



弯曲凸、凹模工作部分结构和尺寸如图11-36所示。
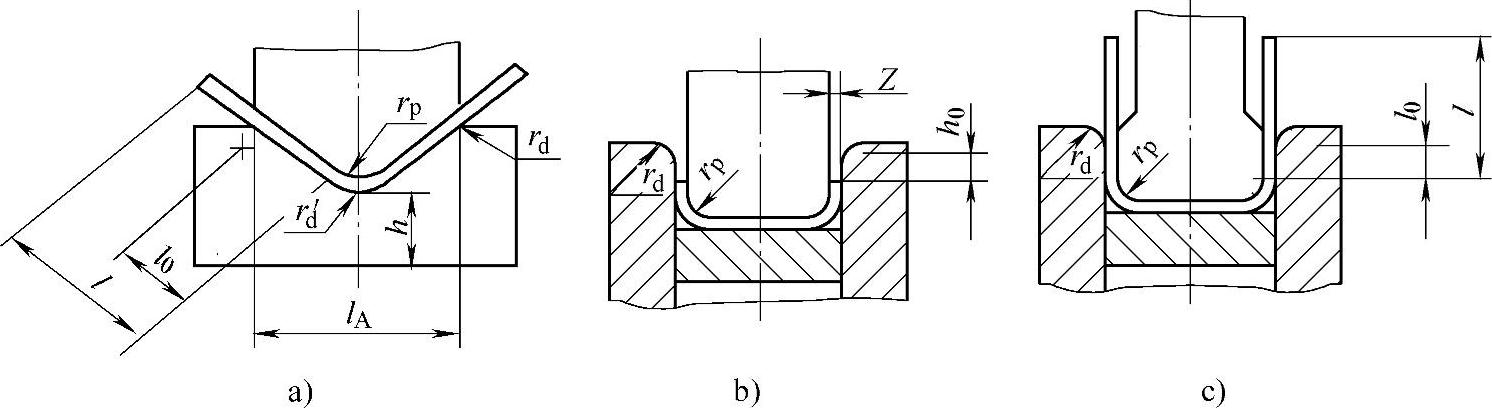
图11-36 弯曲凸、凹模工作部分的结构尺寸
1.凸、凹模圆角半径及凹模深度
(1)凸模圆角半径rp当弯曲件的相对弯曲半径r/t<5~8,且不小于最小相对弯曲半径(表11-13)时,凸模圆角半径取弯曲件圆角半径,即rp=r。若相对弯曲半径小于最小相对弯曲半径时,则应取rp≥rmin,将弯曲件先弯成较大圆角半径,然后采用整形工序进行修整,使其满足弯曲圆角半径的要求。当弯曲件的相对弯曲半径r/t≥10时,由于弯曲件的回弹量较大,凸模圆角半径可参看《冲模设计手册》根据回弹值加以修正。
(2)凹模圆角半径rd一般根据材料厚度选取:t≤2mm时,rd=(3~6)t;t=2~4mm时,rd=(2~3)t;t>4mm时,rd=2t;另外凹模两边的圆角半径应一致,否则弯曲时,坯料会发生偏移。V形弯曲凹模的底部可开设退刀槽或取圆角半径r′d=(0.6~0.8)(rp+t)。
(3)凹模深度l0V形件弯曲模的凹模深度l0及底部最小厚度h可查表11-18。U形弯曲模的凹模深度l0及底部最小厚度h可查表11-19、表11-20。
表11-18 V形弯曲模的凹模深度l0及底部最小厚度h
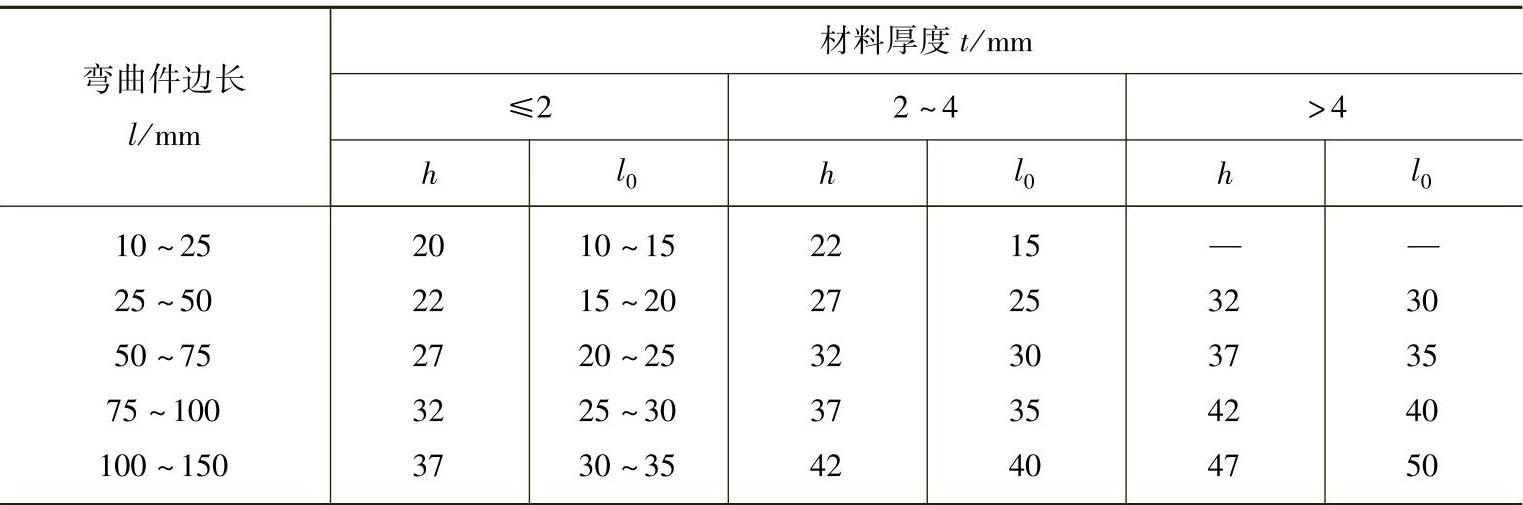
注:应保证凹模开口宽度不能大于弯曲坯料展开长度的0.8倍。
表11-19 U形弯曲模的凹模深度l0
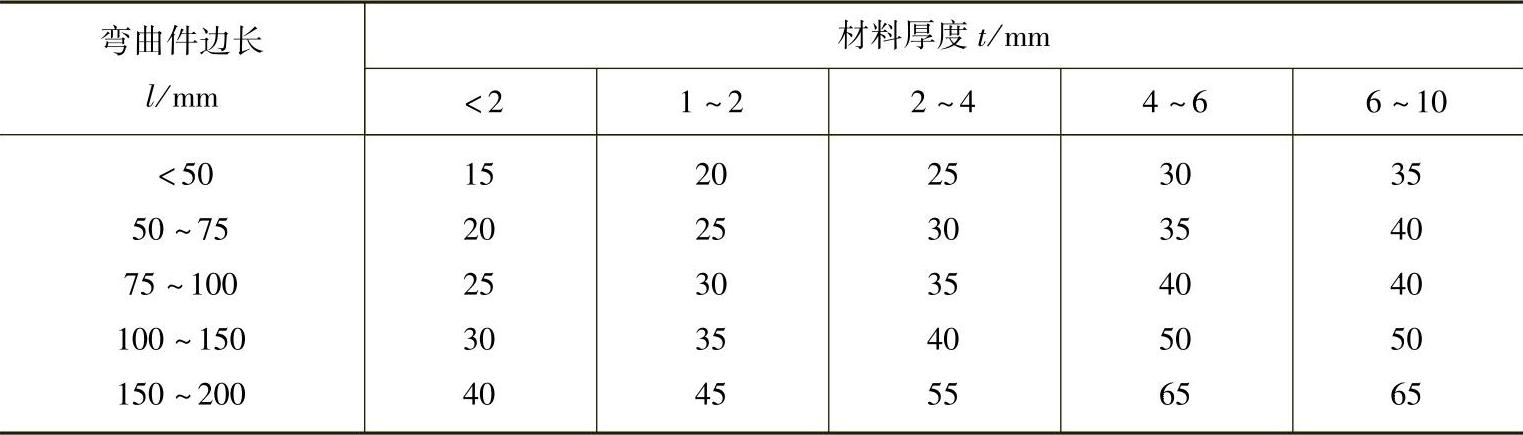
注:凹模深度应大于弯曲件的高度。
表11-20 U形件弯曲凹模h0值

2.凸、凹模间隙
弯曲V形件凸凹模间隙可通过调节压力机闭合高度得到,因而在设计和制造模具中不需考虑。对于U形类弯曲件,设计模具应确定合适的凸凹模间隙值,可按式(11-31)、式(11-32)确定:
弯曲有色金属时 Z=tmin+ct (11-31)
弯曲黑色金属时 Z=tmax+ct (11-32)
式中 Z——弯曲凸、凹模的单边间隙;
t——弯曲件厚度;
tmin、tmax——弯曲件的最小厚度和最大厚度;(https://www.xing528.com)
c——间隙系数,可查表11-21。
表11-21 U形件弯曲模凸、凹模的间隙系数c值

3.凸、凹模宽度尺寸计算
1)弯曲件标注外形尺寸时(图11-37a),应以凹模为基准件,间隙取在凸模上。


2)弯曲件标注内形尺寸时(图11-37b),应以凸模为基准件,间隙取在凹模上。


图11-37 标注外形与内形的弯曲件及模具尺寸

式中 Bd、Bp——弯曲凹、凸模宽度;
Bmax、Bmin——弯曲件的最大、最小极限宽度;
Δ——弯曲件的宽向尺寸公差;
Z——凸、凹模单边间隙;
δd、δp——弯曲凸、凹模制造公差,可采用IT7~IT9级精度,一般取凸
模的精度比凹模精度高一级,但要保证δd/2+δp/2+tmax的值
在最大允许间隙范围内。当弯曲件的精度要求较高时,凸、
凹模可以采用配作加工方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。