



生产实践中应用最广泛的淬火分类是以冷却方式的不同来划分的。主要有单液淬火、双介质淬火、分级淬火和等温淬火等。常用的淬火方法如图13-4所示。
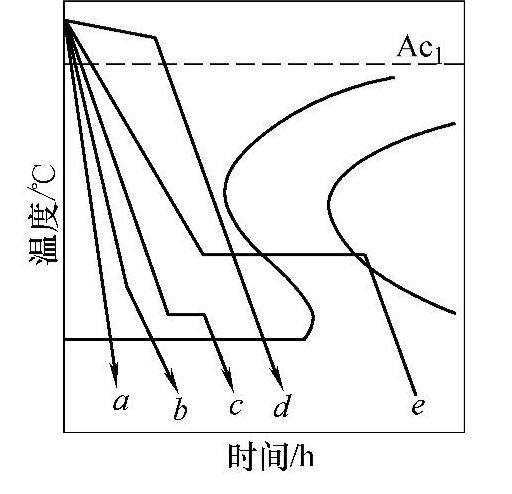
图13-4 基本淬火方法冷却曲线
1.单液淬火
单液淬火就是将奥氏体化工件迅速浸入某一种淬火介质中,一直冷到室温的淬火操作方法,见图13-4中曲线a。单液淬火选择冷却介质时,必须保证工件在该介质中的冷却速度大于此工件钢种的临界冷却速度,并应保证工件不会淬裂。单液淬火介质有水、盐水、碱水、油及一些专门配制的淬火剂。一般情况下碳素钢淬水,合金钢淬油。
单液淬火操作简单,有利于实现机械化和自动化。其缺点是冷速受介质冷却特性的限制而影响淬火质量。例如,碳素钢工件淬油则由于冷速太慢而淬不硬,淬水或盐水则由于这些介质在Ms以下冷速仍很高,容易导致工件的变形和开裂。因此,单液淬火对碳素钢而言只适用于形状较简单的工件。
2.双介质淬火
双介质淬火就是将钢件奥氏体化后,先浸入一种冷却能力强的介质,在钢件还未达到该淬火介质温度之前即取出,马上浸入另一种冷却能力弱的介质中冷却,如先水后油、先水后空气等,如图13-4中的曲线b所示。其典型例子是碳素工具钢的水淬油冷,即将工件先淬入水中避开奥氏体等温转变图的“鼻子”,冷至300℃左右进行马氏体转变时,再浸入油中缓冷,这样就能有效地减少变形、开裂。
双介质淬火的关键是控制好在第一种介质中的冷却时间。时间太短,则会发生非马氏体组织转变而淬不硬;时间太长,则马氏体转变已在快冷过程中开始,这样双介质淬火将失去其意义。因此,在实际操作中必须结合实际经验严格掌握。由于双介质淬火受人为因素影响较大,质量不易控制,在应用方面有一定的局限性。
3.分级淬火
马氏体分级淬火就是将钢材奥氏体化,随之浸入温度高于钢的Ms点的液态介质(盐浴或碱浴)中,保持适当时间,然后取出油冷或空冷,以获得马氏体组织的淬火工艺,常常简称为分级淬火。
分级淬火根据分级温度和次数的不同,可分为一次分级淬火和多次分级淬火。
一次分级淬火,等温温度稍高于Ms点,等温时间以不发生贝氏体转变为原则,工艺如图13-4中的曲线c所示。
多次分级淬火,在Ms点以上等温多次,等温温度都在过冷奥氏体稳定区,等温时间以不发生非马氏体转变为原则。
采用马氏体分级淬火,由于在分级温度的停留,使截面温度均匀后再空冷,这大大减少了工件内外冷速的差别,从而使马氏体转变的不同时性明显降低,能有效地减少相变应力;同时,由于分级淬火的介质冷速较慢,且分级停留,其冷速更缓,因此整个淬火过程的热应力也大大减少。综上所述,分级淬火能有效地减小工件淬火的变形、开裂倾向。所以分级淬火适用于精度要求高的合金钢和高合金钢工件,也可用于截面尺寸不大、形状复杂的碳素钢工件。
4.延迟淬火(https://www.xing528.com)
延迟淬火冷却是为了减少淬火后残余应力和畸变,将钢件奥氏体化后先较缓慢地(一般在空气中)冷却到略高于Ar3(或Ar1)点,然后进行淬火冷却的热处理工艺,如图13-4中曲线d所示。
工件淬火冷却时,其尖角和薄壁处冷速最快,如果从较高温度直接浸入冷却介质,由于这些部位先于其他部位发生马氏体转变,会产生很大的应力,使这些较薄弱部位极易产生裂纹。因此采取适当的预冷措施,使尖角和薄壁处因散热快而温度降得比其他部位低,减小了淬火时工件(特别是尖角和薄壁处)与介质的温差,使冷速减缓,从而减少了淬火应力,有效地避免裂纹的产生。这种淬火方法尤其适用于壁厚相差较大的工件。
5.贝氏体等温淬火
贝氏体等温淬火就是将钢材或钢件奥氏体化,随后冷到贝氏体转变温度区间(260~400℃)等温保持,使奥氏体转变为贝氏体的淬火工艺[2],有时也称为等温淬火,如图13-4中曲线e所示。
贝氏体等温淬火的特征是过冷奥氏体在下贝氏体转变温区,经长时间等温而进行组织转变,产生下贝氏体。由于工件截面上温度均匀,转变基本上同时进行,且下贝氏体比容比马氏体小、韧性好,因此贝氏体等温淬火过程中产生的相变应力大大低于常规淬火所产生的相变应力,所处理的工件一般变形小,且不会出现淬火裂纹。等温淬火的组织主要是下贝氏体,它硬度较高,且强度、韧性、塑性及疲劳强度等均比相同硬度的马氏体高。所以等温淬火一般适用于变形要求严格和要求具有良好强韧性的精密零件和工模具。等温淬火的缺点是由于等温盐浴温度较高,冷却能力差,只能应用于尺寸不大的工件。
6.局部淬火
局部淬火就是仅对零件需要硬化的局部进行加热淬火的工艺。局部淬火的主要形式有两种:局部加热局部冷却法和整体加热局部冷却法。前者适用于盐浴炉加热时的工件,后者箱式炉、盐浴炉均可采用。
7.冷处理
冷处理就是钢件淬火冷却到室温后,继续在一般制冷设备或0℃以下的介质中冷却的热处理工艺。其目的是为了最大限度地减少残余奥氏体,以进一步提高工件淬火后的硬度和防止工件在使用过程中因残余奥氏体的分解而引起的变形。冷处理仅适用于那些精度要求很高,必须保证其尺寸稳定性的工件。
实际生产中冷处理温度一般不超过-80℃,冷处理在专门的冷冻设备内进行。也可在放有低温介质的保温桶内进行。常用的低温介质是干冰(即固体CO2)或干冰加酒精,可以达到-70~-80℃的低温。冷处理应在工件淬火后冷却到室温后立即进行。否则由于奥氏体的稳定化作用,会削弱处理效果。
工件淬火冷却到室温后,继续在液氮或液氮蒸气中冷却的工艺称深冷处理。一般只在个别情况下才需采用深冷处理。
8.亚临界温度淬火(亚温淬火或临界区淬火)
如前所述,亚共析钢的正常淬火工艺是加热到Ac3+(30~50℃)的完全淬火。但是,大量研究工作证明,如果在正常的淬火与回火之间进行一次(或数次)加热温度在Ac1~Ac3之间的亚临界温度淬火,则能进一步提高钢的韧性,降低其脆性转化温度以及减低高温回火脆性,因而是一种很有效的韧化措施。亚温淬火的这种效果已在低碳锰钢[w(C)=0.09%~0.21%,w(Mn)=1.1%~6.7%]、中碳多元合金钢(如35CrMnSi、40CrMnSiTiV)等钢种上得到证实。
为了保证足够的强度并使残余铁素体均匀而细小,亚温淬火的温度最好选在比Ac3低不多的温度。正如已有的试验证明,过低的淬火温度(临近Ac1)反而会使钢的冲击韧度降低。
亚温淬火能改善亚共析钢的韧性,减小回火脆性倾向的基本原因可能是:①获得了适量的(均匀细小)铁素体,能引起脆化的杂质原子(P、Sb、Si等)在残余铁素体中富集,因而减少了在奥氏体晶界处偏聚的机会。②所得奥氏体的晶粒比通常完全淬火者更为细小且形态也往往有所变化(可由粒状变为针状)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。