



【例2-14】 一台日本本田公司的数控铣床,配置有FANUC 11M-A4系统。
故障现象:空载运行2h后,主轴偶然发生停车,且显示AL-12或AL-2报警。
故障检查与分析:从所发生的报警号来看,引起本故障的原因可能是电动机速度偏离指令值(如电动机过载、再生回路故障、脉冲发生器故障等)以及直流回路电流过大(如电动机绕组短路、晶体管模块损坏等)。但从机床运行情况看,又不像是上述问题,因为电动机处于空载,并不发生在加减速期间,并且能运行2h才出故障。经检查,上述原因均可排除。再从偶发性停车现象着手,可分析出有些器件工作点处于临界状态,有时正常,有时不正常,而这与器件的电源电压有关,所以着重检查直流电源电压。发现+5V,±15V均正常,而+24V却在+(18~20)V之间,处于偏低状态。进一步检查发现,交流输入电压为190~200V,而电压开关却设定在220V一档。因此将电压设定开关设定在200V之后系统即恢复正常。
说明:造成报警号与实际故障不一致的原因是因为该主轴伺服单元的报警号还不全面,没有+24V电压太低的报警,而只有+24V电压太高的报警,所以只好用其他报警号来显示伺服单元处于不正常的状态。
【例2-15】 XK715F数控铣床速度控制单元故障检查与分析及处理。
故障现象:机床自动工作中,系统因瞬间跳闸而停机,恢复供电后,重新通电开机,系统即发生05、07号故障报警。
故障检查与分析:05号报警系急停信号起作用,故障排除,即可恢复正常。07号ALARM系速度控制单元异常故障报警。按步骤检查,发现Z轴逆变交流输入回路熔断器(30A)、控制信号熔断器(1.3A)同时断两相的严重故障。一般主回路(30A)熔断器熔断,该相上的控制信号熔断器(1.3A)也会同时断,这一点请予注意。按理保护回路应存在严重的相间短路或相对地短路故障,但经实际检测,没有发现此类短路故障,故更换上述管芯,重新通电开机。当伺服速度控制单元起动接触器(MCC)刚一吸合(无法保持),CRT显示07号ALARM(但不断保险),系统无法投入运行。
参照“FANUC 7CM维修手册”07号ALARM处理方法逐项检查,把怀疑重点放在了“速度控制单元以及控制印制电路板的故障”这一栏中。在不断电报警状态下,打开NC柜门,检查速度控制单元时,发现Z轴速度控制单元PCB板上的“OVC”警示LED发光,提示该单元板有异常。经查FANUC7CM直流伺服单元维修说明书得知,“OVC”报警其故障原因如下:①异常负载检测报警(RV12设定);②直流电动机负载过重;③电动机的运行有振动倾向或发生移动与晃动;④负载惯性过大,位置环增益过高;⑤交流输入电压过低。
经分析,由于伺服速度控制单元起动接触器(MCC)此时尚未吸合,Z轴直流电动机尚未通电转动,故上述直流电动机负载过重,电动机运动中有振动或晃动及负载惯性过大等原因引起的故障报警不复存在,同时检测交流输入电压也属正常,故第⑤项故障原因也不成立,因此,继续检查的重点放在了第①项(异常负载检测报警)故障原因上。
首先检查伺服速度控制单元PCB板上的异常负载检测设定报警电位器RV12及其相关电路无异常,并根据速度控制单元电路原理及调整方法,反复调节RV12进行报警设定,无法排除报警。
然后根据Z轴与Y轴同是不带电源速度控制单元电路这一原理,采用轴向交换法,即可判定故障部位在Z轴速度控制单元的功率驱动板上。功率驱动板主要由两块三相大功率晶闸管模块(型号为:A50L-5000-0017-50A/400V)组成,其主回路电路原理如图2-1所示。为进一步确诊故障部位,检查速度控制单元及其他电路是否正常,可采用暂时拆除保险电路管芯,通电试验以判断“OVC”报警是否消除的方法。试验结果表明,NCC通电开机后,MCC吸合,“OVC”报警解除,进一步说明此故障部位仅局限在两块模块上。
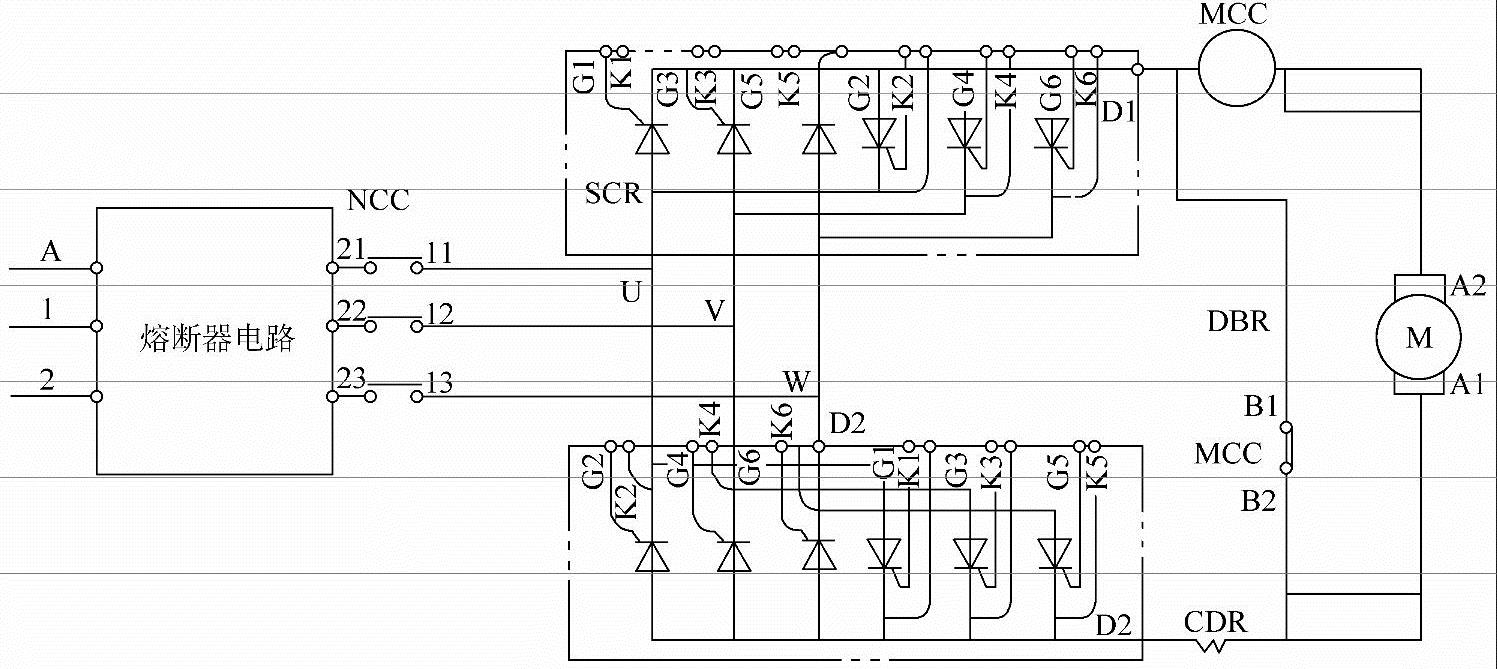
图2-1 主回路电路原理
拆卸功率驱动板,用500型万用表“RXIK”电阻档检测晶闸管模块时,发现一块模块的W相对D2或D1端子正反向均被击穿,至此,此故障的原因被找到。通过原理分析可知,当速度控制单元起动接触器(MCC)刚一吸合时,从伺服电源变压器某相来的交流电将通过模块W相击穿点直接加到Z轴直流电动机上而产生异常负载检测报警。(https://www.xing528.com)
故障处理:经更换新的晶闸管模块后,“OVC”报警消除,系统恢复正常。
说明:引起此类大功率模块烧损的原因,一般不外乎是供电电源瞬间过压,模块触发电路异常,散热不良或过负荷使用,输出负载短路及模块质量欠佳等。由于电源过压是瞬间即逝,不易测量,可采用适当规格的扼流圈串在三相交流电源输入端予以改进,能有效地抑制瞬间过压造成的危害,具有实用效果。其他各项原因可通过观察、测量与实际考机等维修方法检查后加以改进,故此类故障一般均可避免,当然也有例外。下面介绍的情况是个值得重视的问题。
从速度控制单元主回路电路图中可知,并接在直流电动机两端的起动接触器(MCC)的常闭触点,是为直流电动机断电后,通过续流电阻(DBR)使该电动机形成放电回路而专门设计的,具有电源瞬间断电时,防止直流电动机反电势脉波对晶闸管模块的冲击影响。在维修中一旦发现晶闸管功率模块击穿烧损时,需首先检测此MCC常闭触点动作是否灵活,触点表面是否存在烧蚀粘连现象(即使是平时维护也应作为检查重点)。这是因为,此触点一旦发生烧蚀或粘连故障时,哪怕是轻度烧蚀粘连,或触点动作反应迟钝,都有可能在速度控制单元瞬间断电再次开机时,功率模块通过此触点而短路或瞬时短路,这是很危险的,极易引起功率模块击穿烧损。因此,必须引起足够重视,以避免不必要的损失。
【例2-16】 一台数控立式铣床主轴无高速。
数控系统:FANUC 0MB系统。
故障现象:主轴运行时无高速,低速时(1000r/min以下)正常,无任何报警。
故障检查与分析:拆开主轴齿轮箱前护罩,对主轴传动进行检查发现,连接转速编码器的齿轮固定螺钉已松脱,紧固后再试机有高速,但运行没多久,操作人员反映又没高速了,再次拆开检查,未发现明显异常,进一步分析电路,检查高速切换信号Y48.2及相应继电器动作皆正常,断电,在电控柜侧测量高速离合器线圈绕组,发现开路,排除外部线路问题后,进一步检查为主轴齿轮箱内高速离合器接线柱上有一根线老化折断。
故障处理:重新连接电磁离合器连线后,机床恢复正常运行。
【例2-17】 一台数控三轴铣床出现主轴报警。
数控系统:FANUC0MB系统。
故障现象:这台机床自动运行时主轴驱动频繁出现“AL02速度误差过大”报警。
故障检查与分析:本机使用的主轴驱动系统采用发那科交流数字S系列驱动装置。AL02报警的原因是,主轴电动机的实际速度与指令速度的误差值超过允许值,一般是起动时电动机没有转动或速度上不去。检查导致该报警的相关因素,如速度反馈电缆、电动机相序等皆正常,更换主轴驱动板,故障现象依旧;然后仔细监测电气柜内主轴高、低速档位切换继电器的动作情况,确认高速档继电器有一触点接触不良。
故障处理:更换继电器后试机,设备恢复正常运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。