



1.拉深变形过程
下面以圆筒形件拉深来说明拉深变形过程,如图11-38所示,拉深开始时凸模对毛坯中心部分施加压力,使板料产生弯曲,随着凸模下降,凸、凹模对板料所施加的作用力将沿径向移动,构成力矩在突缘部分引起径向拉应力σr,由于板料外径减小,在突缘部分的切线方向产生压应力σθ,在拉应力和压应力的作用下,如图11-39所示,突缘材料发生塑性变形,其多余的三角形材料沿径向伸长,切向压缩,并不断压入凹模内,形成筒形空心件。

图11-38 平板坯料拉深变形

图11-39 拉深时的应力
2.拉深变形的应力-应变状态
拉深件的起皱和破裂的根本原因是拉深时的应力应变状态,因此在设计模具和制订工艺时,特别要分析拉深时的应力应变状态。
图11-40a为坯料在拉深过程中的某一瞬间所处状态,图11-40b为拉深时坯料的受力情况。如图11-41所示,根据毛坯各部分的应力-应变状态的特点,可将其分成五个区域,即凸缘平面区域(A区)、凸缘圆角区域(B区)、筒壁区域(C区)、底部圆角区域(D区)及筒底区域(E区)。

图11-40 拉深过程受力分析
3.拉深件的起皱与破裂(https://www.xing528.com)
生产中拉深质量问题主要表现为起皱和拉裂。
(1)起皱 是指拉深过程中毛坯边缘形成沿切向高低不平的皱纹,如图11-42a所示。影响起皱的因素主要有坯料的相对厚度t/D,拉深系数m以及拉深模的形状和参数。防止起皱的最常用的方法是在拉深模具上设置压边装置。压边力一般为第一道拉深力的1/4倍。

图11-41 拉深过程应力-应变状态图
当坯料变形程度小、且坯料相对厚度较大时,一般不会起皱,这时可不必采用压边装置,判断是否采用压边装置可按表11-22确定。
(2)拉裂 筒壁底部稍向上的部位,由于此处参与变形的金属少,冷作硬化程度小,变薄最严重,所以是拉深件最薄弱的部位,若此处拉应力大于板料的抗拉强度,拉深件就会破裂,如图11-42b所示。另外压边力太大和凸缘起皱均会导致拉深零件断裂。
控制拉裂的措施主要有:适当加大凸、凹模圆角半径,降低拉深力,增加拉深次数,在压料圈底部和凹模上涂润滑剂等方法。
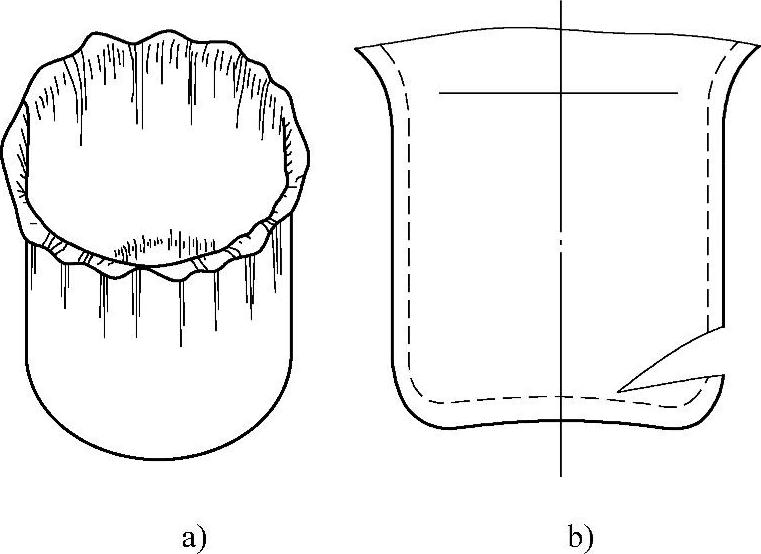
图11-42 拉深件的起皱
表11-22 采用或不采用压边装置的条件

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。