



塑料成形加工以注射成形为主。注射成形是将塑料加热至熔融状态后注入模具中,使其固化成形后取出的过程。此外,还有将粉末状树脂塑料装入型腔中进行加热加压成形的压缩成形;将树脂装入加料室内加热软化后用柱塞压入模腔的传递模塑成形,以及挤压成形、吹塑成形、真空成形等多种方法。
在各种塑料成形设备当中,不仅包括模具,还包括各类附带的模具零部件,不过在此将以模具为中心对其性能要求加以介绍。虽然已在本书第3章就模具整体进行了总结归纳,但由于塑料模具按照所用塑料种类和产品的不同,其性能要求的涉及方面极多,所以在这里再次予以整理归纳。
1.成形使用中的性能要求
塑料模具的性能要求,主要分为使用时即塑料成形时的要求和模具制作时的要求。成形方面的要求已在本书第3章介绍过,包括硬度高、耐磨性好、韧性高、耐开裂性好、耐崩角性好、对腐蚀性塑料的耐蚀性好等内容。
(1)硬度 模具的耐磨性一般与硬度有关,像冷作模具钢存在大量硬质碳化物,其耐磨性较高。当用模具成形时,在分型面上会夹有残留塑料,导致合模时容易形成凹痕等,故产品批量较大时更倾向采用高硬度模具。
(2)韧性 韧性即是模具的耐冲击性或耐开裂性,与硬度和耐磨性相反。尤其模具的凸起部分及销杆类等模具部件需采用高韧性材料。
(3)耐蚀性 成形温度较高的特种工程塑料及含阻燃剂的塑料容易产生腐蚀性气体。另外,氯乙烯、氟树脂塑料等会产生氯气及氟化氢气体,所以有时会对模具有耐蚀性要求。
此外,为缩短成形周期而增强模板水冷的同时,水孔内壁生锈氧化也会影响导热效果,致使冷却能力下降。这种情况下要使用有耐蚀性的模板。
耐蚀性主要取决于合金元素的化学成分。通常含铬量较多时会在表面形成钝化膜,比如铬的质量分数达12%以上时几乎不会被腐蚀。不过,在氟气及卤素气体(氯、溴)的环境下,因其反应生成物对钝化膜有破坏作用,所以仅靠铬来增强耐蚀性是有一定限度的。另外,钼在非氧化性的腐蚀气氛中形成的稳定钝化膜有耐蚀作用。
(4)镜面性 塑料模具的成形表面质量直接决定着成形产品的表面质量,所以镜面性相当重要。比如透明制品及化妆品容器等要求型腔要达到镜面,还有用于透镜、CD、DVD成形的模具等,更需要达到超过#10000研磨号数,即0.01μm以下的微细表面精度。所谓镜面性,是指即使提高研磨号数继续进行镜面研磨也不会出现麻点(针孔),以及可得到没有波纹的精细表面程度。同时还要求在使用中该镜面能有持久性。
一般来说,硬度越高镜面性越好。这是因为不易被研磨剂擦伤,以及与硬质夹杂物及碳化物颗粒的硬度差较小,这些颗粒可与基体一起进行均匀研磨。
显微组织对镜面性的影响也较大。出现针孔的主要原因在于硬质氧化物系非金属夹杂物的脱落,所以需要使用夹杂物较少的纯净钢。另外,形成钢锭时的凝固偏析引起的显微偏析会成为研磨不均的原因,所以希望使用偏析较轻微的均质材料。因此,用于超镜面模具的材料为纯净、偏析少且富于均匀性的重熔精炼钢(VAR,ESR)。还有,要求进行超镜面抛光时,必须使用可防止表面氧化的耐蚀性不锈钢。(https://www.xing528.com)
2.加工制作中的性能要求
(1)切削性 由于形状复杂的塑料产品较多,其模具形状也就较复杂,从而要求塑料模具钢的切削性要好。所谓切削性,是指切削刀具承受的切削抗力、加工面的表面粗糙度、工具寿命及切屑破碎性四个方面。一般来说,硬度越高切削抗力越大,会降低刀具寿命。另一方面,如硬度过低则会粘刀,尤其是钻孔加工时,会出现切屑不易排出的问题。
为提高切削性,常采用易切削钢。易切削钢是指在钢中加入S、Pb或Ca等易切削性元素,并形成非金属夹杂物的钢种。当加入S时会形成硫化物MnS,而加入Pb时则成为单质颗粒,这些颗粒有促成应力集中形成缺口的效果,以及靠自身的润滑作用来减小切削抗力从而延长刀具寿命的作用。加入的Ca可附着于工具表面起到润滑作用,有利于延长工具寿命。由于Pb的熔点(327℃)较低,难以用于模具中,一般多使用S。
(2)镜面性 镜面性是来自模具使用角度的性能要求,但如何打磨出高精度镜面,从加工制作角度来看也十分重要。
(3)蚀纹加工性 蚀纹加工主要用于汽车内饰件、家电产品和办公设备等重视外观设计的产品的成形。利用光阻法,经各种酸蚀在模具表面形成凹凸纹路,据其形态不同分别称为皮纹、梨纹、木纹等。
当存在偏析和不良组织,粗大一次碳化物和非金属夹杂物较多时,会造成腐蚀不均,以致不能得到良好的蚀纹面。另外,在堆焊时,如该部位的显微组织及硬度不均匀也会造成蚀纹不均,需特别予以注意。
(4)电火花加工性 在模具加工阶段影响模具质量的重要因素,不仅是切削加工,还有电火花线切割及电火花成形加工的电火花加工性。当然,电火花线切割相对不易发生开裂和变形。另外,电火花加工时形成的表面变质层(熔融、急冷凝固部)形成拉应力有时会产生微裂纹,需将这一变质层研磨去除后使用。因此变质层硬化程度低且容易磨掉的低碳钢较为适用。此外,对含有非金属夹杂物的易切削钢及有粗大碳化物的冷作模具钢等来说,硬质相与基体相的电火花加工性有差异,以致在其界面易出现凹点,所以选择材料时要加以注意。非金属夹杂物和粗大碳化物对电火花加工表面的影响如图4-38[35]所示。
(5)焊接性 模具出现磨损、破损及开裂等问题后,对损伤部位进行修补以及变更设计,还有弥补加工失误等都会用到堆焊修补,因此希望塑料模具钢能容易进行堆焊,不易发生焊接开裂及焊接空隙等。尤其是对于重视外观质量的型腔表面,关键在于要让补焊部位与母材之间不产生光泽差及硬度差。
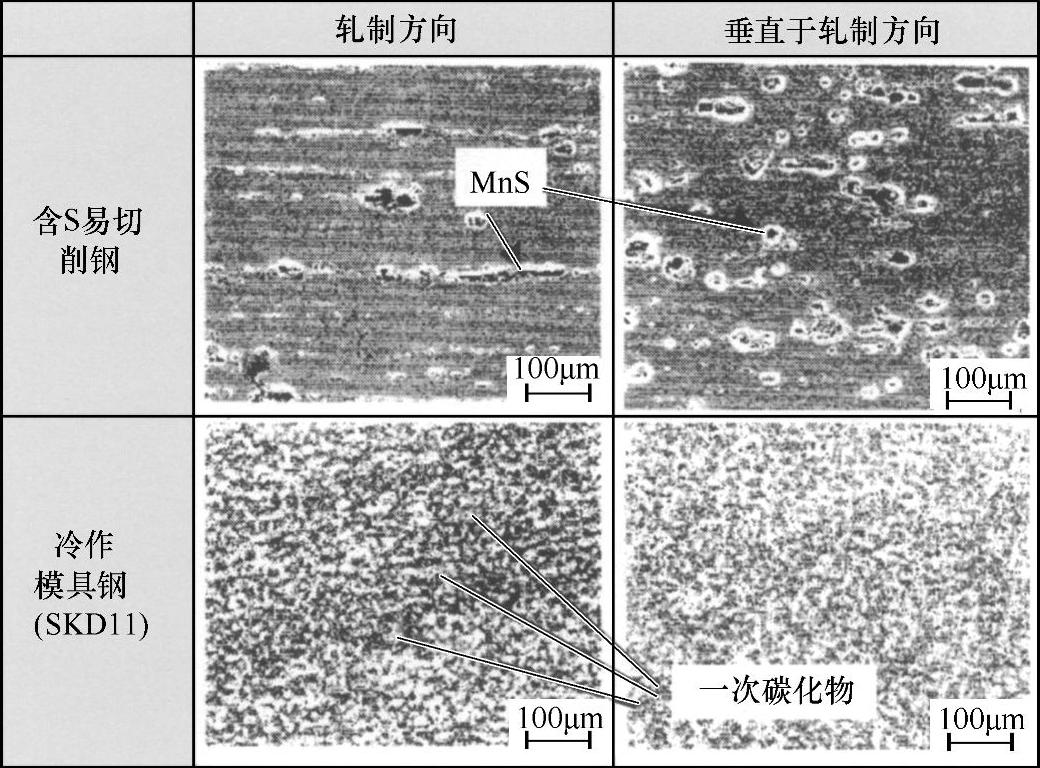
图4-38 非金属夹杂物和粗大碳化物对电火花加工表面的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。