



1.凸、凹模结构
凸、凹模常见的结构形式有以下几种:
(1)无压料时的凸、凹模 图11-46所示为无压料一次拉深成形时所用的凸、凹模结构,其中圆弧形凹模(图11-46a)结构简单,加工方便,是常用的拉深凹模结构形式;锥形凹模(图11-46b)、渐开线形凹模(图11-46c)和等切面形凹模(图11-46d)对抗失稳起皱有利,但加工复杂,主要用于拉深系数较小的拉深件。图11-47所示为无压料多次拉深所用的凸、凹模结构。在上述凹模结构中,a=5~10mm,b=2~5mm,锥形凹模的锥角一般取30°。
(2)有压料时的凸、凹模结构 图11-48a用于直径小于100mm的拉深件;图11-48b用于直径大于100mm的拉深件。这种结构除了具有锥形凹模的特点外,还可减轻坯料的反复弯曲成形,以提高工件侧壁质量。
2.凸、凹模尺寸确定
(1)圆角半径 凹模圆角半径rd应在材料不起皱的前提下,宜取大些。第一次拉深(包括只有一次拉深)的凹模圆角半径可按下面经验公式计算:
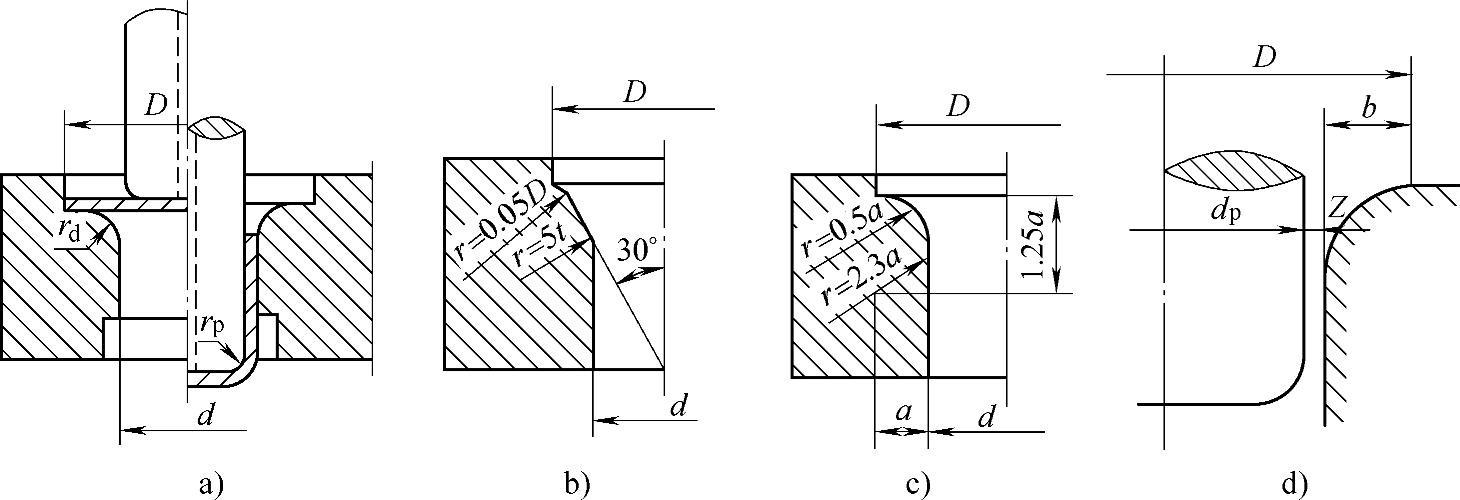
图11-46 无压料一次拉深的凸凹模结构
a)圆弧形 b)锥形 c)渐开线 d)等切面
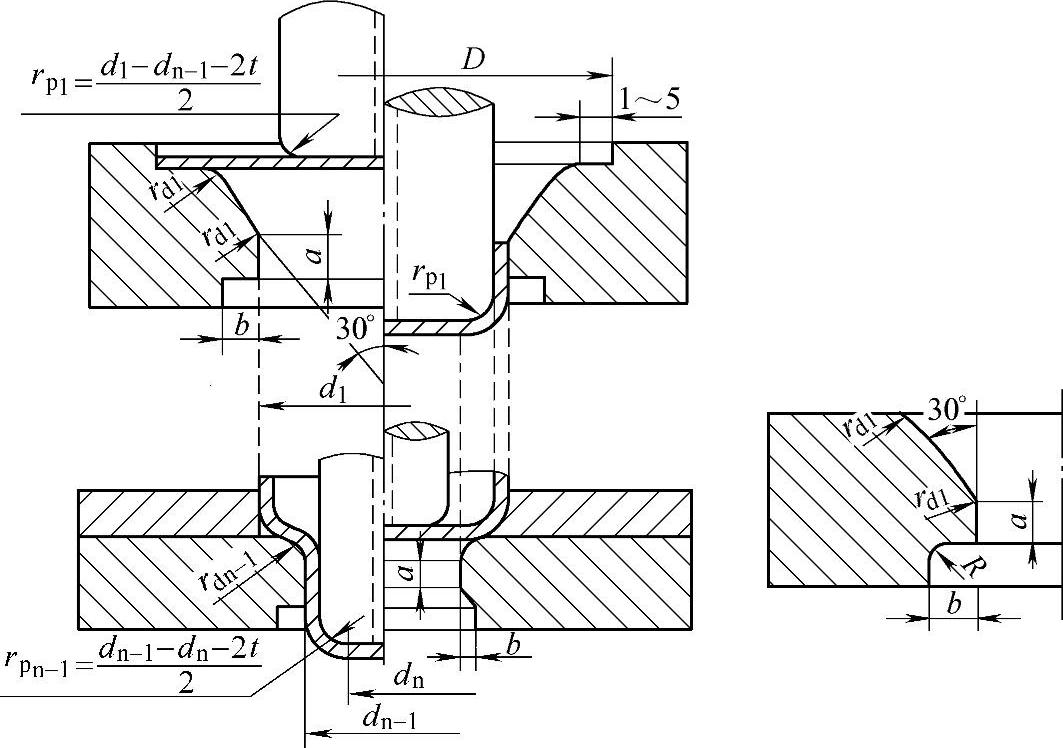
图11-47 无压料多次拉深凸、凹模结构
rd1=0.8(D-d)t (11-47)
以后各次拉深的圆角半径应逐渐减小,一般可按下面关系确定:
rdi=(0.6~0.9)rd(i-1) (11-48)
式中 rd1——凹模圆角半径;
D——坯料直径;
d——凹模内径(当工件料厚t≥1时,也可取首次拉深时工件的中线尺寸);
t——材料厚度;
rdi、rd(i-1)——为第i次和第i-1次拉深时的凹模圆角半径。
盒形件拉深凹模圆角半径按式(11-50)计算:
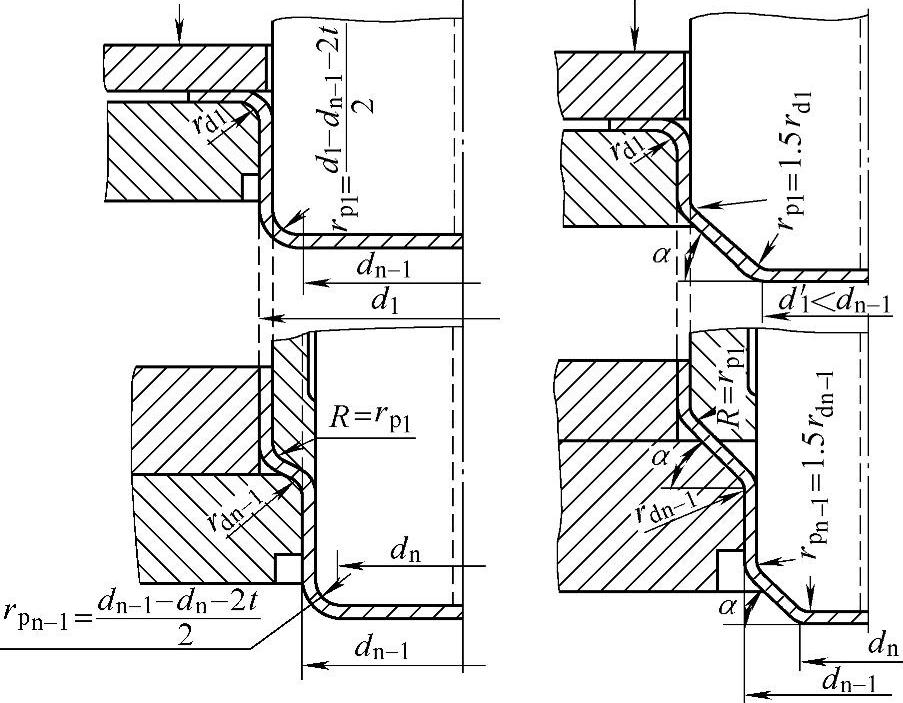
图11-48 有压料多次拉深凸、凹模结构
rd=(4~8)t (11-49)
以上计算所得凹模圆角半径应符合rd≥2t的拉深工艺性要求。对于带凸缘
的筒形件,最后一次拉深的凹模圆角半径还应与零件凸缘圆角半径相等。
凸模圆角半径一般要小于凹模圆角半径,即rp<rd,单次拉深或多次拉深的第一次拉深可取
rp1=(0.7~1.0)rd1 (11-50)
式中 rp1、rd1——为第一次拉深的凸、凹模圆角半径。
以后各次拉深的凸模圆角半径可按下式确定:

式中 di-1、di——第i-1次和第i次拉深时工序件的直径;
rp(i-1)——第i-1次拉深时凸模圆角半径。(https://www.xing528.com)
最后一次拉深时,凹模圆角半径rpn应与拉深件底部圆角半径r相等。但当拉深件底部圆角半径小于拉深工艺要求时,则凸模圆角半径应按工艺性要求确定(rp≥t),然后通过增加整形工序得到拉深件所要求的圆角半径。
(2)凸、凹模间隙 对于无压料装置的拉深模,其凸、凹模单边间隙可按下式确定:
Z=(1~1.1)tmax (11-52)
式中 Z——凸、凹模单边间隙;
tmax——材料厚度的最大极限尺寸。
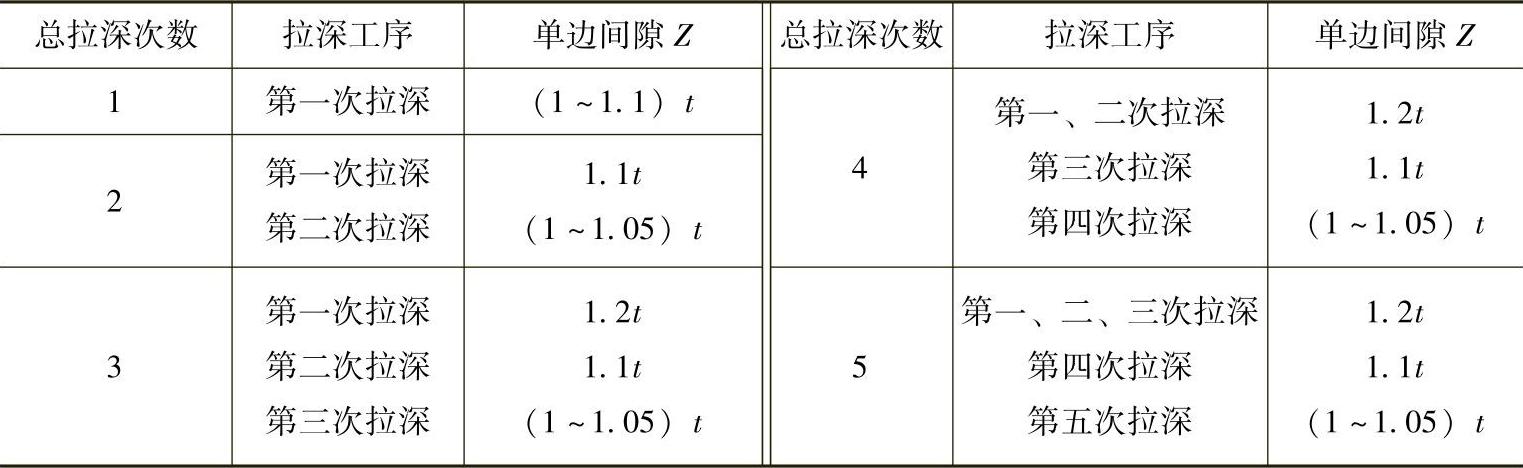
对于有压料装置的拉深模,其凸、凹模单边间隙可根据材料厚度和拉深次数参考表11-28确定。对于盒形件拉深模,其凸、凹模单边间隙可根据盒形件精度确定,当精度要求较高时,Z=(0.9~1.05)t;当精度要求不高时,Z=(1.1~1.3)t;最后一次拉深取较小值。
表11-28 有压料装置的凸、凹模单边间隙值Z
(3)凸、凹模工作尺寸及公差 拉深件的尺寸和公差是由最后一次拉深模保证的,因此最后一次拉深模的凸、凹模工作尺寸及公差视零件要求确定。
1)当拉深件标注外形尺寸时,如图11-49a所示,则


2)当拉深件标注内形尺寸时(图11-49b)则


式(11-53)~式(11-56)中Dd、dd——凹模工作尺寸;
Dp、dp——凸模工作尺寸;
Dmax、dmin——拉深件的最大外形尺寸和最小内形尺寸;
Z——凸、凹模单边间隙;
Δ——拉深件的公差;
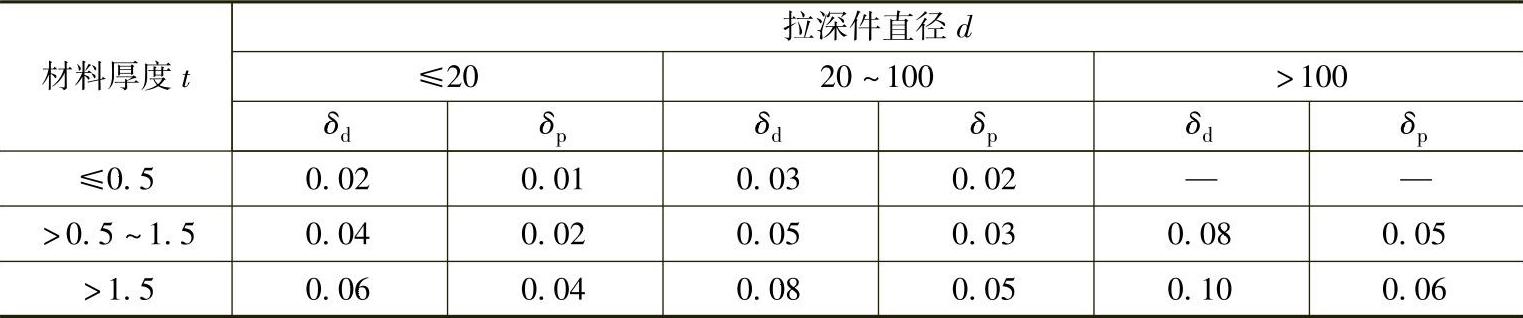
δp、δd——凸、凹模的制造公差,可按IT6~IT9级确定,或查表11-29。
表11-29 拉深凸、凹模制造公差
对于首次拉深和中间各次拉深模,因工序件尺寸无需严格要求,所以其凸、凹模工作尺寸取相应工序的工序件尺寸即可。若以凹模为基准,则

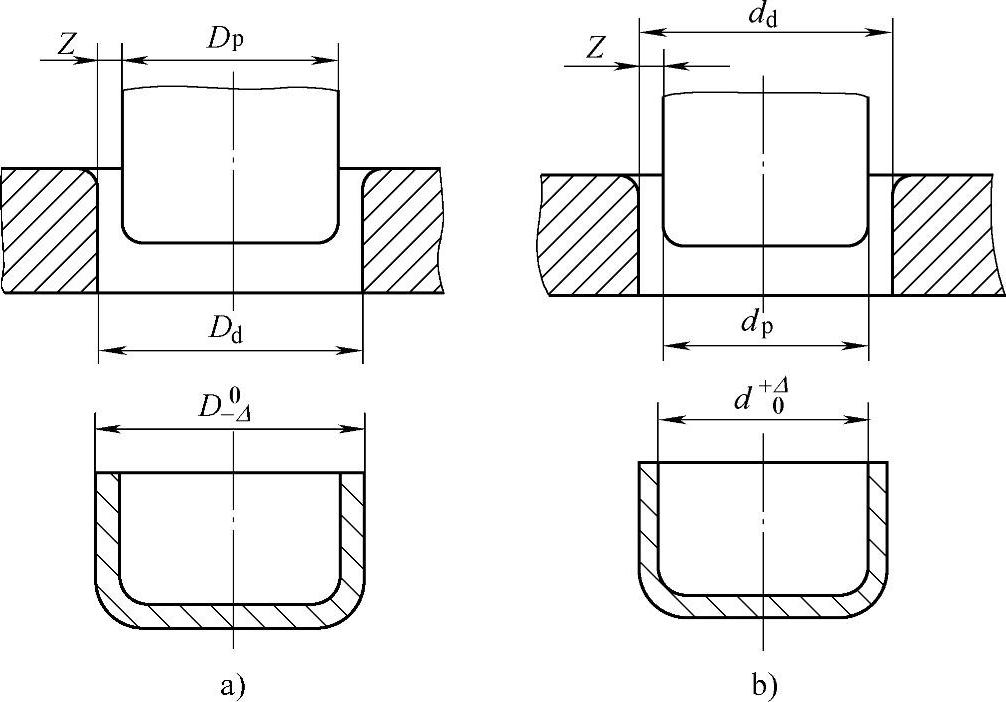
图11-49 拉深件尺寸与凸、凹模工作尺寸
a)拉深件标注外形尺寸 b)拉深件标注内形尺寸

式中 D——各次拉深工序件的基本尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。