



图5-19所示为JISSKS系等低合金工具钢的淬火曲线,基本上与碳素工具钢相同。预热通常在650℃进行,内外温差消失后保温5min即可。随后注意要尽量快速加热到各钢种相应的淬火温度(奥氏体化温度)来极力减少氧化和脱碳。
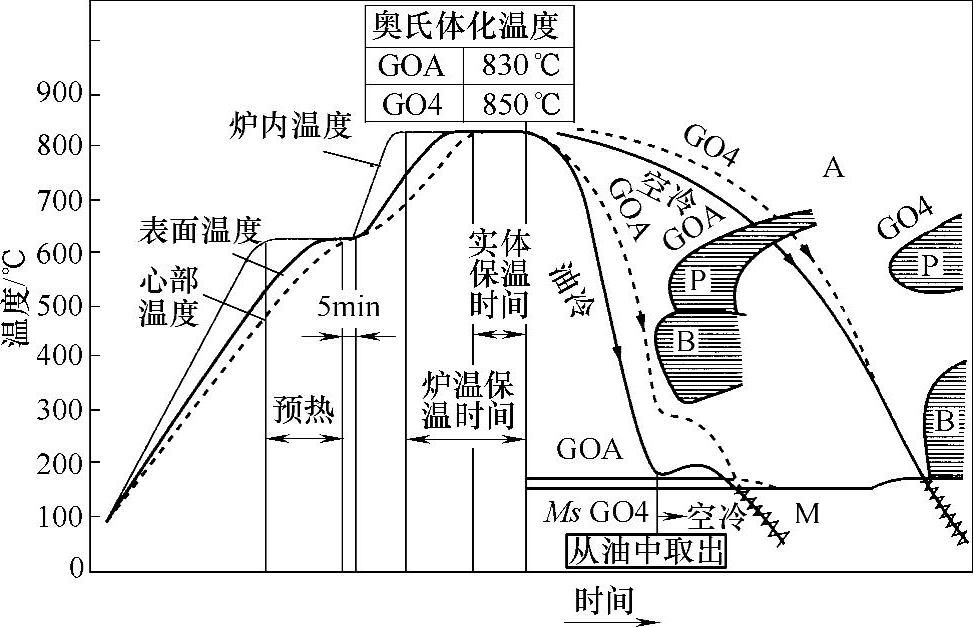
图5-19 低合金工具钢的淬火曲线
低合金工具钢的适宜淬火温度区域较窄,所以在炉温的设定和管理上要严加注意。通常淬火温度过低会造成碳化物固溶量减少而降低淬透性,即产生不完全淬火组织。另一方面,淬火温度过高则会增加残留奥氏体量,导致硬度下降。
虽说低合金工具钢的淬透性比碳素钢要好一些,但珠光体和贝氏体转变“鼻尖”仍偏向于连续冷却转变图中时间较短的一侧,所以冷却方式基本上用油冷。从炉中取出模具后浸入60~80℃的油中并加以搅拌或喷流进行冷却。避开珠光体和贝氏体的转变“鼻尖”冷却下来后,如放入油中冷到底则会有开裂危险,所以应在稍高于Ms线之上取出空冷。冷却到50℃左右放入回火炉的过程与碳素钢相同。另外,GO4钢(大同品牌)的珠光体和贝氏体的转变“鼻尖”仍偏向连续冷却转变图中时间长的一侧,所以空冷也可实现淬火。(https://www.xing528.com)
如果是容易发生淬火开裂的形状,可利用前述分级淬火法。用分级淬火油在稍高于Ms线约200℃淬火后,保温几分钟即取出冷却,以防止淬火开裂。
低合金工具钢的回火曲线如图5-20所示。为确保回火硬度达60HRC以上,并避开韧性低谷区域而在150~200℃回火。模具温度均匀后保温1h即可。如果回火过程完善,全部达到回火马氏体且硬度也符合设定范围的话,回火只进行一次也没问题。不过,依温度不同,马氏体也有残留的可能,所以为了不让硬度下降,在比第一次回火温度低10℃的温度进行第二次回火。如果第一次回火后硬度偏高,也可利用第二次回火来调整。
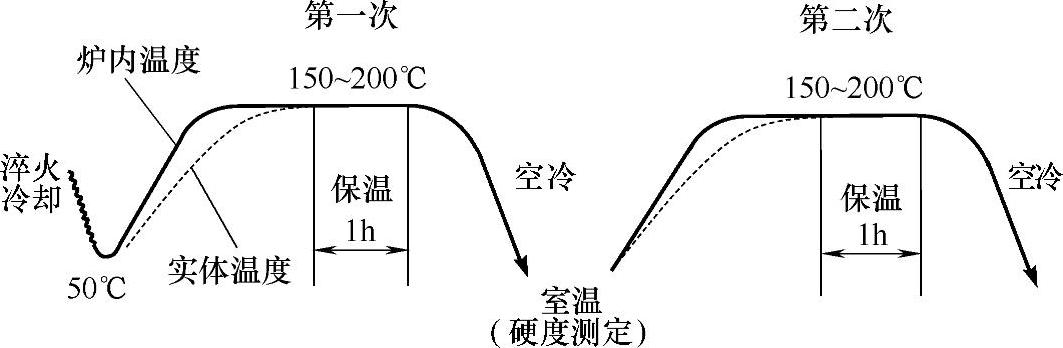
图5-20 低合金工具钢的回火曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。