



【例1-117】 南京JN系列数控系统Z轴出错故障。
故障现象:Z轴出错,致使刀具损坏。
故障检查与分析:该机床为采用南京江南机床数控工程公司的JN系列机床数控系统而改造的经济型数控车床。根据故障现象,首先检查Z轴,在手动状态下,Z轴只有正向移动,而无负向移动。仔细观察步进电动机的情况,在Z轴的正、负状态下步进电动机均工作正常,说明Z轴步进电动机及其驱动系统无故障。而滚珠丝杠在正方向时能转动,负方向时不转动。检查发现丝杠与电动机的连接销脱落,因而导致Z轴只有正向移动,而无负向移动。又由于Z轴丝杠只有正向移动,故电动刀架只能前进不能后退,以致使加工尺寸出错,将刀具损坏。
故障处理:将脱落的销子重新连接后,故障排除。
【例1-118】 脉冲编码器感应光电盘损伤导致加工件加工尺寸误差。
故障现象:CNC862数控20车床X向切削零件时尺寸出现误差,达到0.30mm/250mm,CRT无报警显示。
故障检查与分析:本机床的X轴、Z轴为伺服单元控制直流伺服电动机拖动,用光电脉冲编码器作为位置检测。据分析造成加工尺寸误差的原因一般为:
l)X向滚珠丝杠与丝母副存在比较大的间隙或电动机与丝杠相连接的轴承受损,导致实际行程与检测到的尺寸出现误差;
2)测量电路不良。
根据上述分析,经检查发现丝杠与丝母间隙正常,轴承也无不良现象,测量电路的电缆连线和接头良好,最后我们用示波器检查编码器的检测信号,波形不正常。于是我们拆下编码器,打开其外壳,发现光电盘不透光部分不知什么原因出现三个透明点,致使检测信号出现误差。因为CNC862系统的自诊断功能不是特别强,因此在出现这样的故障时,机床不停机,也无NC报警显示。
故障处理:更换编码器,问题解决。
【例1-119】 匈牙利EEN-400数控车床RECOST报警的排除。
故障现象:系统开机后出现RECOST报警。
故障检查与分析:EEN-400匈牙利数控车床(380mm×1250mm)是由匈牙利西姆(SEIN)公司生产的,数控系统型号HUMOR PNC721,由匈牙利电子测量设备厂(ENGJ)生产。
1)查操作手册,RECOST报警内容是新语句被禁止。原因是中央集中润滑系统中液压油压不足。
2)经机械检查,润滑系统没发现什么问题。
3)查接口显示,润滑输出高电平,正常。
4)查接口显示,润滑压力经电器反馈输入信号不稳定。
故障处理:清洗润滑系统,检查调整压力继电器,报警消除,机床恢复正常运行。
说明:此故障是在投入运行后不久发生的,润滑油箱内有原来带来的润滑油,也有本厂添加的润滑油,两种油质稍有差别,遇气温突然下降油液变稠,两种油混合后产生的脏物使油路不畅,故而引起压力继电器反馈输入信号不稳定。
【例1-120】 C6140数控车床系统外壳接地不良的故障。(https://www.xing528.com)
故障现象:Z轴不能工作。
故障检查与分析:沈阳三机床生产的06140经济型数控车床采用南京大方公司生产的JWK15T经济型数控装置,四工位电动刀架。经检查发现Z轴功放板保险烧毁,进一步查找发现有4个功放管被击穿。根据操作者反映在损坏前一个月,在操作时触换系统外壳有触电现象。据此判断可能情况如下:①机械负载过重,使步进电动机电流过大将功放管烧毁;②步进电动机本身绝缘损坏;③印制电路板、功放板及机床供电系统本身有问题。
故障处理:首先检查车床Z轴机械。用手盘绕电动机后端螺钉,没有感到力量过大和不均匀现象,排除机械故障。用万用表和摇表检查Z轴步进电动机绕组和绝缘情况都很好,排除步进电动机本身问题。将Z轴步进电动机连到X轴功放板上进行控制,一切正常说明除功放板损坏外无其他元件损坏。仔细检查输入电源发现系统外壳对地有150V交流电压,仔细检查连线发现系统外壳对地电阻很大,500V的欧姆表在0.5MΩ左右。这就是故障原因。因为系统接地不好,造成系统在高低压变化时或断电停车瞬间反向电动势升高,超过功放管的反向击穿电压,将功放管烧毁。将系统接地重新处理,故障排除,更换新功放板,机床恢复正常工作。
【例1-121】 一台数控车床出现1207 Alarm-A EC overload FRM8 oil pump motor for spindle headstock(FRM8主轴液压泵过载)。
数控系统:日本OKUMA OSP 7000L系统。
故障现象:这台机床在运行时出现这个报警,主轴无法起动。
故障检查与分析:因为报警指示主轴润滑液压泵过载,所以对液压泵进行检查发现,液压泵电动机没有问题,而是液压泵损坏,致使液压泵电动机旋转时产生过载信号,PLC检测出这个信号后进行报警,并由NC系统显示报警信息。
故障处理:更换新的液压泵,机床恢复正常使用。
【例1-122】 一台数控车床卡盘工件夹不上。
数控系统:日本OKUMA OSP7000L系统。
故障现象:卡盘工作不正常,夹不住工件。
故障检查与分析:根据机床工作原理,卡盘的夹紧、松开是电磁阀控制的,卡盘夹紧是PLC输出OUT3的bit3“CHCLO”控制的,松开是PLC输出OUT3的bit2“CHOPO”控制的。在手动操作方式下,试验卡盘的松开和夹紧,利用系统CHECK DATA(检查数据)功能调用如图1-65所示的PLC状态显示画面,踩脚踏开关,信号“CHCLO”和“CHOPO”状态交替变化,说明PLC输出控制信号没有问题。检查夹紧电磁阀,发现线圈烧断。
故障处理:更换电磁阀的电磁线圈,机床恢复正常工作。
【例1-123】 美国AB公司数控系统X轴来回摆动故障的处理。
故障现象:开机后X轴来回摆动。
故障检查与分析:该车床配置的AB Bandit数控系统是美国AB公司的经济型数控系统。故障发生后检查位置控制和推动板无问题,检查电动机发现电动机有润滑油浸出,打开电动机用布擦干后摆动减小,但故障仍未排除,故怀疑是电动机有故障。
故障处理:更换电动机的同时把对油垫圈和可能向电动机涌油的各种机械部件进行处理后,故障排除。
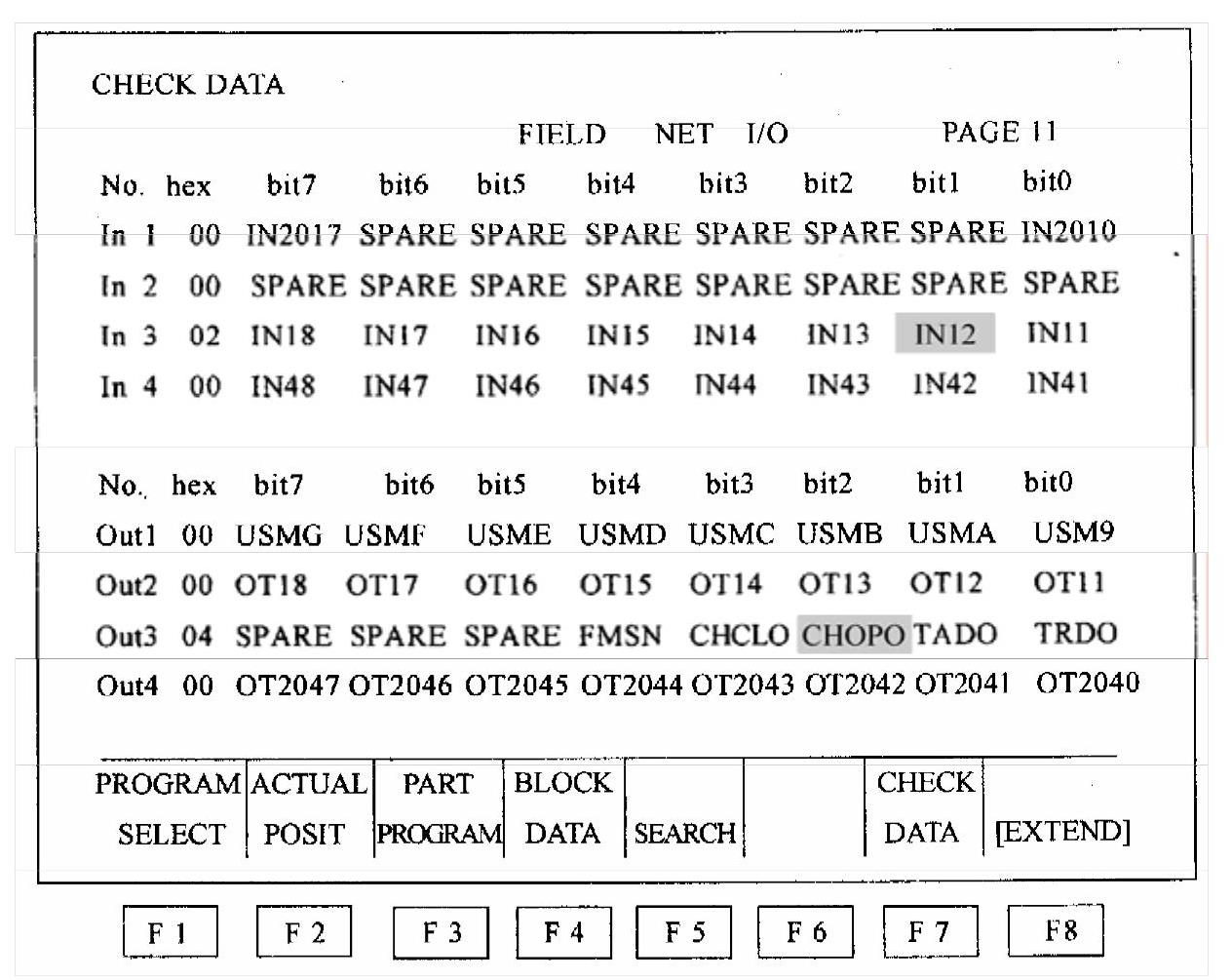
图1-65 日本OKUMA OSP7000L的PLC状态显示
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。