



单纯为去除残余内应力而专门进行的退火,称为去应力退火,也称消除应力退火[1,4]。
在铸造、压力加工、焊接、热处理、切削加工及其他工艺过程中,制品可能产生内应力。多数情况下,工艺过程结束后,金属内部将保留一部分残留应力。较大的残余应力或者导致工件变形,或者导致工件开裂。
若残余应力为较大的拉应力,那么往往在负载不大(特别是冲击载荷)时就会使制件过早破坏。例如:铸钢件可能在风铲清砂,甚至在冬季穿堂风(热应力加残余应力)作用下发生裂纹;高强度铝合金大型半连续铸锭放置时,由于偶然的振动或冲击会发生炸裂,所释放的弹性能大到使数百千克(甚至数吨)的锭块发出强烈声响并撕开抛出数米之遥;焊接桥梁由于焊接应力过大可能突然破坏;整体焊接船体由于存在较大残余应力,甚至用铁钎清除甲板上的冰块都会造成船体断裂。表层的残余拉应力促进疲劳裂纹发生,因而特别不利于交变负荷下工作的零件。残余应力提高金属化学活性,在残余拉应力作用下特别易造成晶间腐蚀破裂。
铸造、焊接、压力加工、机械加工、淬火等残余拉应力是有害的,应完全或部分消除。
常用退火法来消除或减小残余应力。均匀化退火、回复退火、再结晶退火以及其他热处理过程均可能使残余应力消除,但这只是主要热处理过程中的一种伴生现象。而去应力退火则是单纯为消除残余应力而专门进行的退火[4]。
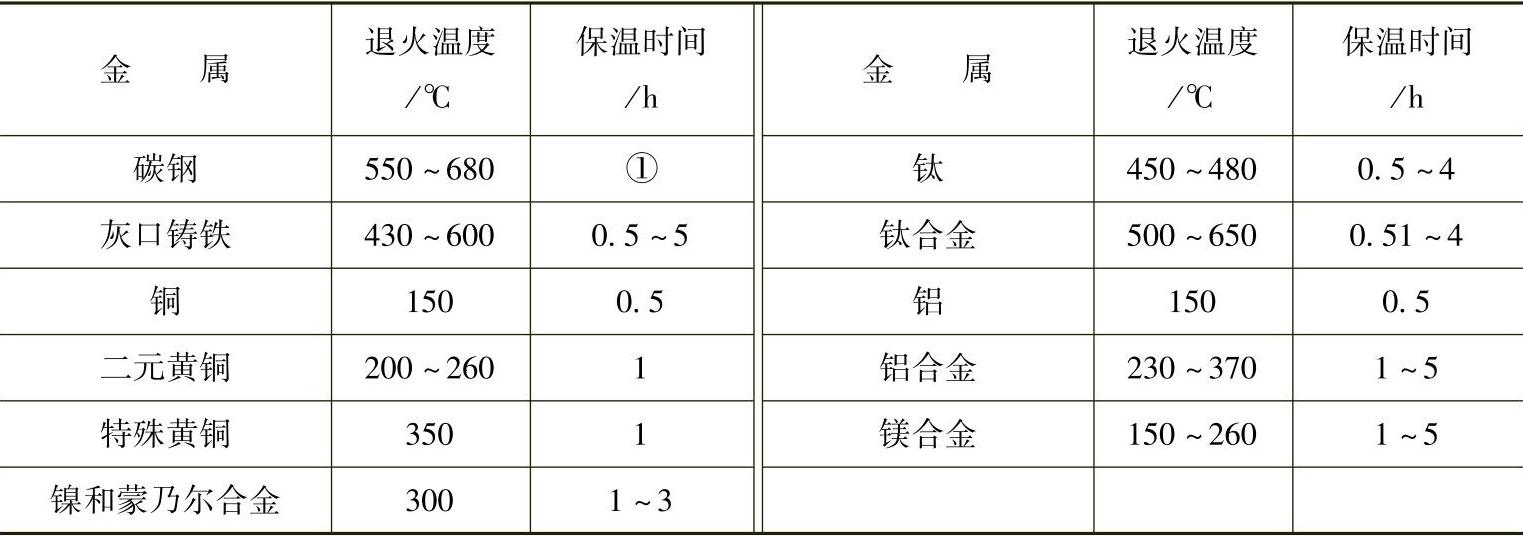
表12-10给出了各种材料的去应力退火条件。在退火时的加热速度,尤其是冷却速度必须低,否则会产生新的热应力。
表12-10 各种金属去应力退火的条件
 (https://www.xing528.com)
(https://www.xing528.com)
①每毫米厚度2.5min。
去应力退火温度范围的上限须由试验来决定,对可能损害金属力学性能和其他性能的组织变化,须加以适当的考虑。
钢去应力退火温度通常稍低于临界点温度Ac1。钢中铸造应力在600℃左右温度退火时几乎可以全部消除。对灰铸铁件,去应力退火应能制止石墨化的强烈发展,从而阻止硬度的显著降低。
铝合金的去应力退火温度介于时效硬化温度和淬火温度之间。时效硬化铝合金的强度性能在这个温度范围内会明显下降,因此,去应力退火很少用于变形铝合金。有时在最终切削加工(精加工)之前进行350~370℃温度的退火。否则切削加工后,可能引起挠曲。未均匀化的连铸铝锭,应在切成定尺坯之前,进行300~350℃的退火,以释放残余应力,消除切割时铸锭产生裂纹的危险。有些铝合金铸件(如精密仪表的元件)在230~300℃退火,以释放铸造应力,稳定它们的尺寸。
由铜、镍、钛或其变形合金所制的冷轧薄板或冲压件的残留应力要用不高于再结晶开始温度的退火消除,从而保存加工硬化金属的高强度特性。去应力退火,广泛地使用于w(Zn)超过20%的黄铜,因为这种黄铜对应力腐蚀(季节裂纹)具有强烈的敏感性。
由于材料成分、加工方法、内应力大小及分布的不同,以及去除程度的差异,去应力退火的温度范围很宽。企业在习惯上,把较高温度下的去应力处理称为去应力退火,而把较低温度下的这种处理,称为去应力回火,其实质都是退火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。