



【例1-60】 德国VDF.BOE-HRINGER公司生产的PNE710L数控车床,其数控系统为西门子5T系统。失控故障的处理、硬件连接故障诊断与排除。
故障现象:在正常加工过程中,突然出现拖板高速移动,曾发生撞坏工件、卡盘和刀架的严重事故。这种故障是随机的,从早期的几个月一次,发展到每天几次,出现故障时必须按急停按钮才能停止。
故障检查与分析:
1)因为机床已经过较长时间使用,并且是自动运行的,因此故障不是出自编程和操作者;
2)数控柜根据内部程序发出的X、Z坐标移动指令,是由A板输出接到机床侧驱动板的5号、8号输入端子,如能测量这一点的电压情况,便可判断故障所在,但由于故障的偶然性,测量很困难。
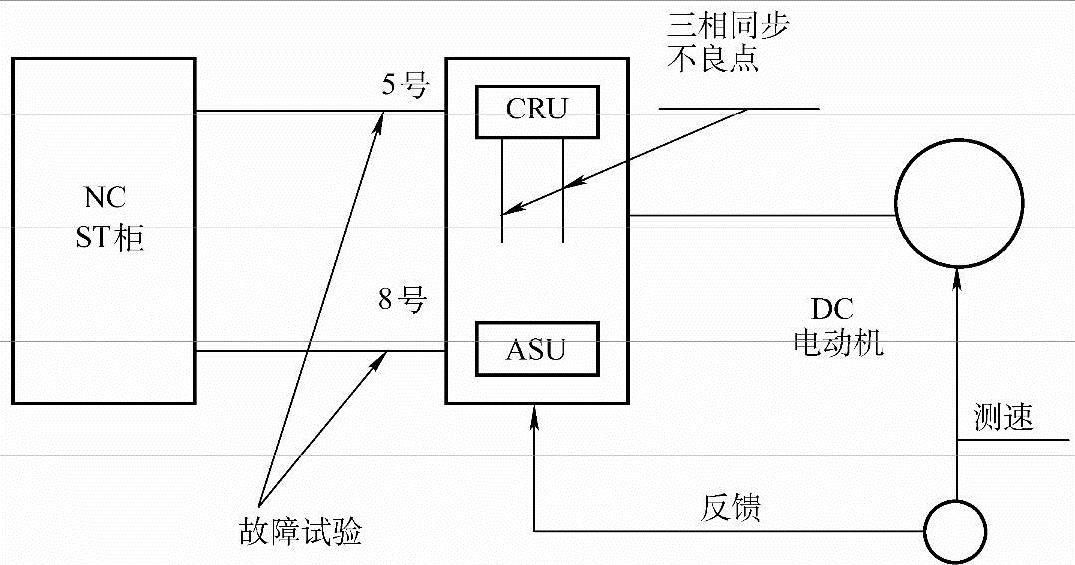
图1-33 故障诊断分析图
3)根据随机故障现象,极有可能是机床驱动板接触不良引起。驱动板在机床侧以底板为基础,上有两块插件板(见图1-33),一块为CRU,一块为ASU,其中CRU板完成驱动器的速度调节、电流限制、停车监视、测速反馈及三相同步等功能。同步信号部分接触不良引起失控的可能性最大,该板的三相同步电源是由底板三相电源变压器通过两组插头引至该板的,是引起接触不良的关键点。为此把数控柜发出移动指令的输出线断开,即在驱动板的一侧断开5号、8号线,用绝缘物体在机床正常送电的情况下,敲击驱动板的插头部位,此时会出现拖板高速移动故障,可断定根源就在此处。
故障处理:记录驱动板的型号,为了便于维修和更换,把印制电路板设计成插接式,其中CRU板有两组多芯插头与底板CPI相连。实践证明,进口机床的电子元件本身损坏率极低,只要采用焊接连线的方法替代原插头连接式,问题便得到解决。经过焊接后的印制电路板,再振动也不会发生失控故障,运行两年多一直正常。
说明:
1)敲击再现故障时,要把工件、刀具卸下,拖板移至中间位置,使之留有失控时安全移动距离及人为紧急停车时间。
2)失控时的移动速度极高,出现烧掉80A驱动板保险的情况,因此不宜多试。
3)本故障多发生在夏季,其插头的可靠性与环境温度、湿度有关。
【例1-61】 一台数控车床出现报警6016 SLIDE POWER PACK NO OPERATION(滑台电源模块没有操作)。
数控系统:西门子810T系统。
故障现象:这台机床开机就出现6016报警,伺服系统起动不了。
故障检查与分析:这台机床的伺服系统采用西门子6SC610交流模拟伺服驱动系统。因为报警信息指示伺服控制系统有问题,所以首先对伺服系统进行检查,发现电源模块G0上无指示灯亮,怀疑G0板有问题,对G0板进行检查,发现其上的熔丝和几个器件已经烧断路,说明确实是G0板损坏。
故障处理:更换G0板,机床恢复正常工作。
【例1-62】 一台数控车床出现报警1121 Clamping monitoring(夹紧监控)。
数控系统:西门子810T系统。
故障现象:这台机床的伺服系统采用的是西门子6SC610交流模拟伺服驱动装置,一次在开机回参考点时,出现1121报警,指示Z轴运动出现问题。
故障检查与分析:关机之后重开报警消失,但回参考点时还是出现这个报警。为了观察故障现象,手动移动Z轴,当按下+Z按键时,屏幕上显示的Z轴坐标值发生变化,但轴实际上没有动,直到屏幕上的Z轴坐标值变到+14左右时,系统产生1121报警,屏幕上Z轴的坐标值又恢复到0。负向运动时,当坐标值变到-14左右时也出现1121报警。
根据故障现象分析,数控系统让Z轴运动,但实际上Z轴并没有运动,数控装置发出命令,但伺服电动机并没有执行。为了确认故障,检查伺服装置的输入控制信号,当Z轴手动运动按钮按下时,伺服系统N1板上端子56、14间有电压变化,而控制Z轴伺服电动机的驱动功率模块上的输出端子却没有电压变化,说明问题出在伺服控制系统上。
故障处理:为了进一步确认故障,更换伺服装置的伺服控制板N1,故障消除。说明是控制板N1损坏。这个故障的原因是伺服控制装置接到Z轴运动信号后,因为N1板损坏,没有使Z轴伺服电动机旋转,系统也就没有得到移动的反馈,跟随误差变大而产生了1121报警。
【例1-63】 一台数控车床出现报警6015 SLIDE AXIS MOTORTEMPERATURE(滑台伺服电动机温度)。
数控系统:西门子810T系统。
故障现象:这台机床开机就出现6015报警,伺服系统不能工作。
故障检查与分析:这台机床的伺服系统采用西门子6SC610交流模拟伺服驱动装置,在出现报警时,对伺服系统进行检查发现,伺服装置的控制板N1上第二轴的电动机超温报警灯亮。第二轴是机床的Z轴,检查Z轴伺服电动机并不热,对热敏电阻进行检查也正常没有问题,将X轴伺服电动机的反馈电缆与Z轴的伺服电动机反馈电缆在控制板上交换插接,发现故障报警灯还是第二轴的亮,说明伺服控制板N1有问题。
故障处理:更换N1板,报警消除,机床恢复正常工作。
【例1-64】 一台数控车床开机出现报警6000 Servo not ok(伺服有问题)。
数控系统:西门子810T系统。
故障现象:这台机床一次开机起动系统时,出现6000报警,指示伺服系统有问题。(https://www.xing528.com)
故障检查与分析:这台机床的伺服系统采用西门子611A交流模拟伺服驱动装置,检查伺服装置,发现电源模块上的5V电源指示灯没有亮,检查电源模块输入380V交流没有问题,但直流母线无600V直流电压。脱开主轴驱动模块和伺服驱动模块后,故障现象依旧,为此判断伺服电源模块6SN1145-1 BA00-0DA0有故障。
故障处理:拆开电源模块进行检测,发现大功率晶体管没有问题,只有几只2MΩ的电阻开路,更换损坏的器件,将伺服电源安装到机床,开机后机床恢复正常工作。
【例1-65】 一台数控车床X轴偶尔有振动现象。
数控系统:西门子810T系统。
故障现象:这台机床在自动运行时,X轴偶尔会出现剧烈振动的现象,关机再开,机床还可以工作。
故障检查与分析:在出现振动故障时,检查X轴的跟随误差,发现误差在0~0.lmm范围内波动,此值与滑台的实际振幅相同,由此确定数控系统的位置反馈系统正常。
这台机床的伺服系统采用西门子6SC610交流模拟伺服驱动装置,为了确定故障部位,逐步缩小范围,将X轴和Z轴的功率模块和伺服电动机分别进行了对换,伺服系统的控制模块N1也与其他机床的进行了对换,但故障依旧,还是X轴经常出现振动。更换数控系统的测量模块也没能解决问题。
检查伺服电动机的动力电缆也没有发现问题,根据图1-34检查伺服电动机的测速反馈电缆,发现该电缆11号线线间电阻过大,对电缆进行检查发现电缆弯曲有折断现象,拆开检查发现确实11号线折断,造成接触不良。11号线连接测速电动机的R相测速信号,11号线时断时连使速度反馈信号不稳,造成伺服系统产生振动。
故障处理:将11号线重新连接并加固定后,机床开机恢复正常工作。
【例1-66】 一台数控车床X轴运动出现报警1160 X axis contour monitoring(轮廓监控)。
数控系统:西门子840C系统。
故障现象:这台机床开机,X轴回参考点时出现1160报警,并且X轴滑台没有动。
故障检查与分析:手动移动X轴也出现1160报警,根据故障现象和报警信息,机床的
X轴得到运动指令后,实际上并没有移动,所以产生1160报警。因为X轴滑台没有动,所以首先检查X轴伺服电动机的驱动电压,在让X轴运动时,伺服电动机没有驱动电压,说明伺服电动机没有问题。
这台机床的伺服控制采用德国INDRAMAT交流模拟伺服驱动装置,在起动X轴运动时,检测X轴伺服控制装置端子1、2之间的给定电压,有电压输入,说明数控系统已经输出了运动指令值,但检查7号端子的使能信号时,却发现没有使能信号。
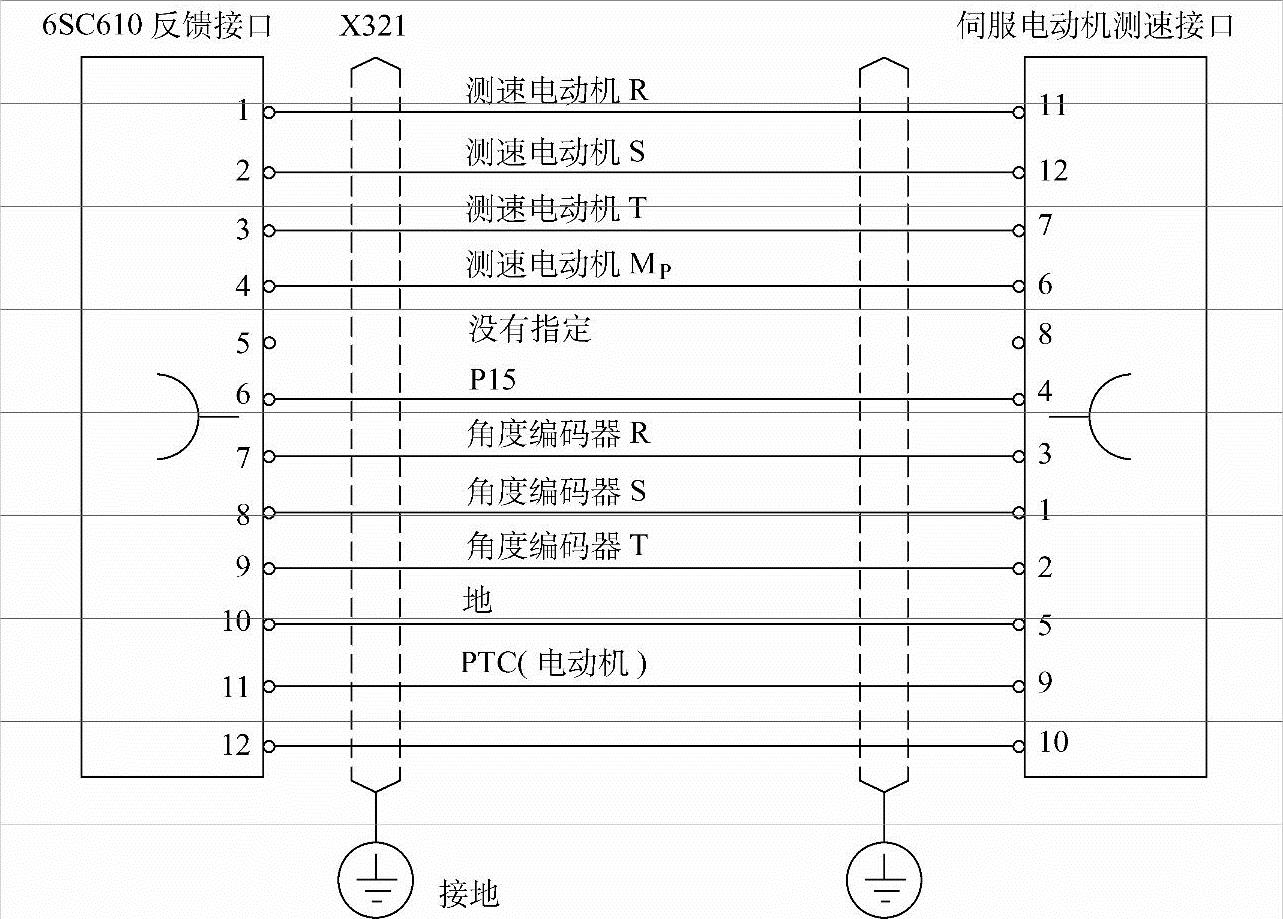
图1-34 西门子6SC610伺服系统控制模块速度反馈接口连接图
查看这台机床的电气图样,分析使能的给定原理,这台机床除了系统给出使能外,PLC也给出了使能信号,如图1-35所示,其使能信号连接如图1-36所示。
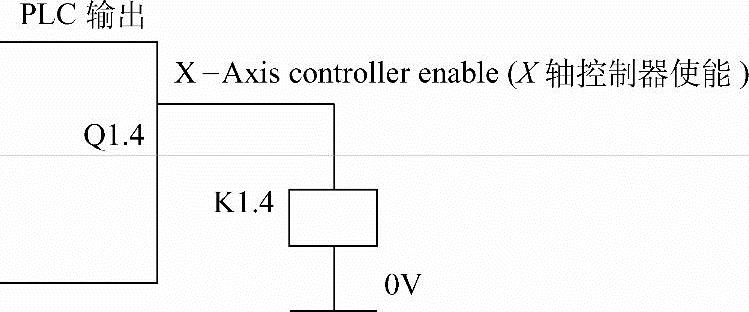
图1-35 X轴伺服使能输出信号
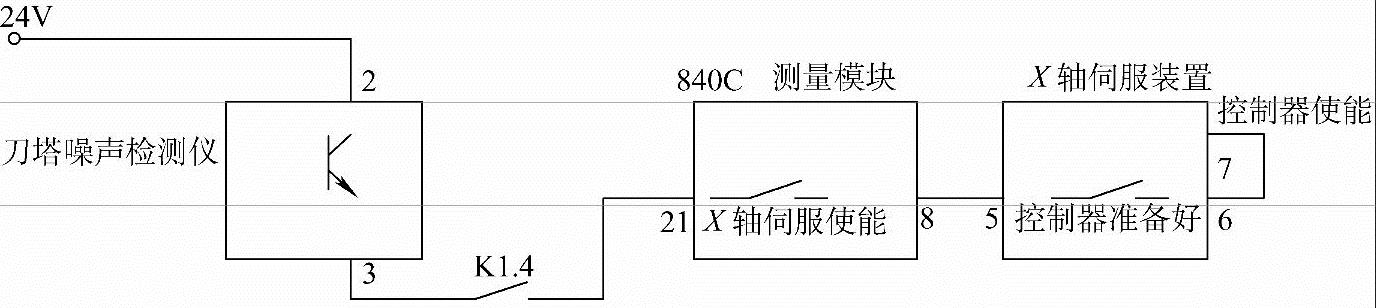
图1-36 X轴伺服使能信号连接图
首先检查PLC的X轴使能信号Q1.4为“1”没有问题,继电器K1.4的触点也闭合了。
根据图1-36所示的连接图进行逐个检测,840C测量模块X轴伺服使能信号没有问题,X轴伺服控制器准备好信号也正常,只是发现刀塔噪声监测仪的触点没有闭合,发现该监测仪有报警信号。
故障处理:复位刀塔噪声监测仪的故障信号,这时机床X轴进给运动恢复正常。
【例1-67】 一台数控车床出现报警300101 No drive found(没有发现驱动)。
数控系统:西门子840D系统。
故障现象:这台机床一次出现故障,系统显示300101报警,指示没有发现驱动。
故障检查与分析:这台机床的伺服系统采用西门子611D交流数字驱动装置,X轴和Z轴使用一个双轴驱动模块,检查驱动装置,发现其上报警红灯亮。检查驱动直流母线电压正常,查看驱动数据,发现读驱动数据特别慢,读出来后里面什么也没有,全是“#”号,用“下翻”键看里面全是0。为此,认为可能是驱动数据丢失,重新装载驱动数据,几次都不成功,装载到一半就出错了,改变波特率也装载不了。检查总线连接没有问题,使用临时总线也没有解决问题。与其他机床互换驱动控制模块后,故障转移到其他机床,说明驱动控制模块损坏。
故障处理:更换新的驱动控制模块后,机床恢复正常工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。