



【摘要】:装配尺寸链与工艺尺寸链有所不同。图5-17 碳素工具钢的淬火曲线碳素工具钢的回火曲线如图5-18所示。图5-18 碳素工具钢的回火曲线图6-4装配中的平面尺寸链图6-5平面尺寸链的解算6.2.4.2装配尺寸链的建立装配尺寸链的建立就是在装配图上,根据装配精度的要求,找出与该项精度有关的零件及其有关的尺寸,最后画出相应的尺寸链图。
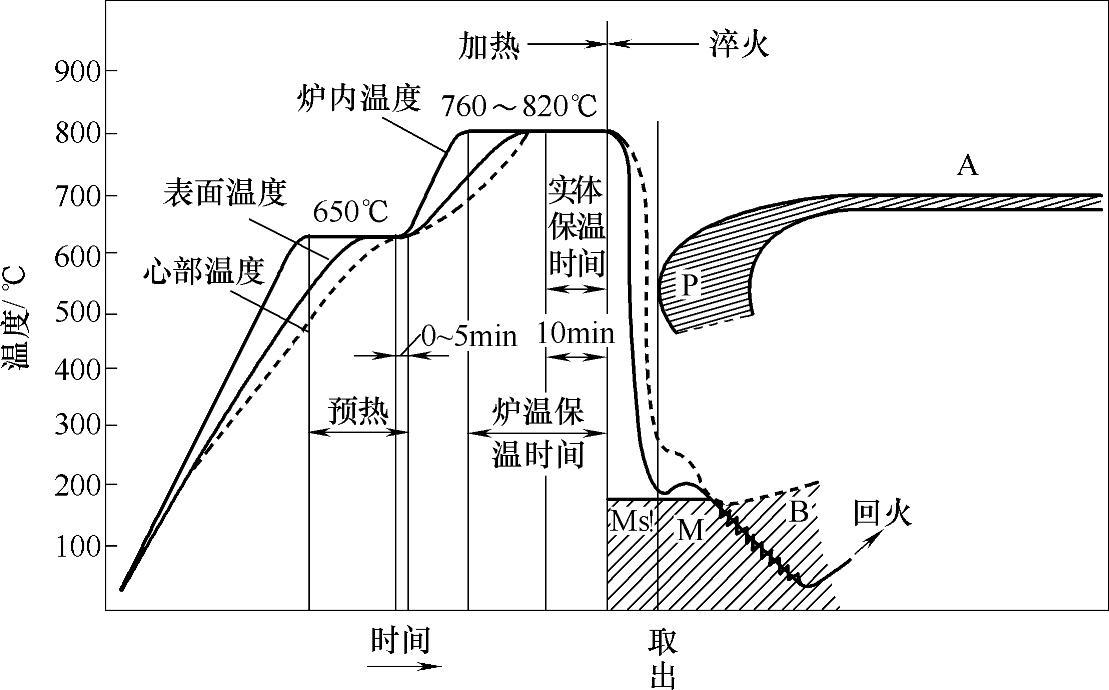
碳素工具钢的淬火曲线如图5-17所示。就模具的加热过程来看,装炉后升温时会在表层和心部之间产生温度差,如果以此状态加热到奥氏体化温度,则会出现心部到温较晚和表面保温时间过长的问题。为此,在低于转变点温度,比如碳素工具钢约在650℃,采取保温可缩小奥氏体化时的内外保温时间差。这一过程被称为预热。
心部温度达到奥氏体化温度后的保温时间,就碳素钢而言,10min即可。
通常在实际操作中,一般在预先掌握不同大小的模具和装炉量时的炉温以及模具表面和心部温度的前提下,对炉温达到设定温度后的时间进行管理。
淬火方式为水冷或油冷。由于珠光体转变曲线的“鼻尖”偏向连续冷却转变图中时间短的一侧,因此为了不碰到这一转变“鼻尖”,SK系钢采用水冷,SKS系钢采用油冷。油冷时通常用加热到80℃左右的淬火油。此外,为了防止淬火开裂,应在稍高于马氏体转变温度取出空冷。取出冷却后,待模具表面温度降到50~60℃后立即放到回火炉中回火。这是因为如果在淬火马氏体状态下放置于室温的话,容易发生淬火开裂。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-17 碳素工具钢的淬火曲线
碳素工具钢的回火曲线如图5-18所示。回火温度是150~200℃,通常在180℃进行两次。模具心部温度达到炉温后,保温1h即可。回火时也同样需要预先掌握不同尺寸模具和装炉量的内部升温滞后程度,要在计入此部分的前提下来管理回火加热后的保温时间。
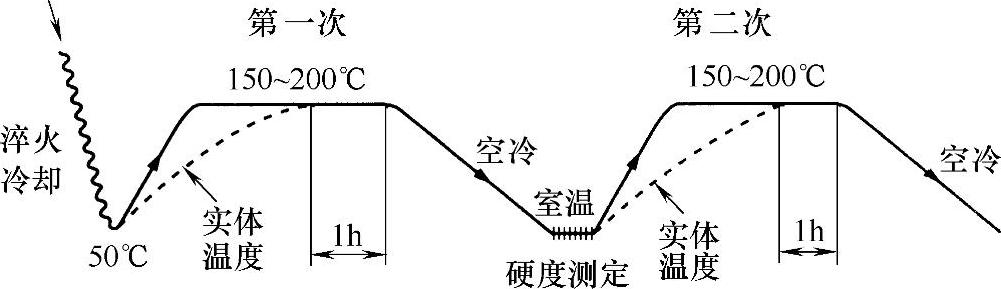
图5-18 碳素工具钢的回火曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。