



【例1-105】 主轴转速不稳故障。
故障设备:某机床厂TND360数控车床,采用TX-8系统。
故障现象:机床开机后,前l0min左右主轴速度上不去,无具体报警信号指示或显示,l0min后可以正常工作。一个多月后,这种现象的时间稍延长,且机床正常运行中也会出现主轴转速不稳,并出现A16号报警。
故障检查与分析:在机床出现故障而无报警显示的情况下,只检查主驱动部分的主电源电压、连接电缆、焊接件、主电动机电刷及测速元件等,均正常,其他基本无从查起。出现A16号报警后,查报警内容为低于最低场励磁或者运行前没有准备。但机床开机后,前l0min各部分运行准备正常,只是主轴速度上不去,而主轴速度与场励磁有关,所以重点检查场励磁部分。检查主轴电动机、测速发电机接线端子、电枢线圈、电刷、连接电缆等均正常。再检查场励磁部分的电源(见图1-62)。发现磁场调节部分用电源变压器原电压交流380V正,二次侧交流20V电压有波动,励磁线圈的电压也跟着波动,当励磁电压快减到0V时,出现A16号报警,因励磁线路本身正常,所以故障应在磁场调节电源板上。取下印制电路板,仔细观察测量发现变压器副边15脚有裂痕,用手触动,出现明显接触不良状态,究其原因是由于温度影响,开机10min后,焊点随温度升高而膨胀。接触良好,关机冷却后,接触不好,反复如此工作中设备若有大的振动,故障就会出现。
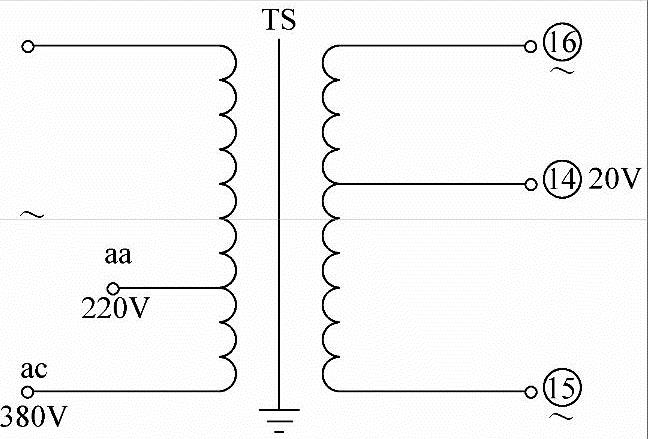
图1-62 磁场调节电源板变压器
故障处理:重新焊接15脚,故障排除。
【例1-106】 匈牙利EEN-400数控车床解除主传动禁止的方法探讨和故障处理。
故障现象:起动主轴驱动,无论是正转,还是反转,都不转。LED显示S•READY?用消除键能除去。
故障检查与分析:EEN-400匈牙利数控车床(380mm×1250mm)是由匈牙利西姆(SEIN)公司生产的。配置的数控系统型号为HUNOR PNC721,由匈牙利电子测量设备厂(ENGJ)生产,主驱动单元EFG380-105也由ENG厂生产。(https://www.xing528.com)
查操作手册,揭示S•READY?意为主传动不能被作用,可能是电源异常或失调;在连接线上相序错误;相序滞后或电压失效;主传动击穿破坏等。检查上述部位一切都正常,找不到故障点,同时伺服驱动也不响应。
根据以往调试进口设备的经验,进口精密机床总是会在调试的第一步、第二步上设置某些人为的硬件故障,以防调试人员在没有全部掌握本机床之前盲目开动。现在提示的既然是主轴准备好了没有,那么原因还应在主轴上。检查主轴转速系统给定的主轴转速为40r/min,这是主轴的最低速,但在实际切削中无实用价值。应该把它设置到加工切削时的正常速度。
故障处理:鉴于以上的分析,考虑在找不到更好的处理方法时,可用改变主轴转速的设制来试一试,改设转速120r/min,此时正转、反转、停均能达预期效果,报警信号消除,故障排除,同时伺服驱动也正常。
说明:①当再度设主轴40r/min,驱动能正常执行,也即第一次修改转速以后,一切都恢复正常,在其余二台数控车调试中也出现同样情况,都是通过改变一次主轴转速的设定后才能实现主驱动及伺服运动;②这次故障的排除有它的偶然性,也有它的必然性,偶然性是在我们并不了解报警的内涵,也不掌握处理方法,故障的排除只是碰巧,它的必然性是总结了以往调试进口机床的经验,以及对金属切削加工规律的了解,判断出既然能为精密的机床设置人为的硬件故障,那么也完全可以为CNC系统机床设置软件故障;③系统在为主驱动编制的程序中,很可能设置了一个计数器,必须在第二次接到40r/min的指令后才能执行40r/min或是必须接到主轴转速修改指令后才能执行主驱动,否则就显示S•READY?并禁止主驱动。如果系统已被打开并实现过主驱动的,只需在出厂装箱前重新输入一遍程序,则禁令又可被执行。这也是一种保护程序及保护机床的方法。只有在禁令被解除后,CNC系统才向主驱动单元输出准备好的信号,主驱动板上的LDl灯亮,主电动机才能被起动。
【例1-107】 一台数控车床主轴旋转出现报警1068 ALARM-ASPEED DEVIATION TOO LARGE SPDL(主轴转速偏差太大)。
数控系统:日本OKUMAOSP7000L系统。
故障现象:这台机床更换主轴轴承后,开机起动主轴时出现1068报警,主轴转不起来。
故障检查与分析:因为是维修主轴之后出现的这个报警,首先怀疑主轴没有维修好,但进行检查没有发现问题。用低速旋转主轴,可以转起来,但机床主轴负载表显示负载率为180%,过高,此时屏幕没有显示主轴速度。因此怀疑转速检测环节有问题,检查主轴速度检测传感器发现,由于安装不良,使传感器表面划伤,造成传感器损坏。
故障处理:更换传感器后,主轴恢复正常工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。