



为了减少金属铸锭、铸件、锻坯或焊接件的化学成分的偏析和组织的不均匀性,将其加热到高温,长时间保持,然后进行缓慢冷却,通过原子的扩散,以达到化学成分和组织均匀化,或者为使钢中的有害氢脱溶析出而进行的退火称为扩散退火[1,2]。
扩散退火主要应用于金属铸锭、铸件或锻坯,有时也应用于焊缝成分明显不同于基体金属的重要焊接件。扩散退火主要包括均匀化退火和预防白点退火[3]。
1.均匀化退火
在略低于固相线的高温下长时间加热,通过原子的扩散,为消除或减少金属化学成分偏析及显微组织的不均匀性而进行的退火称为均匀化退火。其目的是在高温下通过扩散来消除或减小实际结晶条件下晶内化学成分的不均匀性和偏离于平衡的组织状态,以改善合金材料的工艺性能和使用性能[4]。
在通常工业生产的冷却条件下,铸锭、铸件在非平衡结晶过程中将发生化学成分的偏析及显微组织的不均匀。化学成分的偏析和组织的不均匀性对合金的性能会带来很大的危害。若枝晶偏析使组织中出现非平衡脆性相,则合金塑性降低。枝晶内部化学成分不同,可形成浓差微电池,因此降低材料的电化学腐蚀抗力。铸造坯料(铸锭)进行轧制及挤压时,具有不同化学成分的各显微区域拉长并形成带状组织。这种组织可促使成品工件产生各向异性和增加晶间断裂倾向。在压力加工前的加热及热处理时,稍有不慎,就会发生过烧现象。由于偏析的存在,造成大型铸件内部成分相差较大,从而使相变过程产生差异,导致大型铸件组织与性能极不均匀,同时产生很大的组织应力。
均匀化退火时,铸件将发生一系列的组织变化。其中,主要的组织变化是枝晶偏析消除和非平衡相溶解,因而溶质浓度逐渐均匀化。铸锭经均匀化退火后,由于发生了非平衡相的溶解及过剩相的聚集、球化等组织变化,使室温下塑性提高,并使冷、热变形的工艺性能大为改善。均匀化退火还可消除铸锭内的残留应力。半连续铸锭的特点之一是存在较大的残留内应力。如果残留应力过大,还可能造成铸锭爆裂,危及操作人员及设备的安全。因此,对于残留应力较大且需进行均匀化退火的合金铸锭(例如热处理强化铝合金半连续铸锭),分段、铣削等机械加工应在均匀化退火后进行。
均匀化退火最主要缺点是费时耗能,经济效果较差,其次是高温长时间处理可能出现变形、氧化及吸气等缺陷。此外,因某些合金经均匀化退火后,成品强度有所降低,对要求高强度的材料则是不利的。
是否需要均匀化退火,主要根据合金类型及铸造方法而定,有时也需要考虑产品使用性能的要求。当铸造组织不均匀,晶内偏析严重,非平衡相及夹杂在晶界富集以及残留应力较大时,才有必要进行均匀化退火。
均匀化退火工艺规程的主要参数是加热温度及保温时间,其次为加热速度和冷却速度。
(1)加热温度 钢件均匀化退火的加热温度范围如图12-1所示。
有色合金通常采用的均匀化退火温度为(0.90%~0.95%)T熔,T熔为铸锭开始熔化的温度[4]。
(2)保温时间 生产中,保温时间一般是从铸锭(件)表面各部温度都达到加热温度的下限时算起。因此,它还与加热设备特性、铸锭尺寸、装料量及装料方式有关。最合适的保温时间应依据具体条件由试验决定。一般在数小时至数十小时。
(3)加热速度及冷却速度 加热速度的大小以铸件不产生裂纹和大的变形为原则。冷却速度应适当。例如,有些合金冷却太快会产生淬火效应;而过慢的冷却又会析出较粗大的二次相,使加工时易形成带状组织,淬火加热时难以完全溶解,因此减小了淬火、时效后的强化效应。
(4)主要工业合金的均匀化退火工艺 主要工业合金的均匀化退火工艺应根据合金的化学成分具体制订。
有色合金均匀化退火仅用于铸锭。铸件均匀化过程一般与固溶处理同时结合进行。铝合金中,一般除纯铝和少数低合金化合金外,几乎所有铝合金铸锭都要进行均匀化退火。含铝及锌的镁合金铸锭往往有严重的晶内偏析,也经常采用均匀化退火。铜、镍、锌、钛和稀有金属合金铸锭很少采用独立的均匀化退火,因为效果不大。但对于锡磷青铜、白铜等枝晶偏析较大的合金,为提高塑性,有时亦应用均匀化退火。
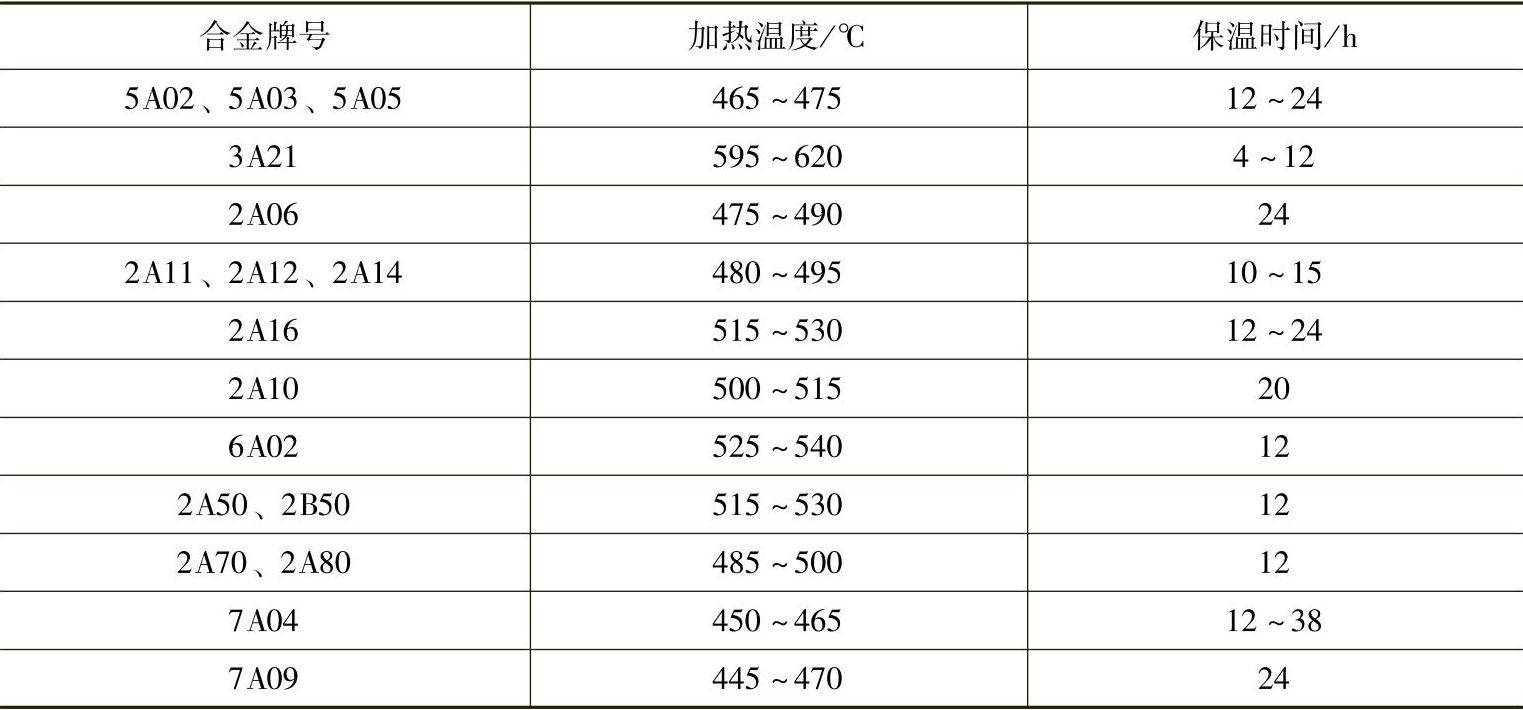
铝合金的均匀化退火温度为445~620℃。表12-1为常用铝合金均匀化退火时的加热温度及保温时间。化学组成复杂和塑性低的合金铸锭(如2A12、7A04、5A03、5A05等),必须进行均匀化退火才能保证热变形工艺性能和产品质量。成分较简单和塑性较大的合金,如6A02、5A02、2A21等,应根据工厂条件和对产品性质要求,决定是否采用均匀化退火。
表12-1 常用铝合金铸锭均匀化退火工艺规程
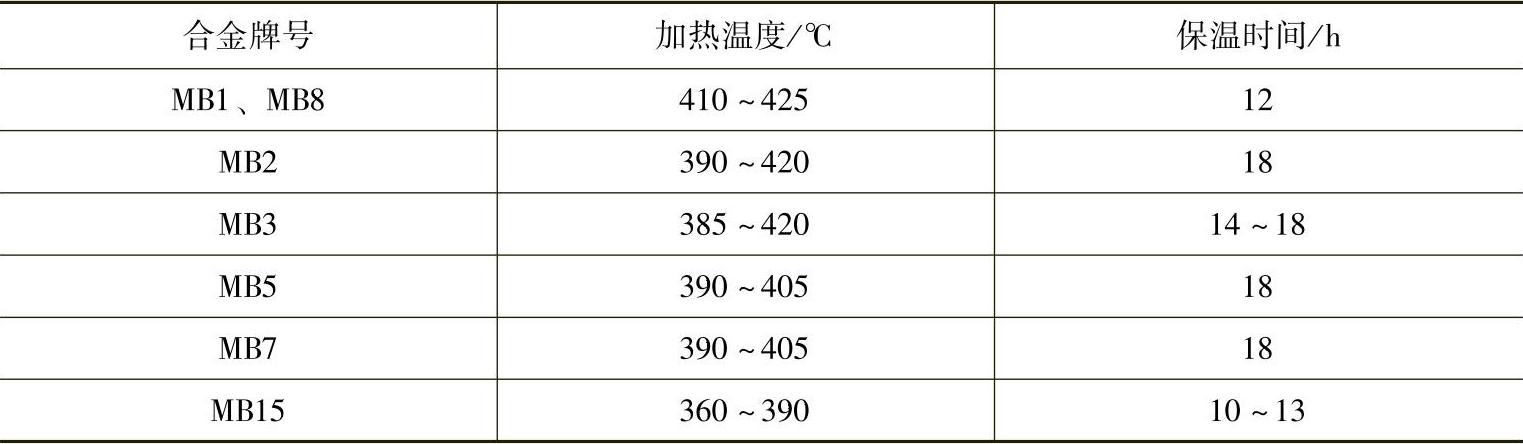
镁合金的均匀化退火温度为360~425℃,均匀化工艺规程列于表12-2。含铝及锌较高的合金,由于非平衡结晶而易于生成低熔点组成物,为防止过烧,可采用分级均匀化退火规程。如MB5,可先在340℃保温4h,然后再升温至400℃保温12h。镁合金中合金元素扩散慢,为达到均匀化目的,必须长时间保温,经济效果差,氧化损失严重。因此,很多情况下不采用均匀化退火。为防止未均匀化铸锭热轧开裂,可适当降低最大压下量及热轧温度。生产锻件、模压件及管材时,可用预挤压坯料。生产预挤压坯料的铸锭,不必进行均匀化退火,只需在320~350℃均热6~10h即可。
表12-2 常用镁合金铸锭均匀化退火工艺规程
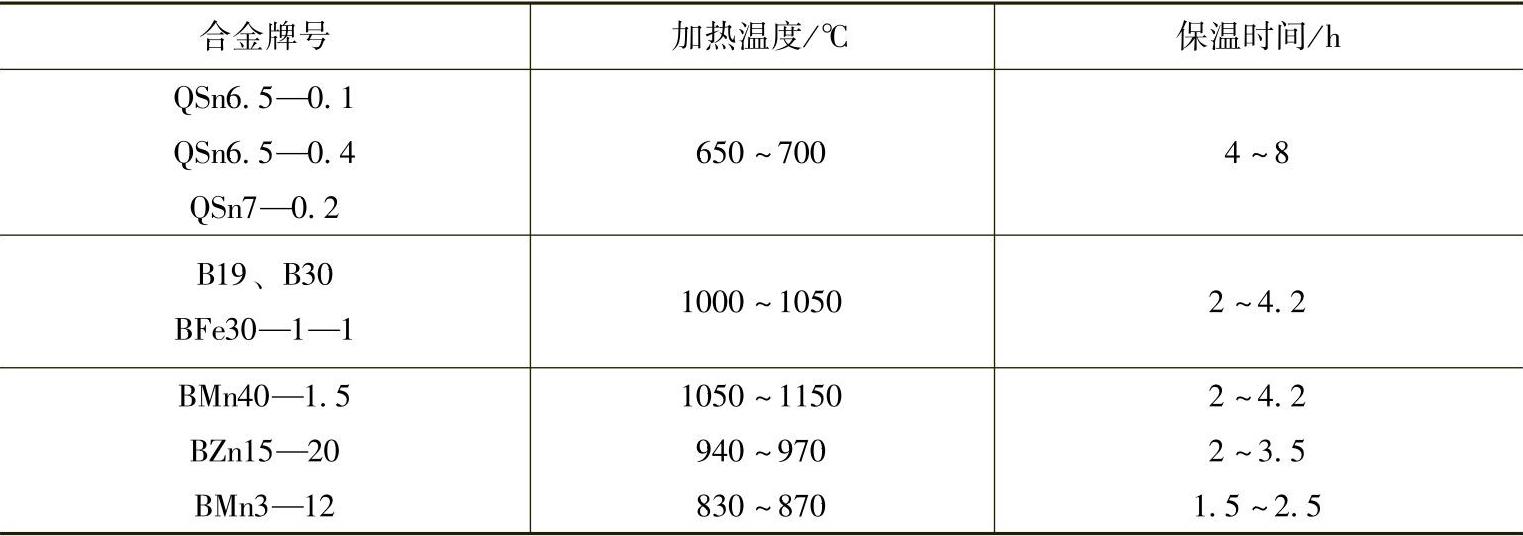
铜合金中只有锡磷青铜、白铜和锌白铜进行均匀化退火,铜合金的均匀化退火温度范围为650~1150℃。铜合金均匀化退火工艺规程如表12-3所示。(https://www.xing528.com)
表12-3 铜合金铸锭均匀化退火工艺规程
钢件均匀化退火的加热温度通常选择在Ac3(或Accm)+150~200℃[1],视钢种和偏析程度而定。碳钢一般为1100~1200℃,合金钢一般为1200~1300℃。加热速度常控制在100~200℃/h。碳钢一般没有必要进行均匀化退火,因为碳为间隙元素,在奥氏体中扩散速率较一些合金元素大几个数量级。因此,在热变形加热及热变形过程中,碳在奥氏体中迅速扩散而使晶内偏析得以消除。
易切钢含有较高的硫[w(S)高的达0.2%~0.3%,一般为0.04%~0.06%],结晶时硫易富集于晶界引起轧制时的热脆性,为此可采用1150℃均匀化退火。生产中这种均匀化退火与轧前加热合并在一道工序中进行。
高合金钢锭(如高速钢、某些模具钢等)晶内偏析严重,可能出现过多的莱氏体,可采用1050~1250℃均匀化退火。
钢均匀化退火的保温时间,理论上可以根据原始组织成分不均匀性的程度,假设其浓度分布模型,用扩散方程的特解来进行计算。但其浓度分布的测定需要很长的周期,实际上很少采用理论计算,而采用经验公式进行估算。估算方法是:保温时间一般按截面厚度每25mm保温30~60min,或按每毫米厚度保温1.5~2.5min来计算。一般保温时间不超过15h,否则氧化损失过重。
冷却速度一般为:50℃/h,高合金钢则小于20~30℃/h。通常降温到600℃以下,即可出炉空冷。高合金钢及高淬透性钢种最好在350℃左右出炉,以免产生应力及使硬度偏高。
由于均匀化退火在高温下进行,且时间很长,因而退火后将使奥氏体晶粒十分粗大。为了细化晶粒,应在扩散退火后,补充一次完全退火。对铸锭来说,尚需压力加工,而压力加工可以细碎晶粒,故此时可不必在扩散退火后再补充一次完全退火。
应该指出,用均匀化退火解决钢材成分和组织结构的不均匀性是有限度的。例如对结晶过程中形成的化合物及夹杂物来说,均匀化退火就无能为力,此时只能用反复锻打的办法才能改善。
2.预防白点退火
为预防大型锻钢件中出现白点缺陷而进行的退火称为预防白点退火。预防白点退火又称脱氢退火[5]。
溶解于固溶体中的氢,是造成钢中出现白点缺陷的主要危险。存在于亚晶界、位错、晶粒边界及宏观区域中的分子氢,不易自钢中扩散逸出,也不会造成白点,这类分子状态的氢只能在以后的热轧、锻造等压力加工过程中消除[3]。
用退火的方法可以使固溶氢脱溶,钢中加入与氢易形成化合物的钛、锆、钒、铌、镧、铈等元素亦可使固溶氢减少[3]。
退火工艺参数的选择必须能造成氢在钢中的溶解度小而扩散速度大的条件,使其排出锻件或由固溶状态变为分子状态存在[5]。氢在铁中溶解度随温度下降而降低,同时在同样温度下氢在体心立方点阵中(α-Fe,δ-Fe)溶解度小,而在面心立方点阵的γ-Fe中溶解度高。氢在铁中的扩散系数除随温度升高而增大外,也与点阵类型有关。氢在α-Fe中扩散系数比在γ-Fe中大得多。为了使钢中的固溶氢脱溶,应当选择使氢的溶解度达到最小的组织状态,同时又应使氢在钢中的扩散速度尽可能高的温度,所以一般可在奥氏体等温分解的过程中长期保温来完成[3]。
对大型锻件,为锻后尽快消除白点,应冷却到珠光体转变速度最高的那个温度范围(等温转变图上的“鼻尖”温度区),以尽快获得铁素体与碳化物混合组织。同时,在此温度区长时间保温或再加热到低于Ac1的较高温度下保温,进行脱氢处理。
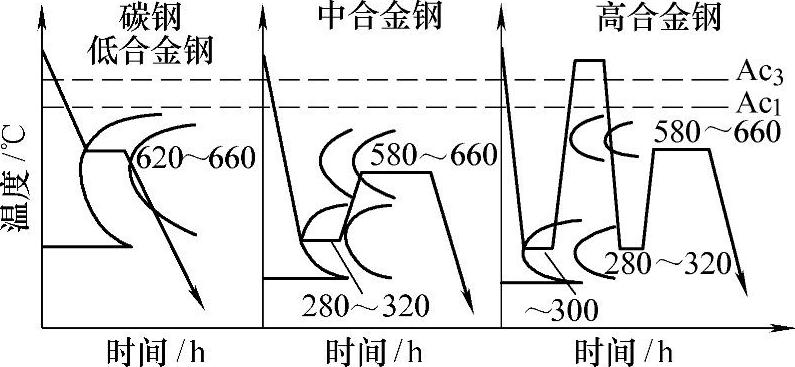
图12-2 碳钢及合金钢的去氢退火工艺[5]
不同钢种去氢退火工艺规程常根据等温转变图来制订[5],如图12-2所示。
(1)碳钢及低合金钢去氢退火工艺 碳钢及低合金钢大锻件在锻造(或重新加热奥氏体化)后以较快速度尽快冷却至过冷奥氏体最不稳定区域,使其充分转变为铁素体-碳化物混合组织(伪共析组织)。此时,氢的溶解度较低而扩散较易,在转变途中即可从锻件中排出或结合为氢分子。氢分子所引起的压力也可因转变温度(620~660℃)的作用而得到松弛。
(2)中合金钢去氢退火工艺 中合金钢大锻件在过冷奥氏体最不稳定区域(280~320℃)尽快转变以后,还需再加热至580~660℃,并经长时间保温方可使一部分氢自锻件表面排出,锻件内部的氢也可获得较均匀的分布,以减少有害作用。
(3)高合金钢去氢退火工艺 高合金钢应进行一次重结晶以改善组织和提高锻件中氢分布的均匀性,同时细化晶粒,降低过冷奥氏体的稳定性,有利于减小形成白点的敏感性,然后冷却至280~320℃,保温适当时间后再加热至580~660℃去氢。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。