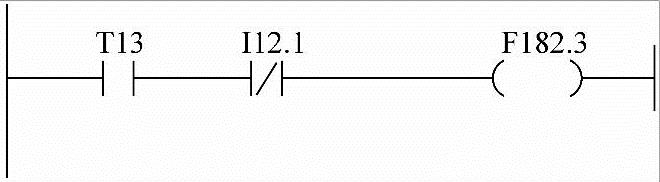
图5-10 关于F182.3的梯形图
根据图5-10进行检查发现,定时器T13的状态为“1”是因为PLC的输出Q1.5状态为“1”,而Q1.5是PLC起动冷却水阀开的输出,在起动主轴时其状态变为“1”是正常的,所以T13的状态为“1”没有问题。I12.1连接的是主轴冷却水的流量开关,其状态为“0”说明冷却水流量有问题,但检查流量正常没有问题,说明是流量开关损坏。(https://www.xing528.com)
故障处理:更换流量开关后,机床恢复正常工作。
【例5-19】 一台数控磨床运行加工程序时,G01指令不执行,无任何报警。
数控系统:FANUC0GB系统。
故障现象:每次执行到含有G01指令的程序段时,即停留在该段不进“刀”,屏幕上也无任何报警指示,如果将所有含该指令的段进行跳步处理后,程序能正常循环完成。
故障检查与分析:该机床加工程序如下:
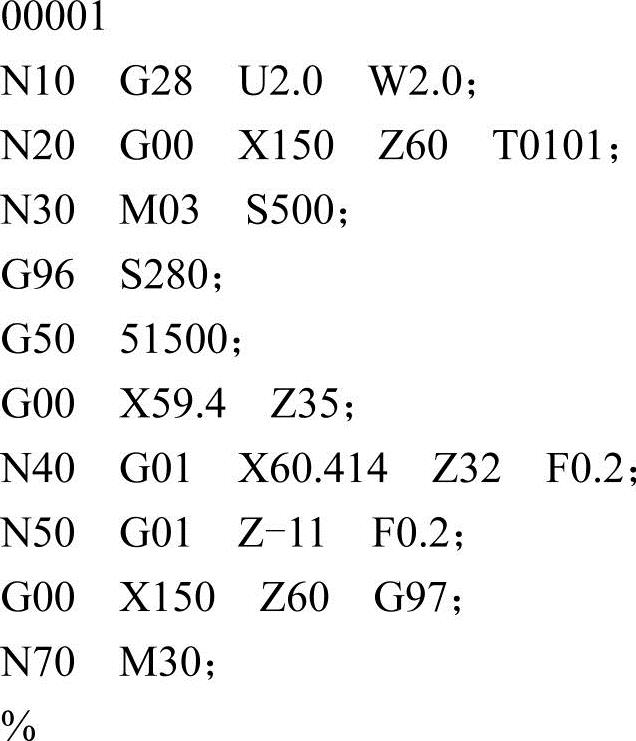
首先对程序的语法和结构等方面进行了多次检查,确认无误;然后利用系统诊断功能,检查DSN700,发现DSN700.1=1,其含义为执行自动运转中的移动指令,根据资料提示,检查各轴的快速进给速度、各轴的位置环增益、切削进给速度的上限值等参数,未发现异常;再继续检查程序,注意到有一段使用了G96(周速恒定控制)指令,该指令是针对主轴控制而采用的,要求主轴上必须安装位置编码器,但检查该机床主轴并未安装任何编码器,至此,问题已明朗了,造成此现象的原因为系统正等待来自主轴位置编码器的信号。
故障处理:为了屏蔽主轴编码器的信号,修改机床数据设定位PRM049bit6,设置为“1”(其含义是:即使不带位置编码器,每转进给也有效),这时运行程序正常执行,故障消除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。