



【例2-82】 XK5040数控铣床液压转矩放大器失灵原因及处理。
故障现象:Z轴液压转矩放大器随动阀经拆卸检查再装上后控制失灵。不是直接给油快速运动,就是打不开油路,没有进给。
故障检查与分析:XK5040数控铣床是北京第一机床厂20世纪70年代的产品。1988年由西安庆安公司用MNCZ-80改造了原数字控制柜,保留了功放部分及步进液压转矩放大器。分析认为:
1)此步进液压转矩放大器经过长期的使用,特别是Z轴,负载最大,出现了随动超差及带不动现象,交由机修车间进行机械大修。当机修车间机械大修人员拆下随动阀进行了清洗、检查装机试车时,即出现了上述现象。当把随动阀杆装在前端接通油路时,液动机在一起动液压电动机后,就直接带动丝杠快速前进。拆下重装,将随动阀杆装在关闭油路的位置后再装上,液动机又不能开启了,步进电动机的旋转打不开随动阀口。
2)机修人员要求电修人员帮助解释这样一个问题:既然阀口的开启、开启时间、开启量由步进电动机控制,那么丝杠控制的随动阀的关闭运动是否也应由步进电动机的反转来关闭?机修人员认为:步进电动机只在需要正转的时候发正转脉冲序列,需要反转的时候发反转脉冲序列,不发脉冲的时候就停住。不存在停止运动时关闭阀口的反向运动。
3)从机械装配图上也很难看清这种关系。XK5040数控铣的Y轴、X轴是与Z轴同样结构的步进液压转矩放大器,可以通过观察处在正常状态的液压随动阀杆来找到问题的答案。记住原始位置,做好必要的记号,拆下X轴随动阀后首先发现随动阀杆既不在前端,也不在后端,而是在中间位置。再用烟吹油路进口,发现与哪一个孔都不通,但只要轻轻的一旋阀杆,向前接通的是正向油路,向后接通的是反向油路,灵敏度极高。但是关闭靠什么?在确定了程序中不会有关团脉冲后,仔细观察随动阀杆与液动机的连接,发现二者之间是靠十字头相接的。那么当步进电动机一旦停止运动,液动机内油的反压力就能通过十字头给随动阀杆一个反转矩。由于步进电动机的不动,使随动阀杆产生一个反运动,加上随动阀的高灵敏度,马上就关闭了开启的阀口。正常运动的时候,步进电动机产生的转矩就一直是在克服油的这个反压力,使阀口保持开启。当步进电动机速度高时,就能使阀口开启得大些,丝杠运动就快些。反之,则小而慢,步进电动机运动时间就是油路通断时间,只是存在一定的随动误差。
故障处理:在仔细观察X轴随动阀,并掌握了调整方法以后,对Z轴随动阀也进行了仔细的调整,使它在关闭向上、向下两个阀口的中间位置状态下装入十字头,使之良好连接,注意不影响刚调好的阀杆状态。并更换损坏了的油封后,装上Z轴步进电动机。恢复X轴的步进—液压转矩放大器,试车。经过清洗、更换油封的Z轴随动误差达到要求范围,失灵现象消除,故障排除。
【例2-83】 XK715F数控铣床输出接口电路故障分析及处理。
故障现象:系统通电开机后,机床按零件纸带程序进行切削加工过程中,经常出现无故停机或主轴转速不稳及主轴换档失灵等故障现象,出现动作异常时常伴有继电器吸合不稳的吱吱响声。此故障一般在用电高峰期间极易发生,而供电正常时,继电器吸合动作过程偶尔才会出现吱吱响声,且响声较为短暂。
故障检查与分析:由于故障涉及的部位较多,且在供电正常时故障又不易出现,故检查选择在用电高峰期间供电幅值较低时进行。调出接口诊断画面观察信号状态,发现引起机床主轴转速异常的那些输入或输出接口信号也会出现相应的变化。考虑到故障发生时常伴有继电器吸合不稳的异常声响,估计问题可能出在输出接口电路的执行继电器回路上。经仔细观测强电柜中继电器的吸合状况,发现有些小型继电器在吸合过程中,确实会发出吱吱地响声,透过罩壳可以明显地发现其触点接合处有火花亮点。测量线圈吸合电压仅有13V,远低于正常值的24V。顺迹查找,发现桥式整流回路有一断线,故输出半波整流电压,经修复后吸合电压可达26V,约高于正常值。通电试机,再没有发现异常现象。检查接口诊断画面的信号状态,显示也基本正常,只是信号状态偶尔也会出现闪动不稳现象,但此时机床工作正常,似乎没有什么影响。
接口诊断显示闪动的信号状态,说明系统仍然存在接触不稳的潜在故障隐患,必须予以重视。经分析,估计问题还在接口电路内,如小型继电器触点不好,可能会引起此类现象。经仔细观察,在外界可见度较低的情况下观察触点动作状况,可以发现,其动触点处仍有轻微的跳火现象。停机拆下检查,果然发现其触点颜色变黑,且接触电阻较大。事实表明,触点间形成的接触电阻,一般在强电(即高压大电流)电路中造成的影响不很大,估计触点表面的氧化物或碳化层形成的接触电阻容易被击穿,而在弱电(即低电压小电流)电路中就极容易造成接触不良故障,影响系统的正常工作。上述因触点接触电阻引起CRT显示接口诊断信号状态不稳即是一例。为何在接口信号显示不稳的状态下,机床仍能运行正常呢?其原因可能是由于动作时差造成的。CPU每隔16ms便会定时地对所有按钮、开关及数据扫描一遍,其运行速度极快,远大于机械动作速度,虽然系统显示状态存在轻微不稳,但因机械动作速度太慢,故而来不及反映而已。当然此类故障隐患,若不及时消除,此后必成后患。故障处理:经停机拆下全部继电器检查,均普遍存在触点烧黑及烧蚀现象。经用酒精擦洗(对烧蚀严重的触点可采用细砂纸打磨后清洗处理),故障彻底排除。建议维修人员应定期检查,形成制度,这对于消除故障隐患极为有利。
综上所述,接口诊断显示信号不仅能方便、可靠、迅速地帮助判断查找故障原因,有时还能反映一些实际存在的故障隐患。
【例2-84】 XK715F数控铣床光电阅读机故障的处理。
故障现象:NC通电开机后,光电阅读机即发生异常报警,即:自动卷盘(AUTO)、故障报警(ALARM)、正绕(FORWARD)、停止(STOT)、反绕(REWIND)等指示同时发光,制带电磁铁常吸,故压带盒无法正常打开,但维持通电状态一段时间,然后采用复位操作机器有时能恢复正常。
故障检查与分析:该机床系上海第四机床厂制造,数控系统选用FANUC-BESK7CM系统。因无电路图分析,故采用电阻法检测光电阅读机相关的连接电路,保护环节及接插件无异常,怀疑控制板(A20B-0006-0060/07A)有问题,因无备板更换,故采用外观检测及在线电压法、电阻法测试电路与在板元器件是否正常,检查中发现该板电源电压异常,且发现稳压源滤波电容(470μF/200V)外壳出现较明显的膨胀变形。估计电压异常与滤波电容容量减退有关。为判断分析正确与否,可采用升温法或替换法检查,因一时找不到电容替换,经给该电容局部升温后(由试验可知,电解电容器的容量在一定的范围内随温度上升而增加)机器能恢复正常。由此推断,该故障确系滤波电容容量减退所致。经更换后故障消除。
事实表明,在维修中对于那些状态变化的疑难故障现象,采用升温法,实际上就是人为地升高某些器件的局部温度,加速改变其参量,促使“病症”的发生,从而达到诊断故障的目的,这也是一种使用广泛且简便的维修方法。
【例2-85】 LJ10AM系统CRT无显示故障的处理。
故障现象:CRT无显示
故障检查与分析:LJ10AM系统是辽宁精密仪器厂数控中心所开发的数控系统。
根据CRT的工作原理,CRT无显示一般有三种原因:①电源电路存在故障;②射频电路存在故障;③CRT电路存在故障。(https://www.xing528.com)
根据上述三种情况逐一进行检查。首先检查电源电路,用表测得在CRT工作时,电压只有5V,而在空载时为+12V。在CRT开机状态下检查电源电路发现三端稳压电源AN7812输入端电压正常,而输出端电压不正常,空载下再检查三端稳压管AN7812输出端又趋于正常。为此,判断为AN7812损坏。将其更换后,CRT电源恢复了正常。
其次检查射频电路,将射频信号引入一台完好的CRT显示器(临近的一台数控机床的显示器内)。通过替换,上述故障仍不能排除。这说明故障源来自系统,属于系统的复合视频信号不正常。
从LJ10AM系统安装手册知:系统的复合视频信号来自系统模块MTB面板。于是我们将该模块取下检查其复合视频信号电路(用万用表进行在线粗测),检查到该电路中C12(437P)电容严重漏电。更换一新电容后,该显示器恢复了正常,这说明系统的射频电路已无故障。但CRT只有光栅,没有图像。这说明CRT电路仍有故障存在。根据CRT电路原理图(见图2-50)。用示波器检查5号线上的射频输入信号,首先将5号线断开,检查到5号线上有射频输入信号,这说明射频电路正常,而CRT同步分离电路存在短路故障。在检查同步分离电路的过程中,先将电容器C9断开5号线接上。用示波器检查5号线,该线上仍未有射频信号,这说明故障不在C9及其后续电路中,然后将电容C9接通,电阻R1断开,用示波器检查射频信号,在C9、BG105、BG104以及6号、9号同步分离输出端均能观察到射频信号。于是判断是电阻R1以后的电路存在短路故障。
对这部分电路采用分割法,将对地部分电路逐一断开分别用示波器检查其射频信号。当将电阻R2断开后,在R1、BG101、BG102、BG103输出端均观察到了该射频信号。故判断是电阻R2对地短路。将其更换后,CRT仍无图像显示,但在8号线端已能观察到射频信号。根据电路图继续用示波器跟踪寻找,在电容C306处发现信号消失(在8301处,已无射频信号,而W311处该信号仍存在),从电路上分析应为电容C306开路,将其更换后,CRT恢复正常工作,故障彻底排除。
【例2-86】 XK5040型数控立式铣床电源单元故障的处理。
故障现象:系统不能起动(或起动后瞬间便掉电),CRT无任何显示,同时也无报警信号。
故障检查与分析:该机系北京第一机床厂生产,CNC系统采用FANUC-BESK3MA。从故障现象分析,这是一例电源故障。因系统无电源就不能起动,同时CRT以及NC也就无法报警、显示。打开机床数控柜检查,发现系统电源单元输出端PB无信号输出,致使交流接触器MCC不能吸合,从而使机床侧强电电路无法自锁,造成上述故障。系统起、停电路如图2-51所示。
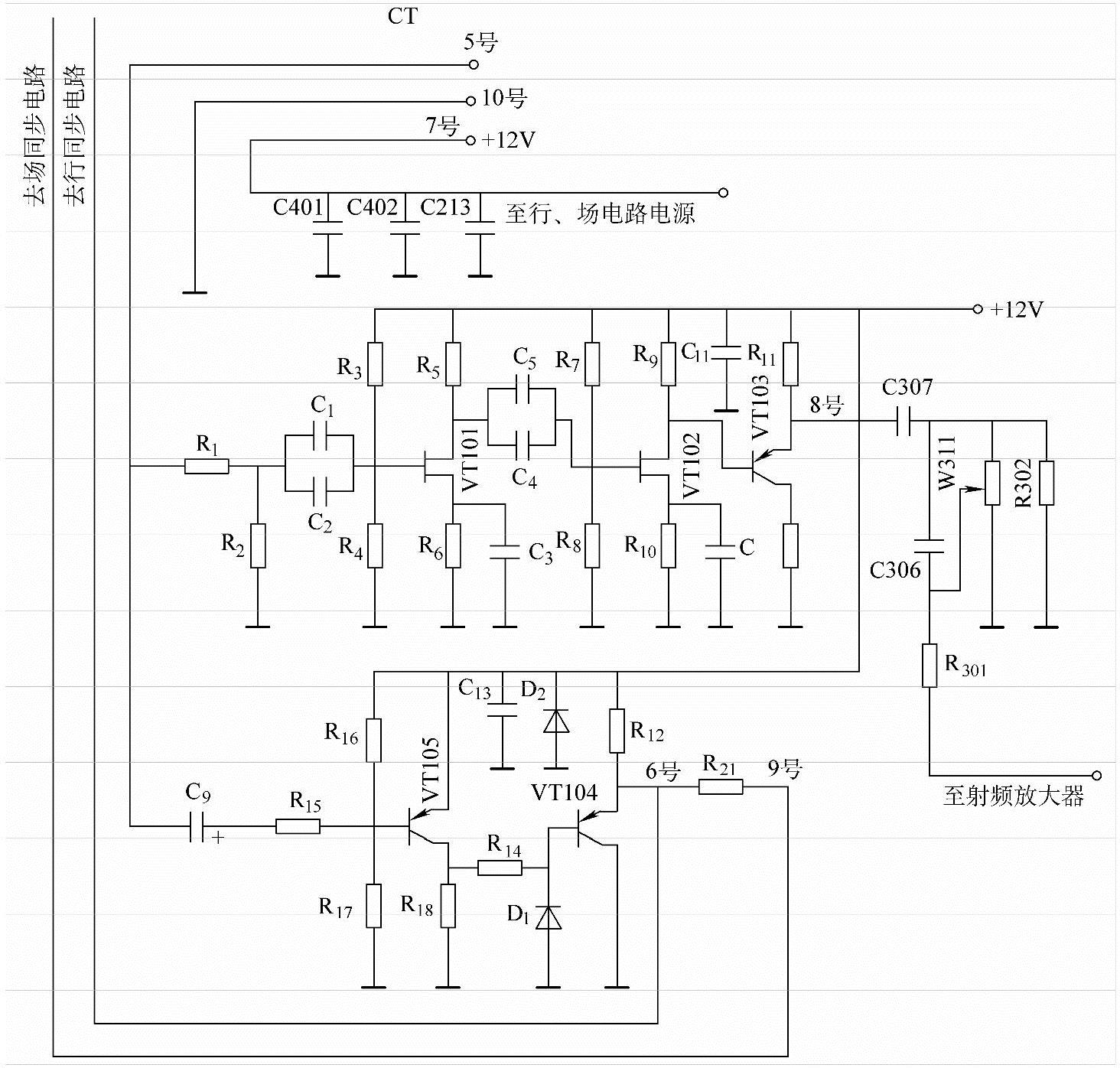
图2-50 CRT电路原理图(部分)
查询FANUC-BESK 3MA维修说明书得知:PB为电源单元输入保持信号。当系统内ENABLE信号为低电平时,则PB无信号输出。而ENABLE信号是一个TTL电平信号,它指示所有的直流输出被正常传送,当任何电路中有输出故障时,ENABLE就为低电平。
在该系统电源单元中,有一电压监控电路。该电路总是监控输出电压和辅助电源电压,检测其故障。若上述电压出现故障,电压监控电路就切断ENABLE信号,并且切断电源。
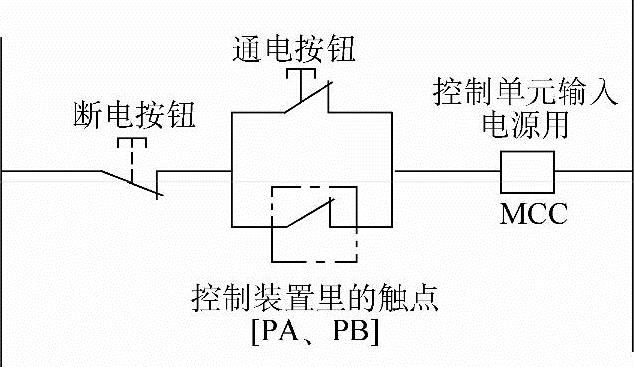
图2-51 系统起、停电路示意图
现ENABLE信号为低电平,说明输出电压或辅助电源电压发生了故障。根据上述分析,我们检查了电源单元的全部输出直流电压和辅助电源电压。其结果如下:+5V、-15V和A15V电压正常,而+24V和+15V电压异常,只有5、6V左右,故判断为+24V、+15V电源电压的故障。
根据系统电源单元框图(见图2-52),我们应用分割法,首先检查T31变压器+24V绕组上是否有交流输出,以期从此处将该电源单元一分为二,把故障范围缩小,进而定点。在阻抗器MA与变压器731端测得交流输出为正常值,而在MA与DS22之间测得为异常值,再检查阻抗器MA无异常。这样,我们就将故障分割到了DS22、+24V控制电路及其后续电路上。继续应用分割法,检测出+24V基本正常,只是略有偏高,从而把故障又进一步缩小到了+24V控制电路中。对+24V控制电路中的元件逐一进行在线检测,检查到一只330μF/25V的电解电容器呈开路状态,其余元件均无异常。因此,判断故障源即为该电解电容器。
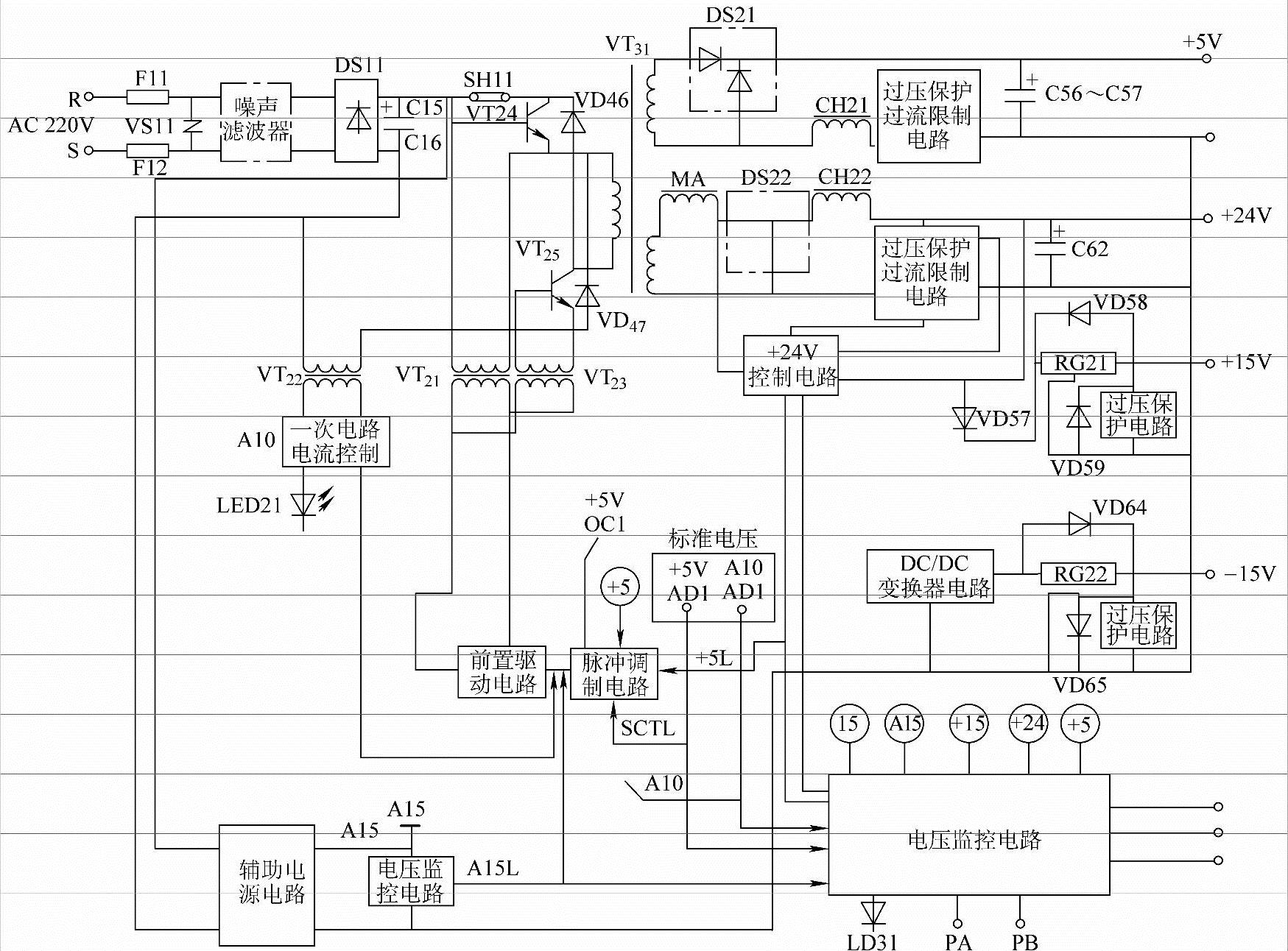
图2-52 系统电源单元框图
故障处理:用一只同型号的新电解电容器将其更换后,+24V、+15V输出正常,系统恢复。从上例可以看出FANUC-BESK系统的故障维修并非困难,关键是要熟读系统的维修手册,并根据现场的情况,仔细地分析故障现象,熟练地运用电路理论知识和故障维修的方法就能迅速、准确的判断故障,并将其排除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。