



【例5-9】 一台数控外圆磨床出现400号和401号报警。
数控系统:FANUC 0iTC系统。
故障现象:这台机床开机就显示报警“400 SERVO ALARM:1.2TH OVERLOAD(伺服报警第一、二轴过载)”和“401 SERVO ALARM:1.2TH AXIS VRDY OFF(伺服报警第一、二轴没有VRDY信号)”,指示Z轴伺服有问题。
故障检查与分析:因为系统开机就出现400号报警,指示一、二轴过载,两个轴都没有动,说明这个报警并不是真实的过载报警。系统说明书关于401号报警的解释,为数控系统没有得到伺服控制的准备好(Ready)信号。
根据机床控制原理图进行检查,伺服系统电源模块上没有三相电源输入,进一步检查发现,接触器MCC没有吸合,而MCC是受伺服系统的电源模块控制的;检查模块的供电没有问题,因此怀疑伺服系统的电源模块损坏,采用互换法与另一台机床的电源模块对换,证明确实是伺服电源模块损坏。
故障处理:将损坏的电源模块维修后,机床恢复了正常工作。
【例5-10】 一台数控工具磨床出现报警424SERVOALARM(ZAXISDETECTERR)(伺服报警Z轴检测错误)。
数控系统:FANUC 0iTC系统。
故障现象:屏幕显示424号报警,指示Z轴伺服有故障。
故障检查与分析:这台机床采用FANUCα系列数字伺服装置,X轴和Z轴使用一块双轴伺服驱动模块,在出现报警时检查伺服系统发现,伺服驱动模块的数码管上显示“9”。查阅FANUC伺服系统技术手册得知,伺服驱动的“9”号报警指示第二轴(Z轴)过电流。
查阅数控系统报警手册,424报警为Y轴的数字伺服系统有错误,在伺服出现424报警时,通过诊断数据DGN N0721可以查看一些故障的具体原因,利用系统的诊断功能调出诊断数据DGN N0721进行查看,发现第4位变为了“1”,通常没有报警时应该为“0”,这时变为“1”指示伺服驱动出现异常电流。
出现这个报警的原因分析:
1)Z轴负载是否有问题。将Z轴伺服电动机拆下,手动转动滚珠丝杠,发现很轻没有问题,这时开机,只让伺服电动机旋转,也出现报警,所以不是机械故障。
2)伺服电动机是否有问题。将X轴伺服电动机与Z轴伺服电动机对换,还是Z轴出现报警,证明伺服电动机没有问题。
3)伺服驱动模块是否有问题。与其他机床互换伺服驱动模块,故障转移到另一台机床上,这台机床恢复正常,证明是伺服驱动模块出现故障。
将伺服模块拆开进行检查,发现Z轴W相的晶体管模块损坏。
故障处理:更换W相晶体管模块后,故障排除。
【例5-11】 一台数控外圆磨床开机出现报警401 SERVO ALARM:(VRDY OFF)(伺服没有准备好报警)。
数控系统:FANUC 0-MC系统。
故障现象:这台机床在开机后出现401报警,指示伺服驱动有问题。
故障检查与分析:这台机床的伺服系统采用FANUC系列数字伺服驱动装置,观察伺服装置的电源模块、主轴模块和伺服驱动模块上的数码管都显示“一”,指示伺服处于等待状态,数控系统主板L2亮,指示伺服有故障,因此怀疑机床伺服系统有问题。首先检查伺服装置的供电是否有问题,伺服装置的电源连接如图5-5所示。根据连接图进行检查,发现主接触器KMO未合,进一步检查发现该主接触器线圈控制电源连线端子R13(见图5-6)脱落。

图5-5 伺服装置的电源连接
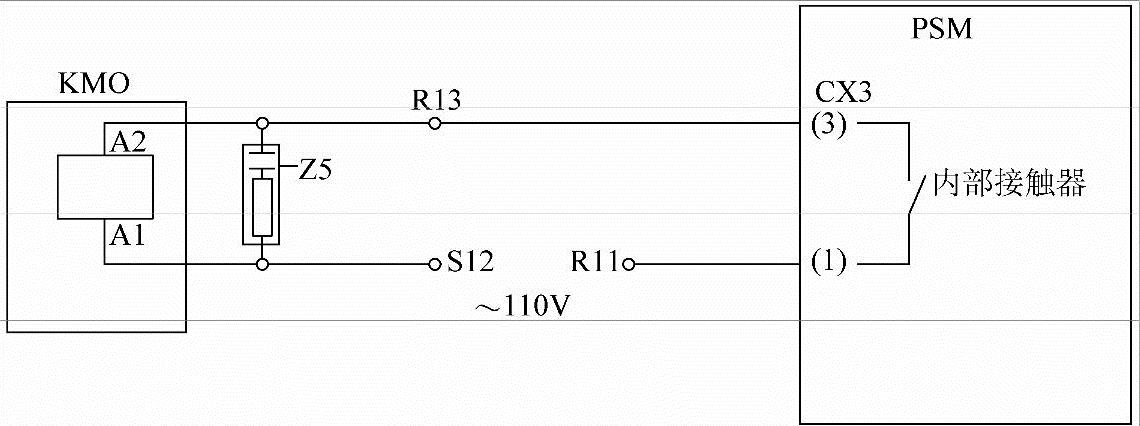
图5-6 主接触器KMO的控制原理图
故障处理:将R13连接到主接触器,这时机床通电恢复正常。
【例5-12】 一台数控外圆磨床开机出现报警401 SERVO ALARM:(VRDYOFF)(伺服没有准备好报警)。
数控系统:FANUC 0-MC系统。
故障现象:这台机床在开机后出现401报警,指示伺服驱动有问题。
故障检查与分析:这台机床的伺服系统采用FANUCα系列数字伺服驱动装置,观察伺服系统电源模块、主轴模块和伺服驱动模块上的数码管都显示“一”,指示伺服处于等待状态,数控系统主板L2亮,指示伺服有故障。检查伺服系统的供电正常没有问题,更换电源模块、伺服模块都没有解决问题。在分析伺服控制的原理图时发现,在伺服系统最后一个模块——伺服驱动模块JXIB电缆插头上插接一个连接器K9,将这个连接器插接到其他机床上,开机也出现401报警,说明这个连接器有问题。这个连接器其实是一个终端短路器,如图5-7所示,拆开连接器发现,连接线已经断开。
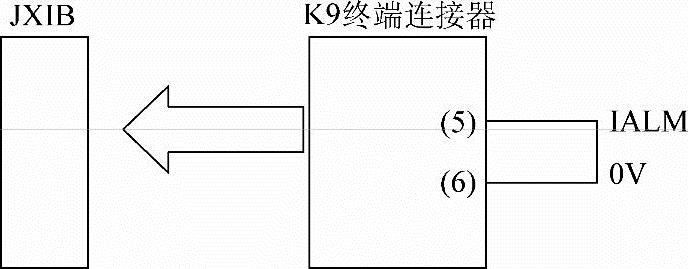
图5-7 K9终端连接器连接示意图
故障处理:将该连接器的短路线重新焊接,插到伺服驱动模块的JX1B上后,通电开机,机床恢复正常工作。
【例5-13】 一台数控磨床出现伺服报警。(https://www.xing528.com)
数控系统:FANUC0-MC系统。
故障现象:在自动加工时出现报警401 SERVO ALARM:(VRDY OFF)(伺服没有准备)、409 SERVO ALARM(SERIAL ERROR)(伺服报警,串行主轴错误)、414 SERVO ALARM(X AXIS DETECT ERR)(伺服报警X轴检测错误)、424 SERVO ALARM ZAXIS DETECT ERR(伺服报警Z轴检测错误)。
故障检查与分析:这台机床的伺服系统采用FANUCα系列数字伺服驱动装置,因为X轴、Z轴和主轴都产生报警,怀疑伺服系统电源模块有问题。检查伺服装置,发现在电源模块的数码管上显示“01”报警信息,01报警的含义为模块IGBT有问题或者输入电抗器不匹配,所以首先对电源模块的输入电路(见图5-8)进行检查,发现有一相电压较低,在电抗器前测量还是有一相电压低,测量输入电源R、S、T的三相电压正常没有问题,说明主接触器MCC可能有问题。对主接触器MCC进行检测,发现有一个触点烧蚀导致接触不良,产生压降。

图5-8 伺服电源模块电源输入连接图
故障处理:更换主接触器MCC后,机床恢复正常工作。
【例5-14】 一台数控外圆磨床出现报警411SERVOALARM:firstaxisexcesserror(伺服第一轴超差报警)。
数控系统:FANUC 0-GCC系统。
故障现象:这台机床一走X轴就出现411报警,指示X轴超差。
故障检查与分析:仔细观察故障现象,当摇动手轮让X轴运动时,屏幕上X轴的数据从0变化到0.1左右时就出现411报警。从这个现象来看是数控系统让X轴运动,但没有得到已经运动的反馈,当指令值与反馈值相差一定数值时,就产生了411报警。这个报警包含两个问题:①X轴已经运动但反馈系统出现问题,没有将反馈信号反馈给数控系统,而观察故障现象,这时X轴滑台并没有动,说明不是位置反馈系统的问题;②虽然数控系统已经发出运动的指令,但由于伺服模块、伺服驱动单元或者伺服电动机等出现问题,最终没有使X轴滑台运动。
因此首先更换数控系统的伺服模块,没有解决问题;检查伺服驱动单元也没有发现问题;最后在检查X轴伺服电动机时发现,其电源插头由于经常振动而脱落。
故障处理:将伺服电动机的电源插头插接好并锁紧后,重新开机,机床故障消失。
【例5-15】 一台数控球道磨床出现报警411 SERVO ALARM:Xaxis excess error(伺服报警:X轴超差错误)。
数控系统:FANUC 0-MC系统。
故障现象:这台机床在X轴移动时经常出现411报警,指示X轴伺服系统有问题。
故障检查与分析:系统报警手册对411报警的解释为,X轴的指令位置与实际机床位置的误差在移动中产生的偏差过大。为了确认故障原因,调整X轴的运行速度,这时观察故障现象,当进给速度相对比较大时出现411报警的几率比较低,而进给速度比较低时出现411报警比较频繁。
为了排除伺服参数设定的问题,将该机床的机床数据与其他机床对比没有发现有改变的。适当调整机床数据PRM517(位置环增益)、PRM522(X轴快进加减数时间常数)、PRM529(磨削进给加减速时间常数)和PRM601(X轴手动进给加减速时间常数),故障依旧。
检查伺服系统的供电电压三相平衡且幅值正常,更换伺服驱动模块也没有解决问题。
对X轴伺服系统的连接电缆进行检查也没有发现问题。
为此认为机械部分出现问题的可能性比较大,将X轴伺服电动机拆下,直接转动X轴的滚珠丝杠,发现有些位置转动的阻力比较大。将X轴滑台防护罩打开,发现X轴滑台润滑不均匀,有些位置明显没有润滑油,检查润滑液压泵发现工作不正常。
故障处理:更换新的润滑液压泵,充分润滑后,这时机床工作恢复正常。
【例5-16】 一台数控外圆磨床X轴运动时出现报警414 SERVO ALARM:X axis detect error(伺服报警X轴检测错误)。
数控系统:FANUC 0-MC系统。
故障现象:X轴运动到坐标值70mm左右就出现414报警。
故障检查与分析:出现故障时利用系统诊断功能检查诊断数据DGN720,发现DGN720bit7为“1”,指示X轴过载。这台机床的伺服系统采用FANUCα系列数字伺服驱动装置,检查伺服装置发现在伺服驱动模块上有8号报警,也是指示伺服电动机过电流。
出现故障后关机再开,报警消除,X轴回参考点正常,但一运动到70mm左右时就又出现414报警,在70mm之前怎么运动都没有问题。
根据这些现象分析可能是X轴机械部分有问题,将X轴导轨的防护罩打开,发现安装滚珠丝杠的导轨中间有大量磨屑,在长期的挤压下已经非常坚硬,当滑台运动到磨屑墙时,使伺服电动机过载产生414报警。
故障处理:清除磨屑,为了防止磨屑再次进入,对导轨防护罩进行检查,防护罩是由多节护板组成,发现其中一节护板的密封铜镶条脱落,导致护板连接处出现缝隙,使磨屑通过这个缝隙进入导轨中间,重新安装镶条,开机运行,机床恢复正常运行。
【例5-17】 一台数控外圆磨床X轴运动时出现报警414 SERVO ALARM:X axis detect error(伺服报警:X轴检测错误)。
数控系统:FANUC 0MC系统。
故障现象:X轴一运动就出现414报警,并且根本没有动。
故障检查与分析:出现故障时利用系统诊断功能检查诊断数据DGN720,发现DGN720bit7为“1”,指示X轴过载。这台机床的伺服系统采用FANUCα系列数字伺服驱动装置,检查伺服装置发现在伺服驱动模块上有8号报警,指示X轴伺服电动机过电流。关机再开,报警消除,但X轴运动就又出现414报警。这台机床的床身为斜床身,X轴伺服电动机采用带有抱闸的伺服电动机,检查抱闸线圈没有电压。根据机床工作原理,抱闸线圈是PMC的输出Y48.1通过继电器K48.1来控制的,检查PMC输出Y48.1的状态为“1”,没有问题;检查继电器K48.1,发现其触点烧蚀,接触不良。
故障处理:更换继电器K48.1后,机床恢复正常工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。