



【例4-7】 一台配置FANUC 0系统的数控镗铣床出现过载报警[400]~[402]。
故障检查与分析:伺服放大器侧具有过载检查的功能,过载信号是通过常闭开关传输的。当放大器的温度升高引起常闭开关动作时即产生报警。一般情况下,该常闭开关和变压器的过热常闭开关以及外置放电单元的过热常闭开关串联在一起。当过载检查信号的状态有效时,伺服系统通过PWM指令电缆通知给系统,如图4-4所示。
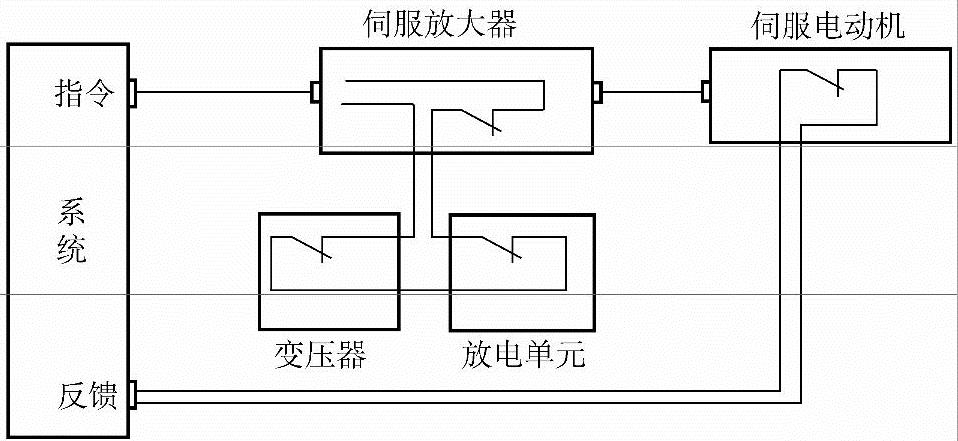
图4-4 过载报警检测电路
伺服电动机过载常闭开关是用于检查伺服电动机是否过热,当伺服电动机过热时,该常闭开关动作产生报警,并通过电动机反馈电缆通知系统。
处理步骤:
1)根据系统维修手册,查出产生报警的轴。
2)检查伺服电动机或伺服驱动器是否过热。
3)如果伺服放大器、变压器、放电单元或伺服电动机过热,按照先机械后电气的原则,检查故障是否是由于机械负载过大、切削量过大、加减速的频率过高等原因引起。
4)如果伺服单元或者电动机不过热,检查外置型放电单元的过热信号线的连接是否可靠,各信号的接口是否正常,各过热开关能否正常动作。
【例4-8】 可以少量运动且电动机发热的故障维修。
故障现象:一台配套FANUC 0M的二手数控镗铣床,采用FANUC S系列三轴一体型伺服驱动器,开机后,X轴、Y轴工作正常,但手动移动Z轴,发现在较小的范围内,Z轴可以运动,但继续移动Z轴,系统出现伺服报警。
故障检查与分析:根据故障现象,检查机床实际工作情况,发现开机后Z轴可以少量运动,不久温度迅速上升,表面发烫。
分析引起以上故障的原因,可能是机床电气控制系统故障或机械传动系统的不良。为了确定故障部位,考虑到本机床采用的是半闭环结构,维修时首先松开了伺服电动机与丝杠的连接,并再次开机试验,发现故障现象不变,故确认报警是由于电气控制系统的不良引起的。
由于机床Z轴伺服电动机带有制动器,开机后测量制动器的输入电压正常,在系统、驱动器关机的情况下,对制动器单独加入电源进行试验,手动转动Z轴,发现制动器已松开,手动转电动机轴平稳、轻松,证明制动器工作良好。
为了进一步缩小故障部位,确认Z轴伺服电动机的工作情况,维修时利用同规格的X轴电动机在机床侧进行了互换试验,发现换上的电动机同样出现发热现象,且工作时的故障现象不变,从而排除了伺服电动机本身的原因。
为了确认驱动器的工作情况,维修时在驱动器侧,对X轴、Z轴的驱动器进行了互换试验,即将X轴驱动器与Z轴伺服电动机连接,Z轴驱动器与X轴电动机连接。经试验发现故障转移到了X轴,Z轴工作恢复正常。
根据以上分析,可以确认以下几点:
1)机床机械传动系统正常,制动器工作良好。
2)数控系统工作正常;因为当Z轴驱动器带X轴电动机时,机床无报警。
3)Z轴伺服电动机工作正常,因为将它在机床侧与X轴电动机互换后,工作正常。
4)Z轴驱动器工作正常,因为通过X驱动器(无故障)在电柜侧互换,控制Z轴电动机后,同样发生故障。(https://www.xing528.com)
综合以上判断,可以确认故障是由于Z轴伺服电动机的电缆连接引起的。
仔细检查伺服电动机的电缆连接,发现该机床在出厂时电动机的电枢线连接错误,即驱动器的L/M/N端子未与电动机插头的A/B/C连接端一一对应,相序存在错误,重新连接后故障消失,Z轴可以正常工作。
【例4-9】 自动加工过程中,机床出现暂停,过后又会自动运行的现象。
故障现象:一台配置FANUC0i的数控镗铣床在自动加工过程中,经常出现偷停现象。特别是在Z轴移动后,出现偷停现象比较多。在出现此现象后,加工程序就不往下执行了,但可能几十秒后,加工程序又重新往下执行,有时又不行,机床就一直停在那里没有发出任何的报警信息。
故障检查与分析:在无任何报警信息的情况下,按MDI面板上的[SYSTEM]键,再按[诊断]软键,调出系统的诊断功能画面,希望从中找到一点故障的线索。在对诊断功能画面进行查看时,发现诊断号003信号为“1”,表明系统正在进行到位检测。于是查看诊断号为300的各伺服轴实时指令与实际位置偏差量,发现Z轴此项值为50。定位的容许偏差值(到位宽度)由参数1826设定的,只要各伺服轴实时指令与实际位置偏差量不超过参数1826中所设定的值,系统就认为伺服轴的定位完成,否则系统认为伺服轴的定位未完成,需要反复执行定位,加工程序也就无法往下执行。
检查这台机床的参数1826的值,发现参数设定Z轴的到位宽度值是4,Z轴的实际位置偏差量大于参数设定的到位宽度值,于是出现了此故障现象。
故障处理:参数1825是各轴的伺服环增益,与位置偏差量的关系为:
位置偏差量=进给速度/60×伺服环增益
根据此公式,可以将Z轴的伺服环增益值适当减少,从而减少位置偏差量。在对参数1825进行适当的调整之后,Z轴的位置偏差量减少为1,即位置偏差量小于参数1826的设定值,故障排除。
【例4-10】 一台数控立式镗铣床出现报警409 SERVO ALARM(SERIALERROR)(伺服报警,串行主轴错误)。
数控系统:FANUC 0MC系统。
故障现象:系统显示409号报警,指示主轴伺服有问题。
故障检查与分析:这台机床的伺服系统采用FANUCα系列交流数字伺服驱动装置,在出现故障时,对主轴驱动装置进行检查发现,其数码管上有01报警。
根据伺服系统报警手册说明,01报警为主轴电动机过热。关机重开,报警消除,但在各轴回参考点,Z轴向下运动时,又出现409报警。这时主轴并没有旋转,检查主轴电动机也没有过热。观察机床的运动,主轴电动机随Z轴上下运动,因此怀疑Z轴运动时带动主轴电动机的电缆运动,导致主轴电动机电缆连接出现问题。打开主轴电动机的接线盒进行检查发现,接线盒内端子上的主轴电动机热敏电阻接线松动。
故障处理:重新连接热敏电阻连线后,机床恢复正常运行。
【例4-11】 一台数控立式镗铣床在加工循环中偶尔出现报警409 SERVO ALARM(SER-IAL ERROR)(伺服报警,串行主轴错误)。
数控系统:FANUC 0MC系统。
故障现象:这台机床在自动循环加工中偶尔出现故障,系统显示409号报警,指示主轴伺服有问题。
故障检查与分析:这台机床的主轴控制系统采用FANUC。系列交流数字伺服驱动装置,在出现故障时,对主轴驱动装置进行检查,发现其数码管上显示有41号报警。41号报警属于主轴编码器报警,检查参数无误,接线准确,更换编码器后,故障依旧。
仔细检查发现,主轴编码器连接电缆有些紧,在Y轴上下移动时带动主轴编码器电缆一起移动,怀疑Y轴快速移动时,电缆可能出现瞬间接触不良的现象。
故障处理:将走线槽中备用线拽出一部分,保证电缆线在Y轴上下极限位置都有余量,这时开机测试机床工作稳定,故障消除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。