



1.弯曲件的工艺性
弯曲件的工艺性是指弯曲件的结构和形状、尺寸、材料及技术要求是否符合弯曲加工的工艺要求。具有良好工艺性的弯曲件,能简化弯曲工艺及模具结构。
1)弯曲件的形状要尽可能对称,以防弯曲变形时坯料受力不均匀。如果弯曲件的形状对称,但有缺口,可以弯曲后将切口切去。另外弯曲时,为保证坯料的准确定位,可预先增添定位工艺孔,如图11-23所示。
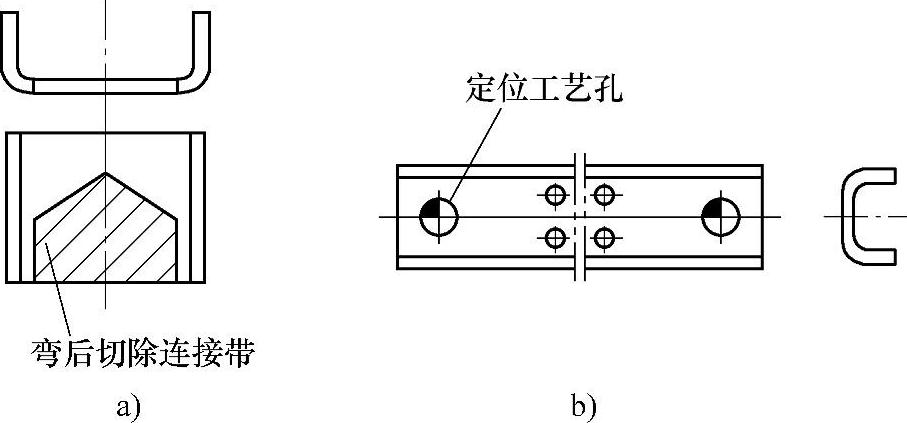
图11-23 增添连接带和定位工艺孔的弯曲件
2)相对弯曲半径要大于最小弯曲半径,但也不宜过大,见表11-13。因为若过大时,弯曲件容易受回弹的影响,不宜保证精度。
3)弯曲件的弯边高度h不宜过小,应保证h>r+2t,如图11-24a所示。若h<r+2t时,可以在圆角内侧压槽,弯曲后切除,如图11-24b所示。为了避免弯边根部开裂,如图11-25a所示,应保证b≥r。若b<r,可在弯曲部分与不弯部分之间切槽,如图11-25b所示。
表11-13 最小相对弯曲半径rmin/t
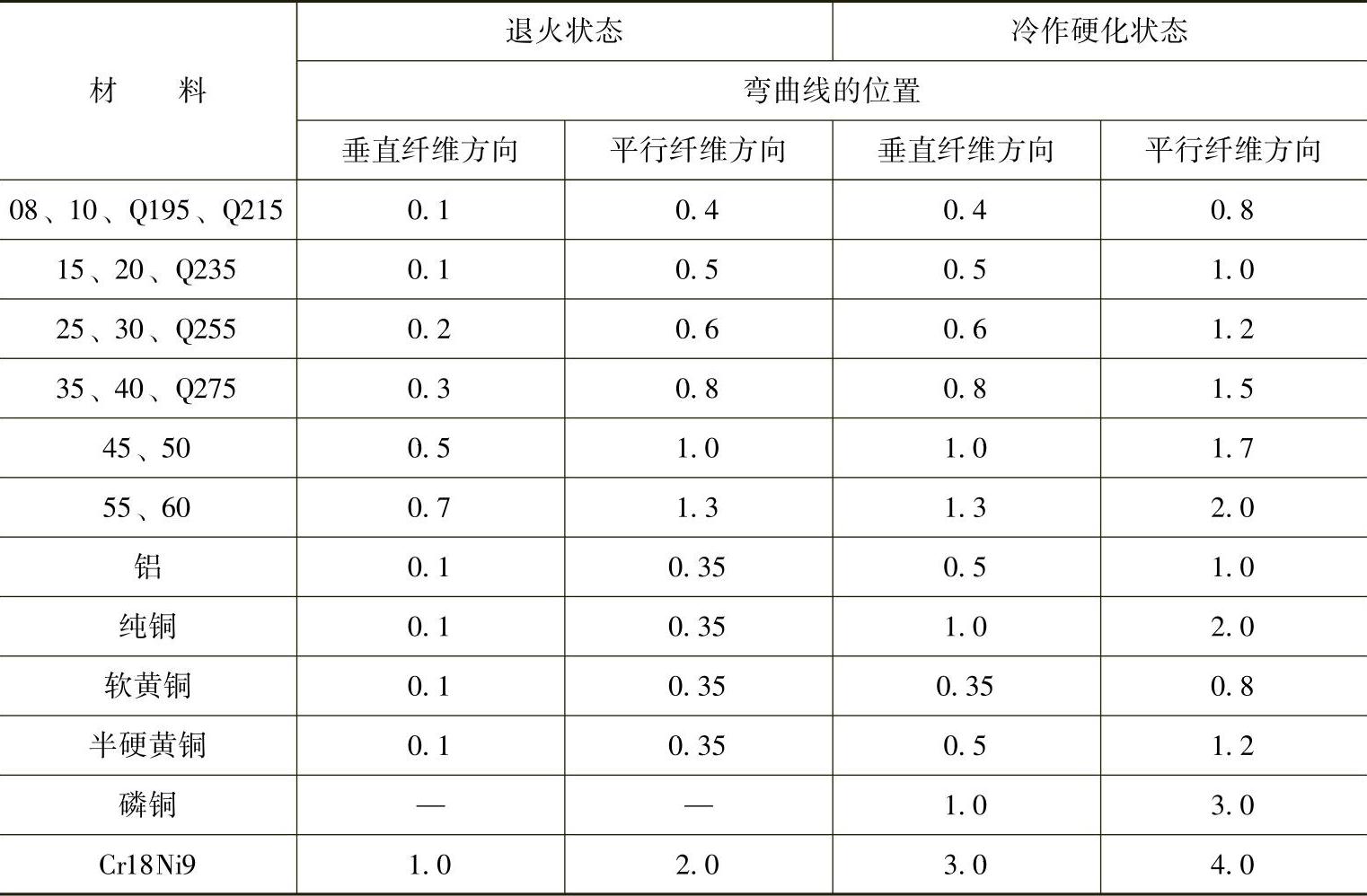

图11-24 采用压槽方法弯曲弯边高度的弯曲件
4)弯曲带孔的零件时,则应使孔位于变形区之外,如图11-26a所示,一般孔边到弯曲半径的中心距要满足下面关系:料厚t<2mm时,L≥t;料厚t≥2mm时,L≥2t。若不能满足此关系,可在靠变形区一侧预先冲出凸缘形缺口或月牙形槽,如图11-26b所示;也可冲出工艺孔,如图11-26c所示。
5)弯曲件的尺寸标注不同,直接影响冲压工序的安排。如图11-27所示,采用图a所示标注方法时,可以先冲孔落料(复合工序)后再弯曲成形;图b、c所示的标注,冲孔只能安排在弯曲之后进行。
6)对于形状简单的弯曲件,如V形件、U形件、Z形件,可以一次弯曲成形,如图11-28所示。对于复杂形状的弯曲件,一般要多次弯曲,如图11-28所示。
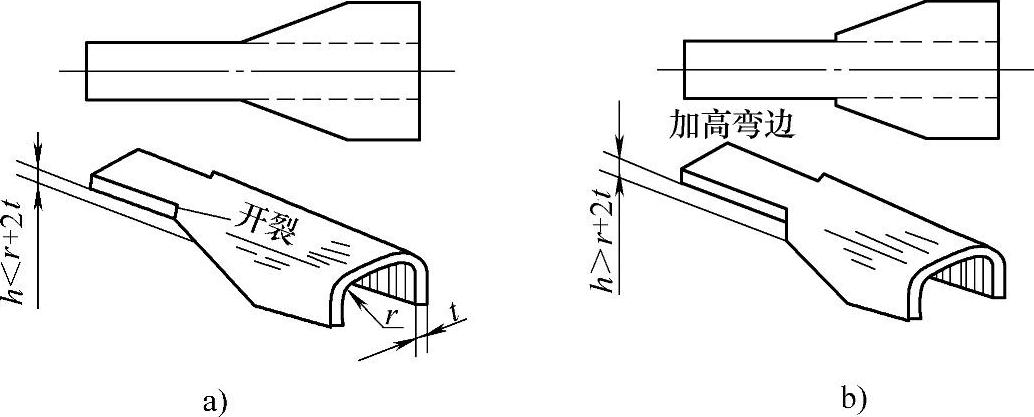
图11-25 改变零件形状避免弯曲件开裂

图11-26 弯曲带孔的零件及采取的措施

图11-27 弯曲件尺寸标注
7)需多次弯曲时,一般应先弯两端,后弯中间;对于非对称弯曲,应尽可能采用成对弯曲后再切成两件的工序,如图11-29所示。
8)弯曲材料要具有足够的塑性,其屈弹比(σs/E)要比屈强比σs/σb小。最适合的弯曲材料有软钢、黄铜和铝等。对于脆性较大的材料,如磷青铜、弹簧钢、铍青铜,要选择较大的相对弯曲半径。对于非金属材料,可以在弯曲前预热,再选择较大的相对弯曲半径,进行弯曲。
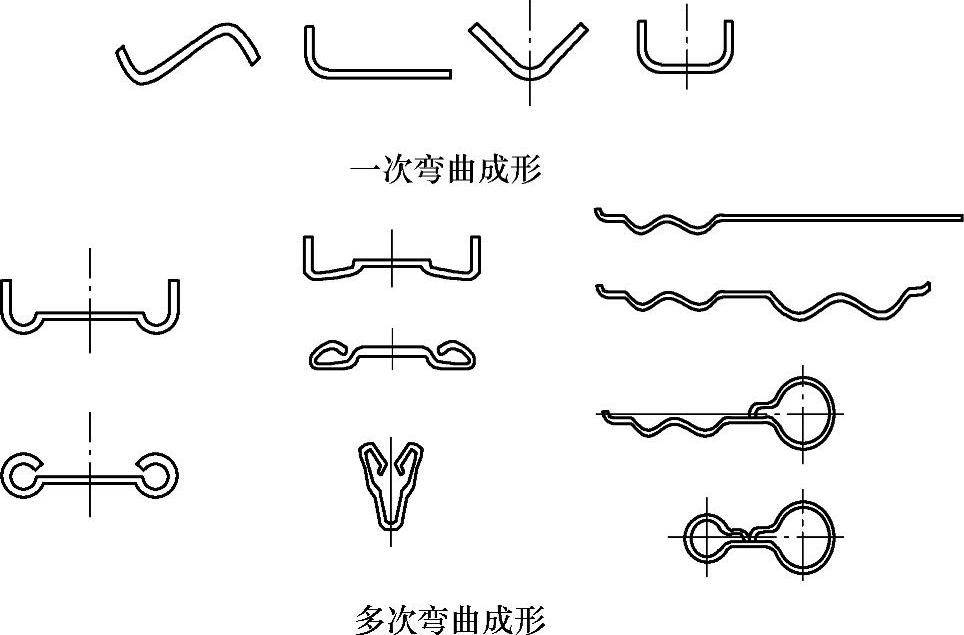
图11-28 一次弯曲与多次弯曲的弯曲件
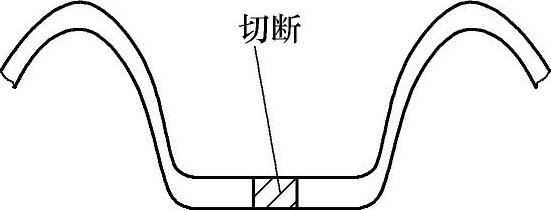
图11-29 弯曲后切成两个零件
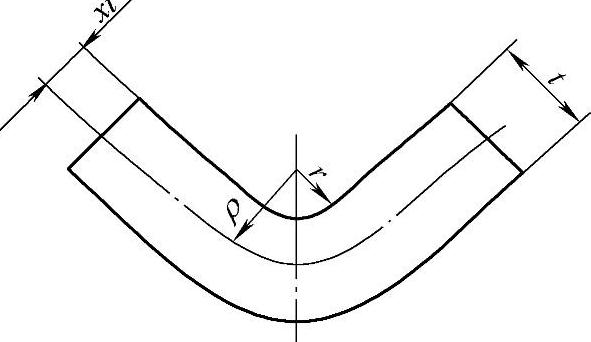
图11-30 中性层位置
2.弯曲件毛坯尺寸的计算
板料弯曲时应变中性层的长度不变,因此可根据弯曲前后应变中性层不变的原则,确定毛坯的尺寸。中性层的位置以曲率半径ρ表示,如图11-30所示,常用经验公式:
ρ=r+xt (11-21)
式中 r——弯曲件的内弯曲半径;
t——材料厚度;
x——中性层位移系数,见表11-14。
确定毛坯尺寸的方法有下面两种情况:
(1)r/t>0.5的弯曲件 按中性层展开的原理,坯料的总长度应等于弯曲件的直线部分和圆弧部分长度之和,如图11-31所示,即
表11-14 中性层位移系数x

LZC=∑LZX+∑LWQ (11-22)

式中 LZC——弯曲件展开长度(mm);
LZX——直边部分的长度(mm);
LWQ——弯曲部分长度(mm);
ρ——曲率半径;
r——弯曲件的内弯曲半径;
t——材料厚度;(https://www.xing528.com)
x——中性层位移系数。

图11-31 r/t>0.5的弯曲
(2)r/t<0.5的弯曲件 由于弯曲部分及其相邻直角边发生变薄,故应按体积不变条件确定坯料长度。通常可采用表11-15中的经验公式计算。
表11-15 弯曲件坯料长度计算表

(3)铰链式弯曲件 对于r/t=0.6~3.5的铰链件,如图11-32所示,其坯料长度可按式(11-24)计算:
LZC=l+1.5π(r+x1t)+r
≈l+5.7r+4.7x1t (11-24)
式中 l——直线长度;
r——铰链内半径;
x1——中性层位移系数,见表11-16。

图11-32 铰链式弯曲件
表11-16 卷圆时中性层位移系数x1值

3.弯曲力的计算
弯曲力是设计弯曲模和选择压力机的重要依据之一。板料在弯曲时首先发生弹性弯曲,弯曲力较小,可以略去;然后变形区内外层纤维进入塑性状态,并逐渐向板中心扩展,进入自由弯曲阶段,该阶段弯曲力PZY不随凸模行程变化而变化;最后凸模、凹模与板料接触并冲击零件,进行校正弯曲,校正弯曲力PJZ随行程急剧增加,如图11-33所示。
(1)自由弯曲时的弯曲力


式中 PZY——自由弯曲在冲压行程结束时的弯曲力(N);
B——弯曲件宽度(mm);
r——弯曲件的内弯曲半径(mm);
t——弯曲件材料厚度;
σb——材料的抗拉强度(MPa);
K——安全系数,一般取K=1.3。
(2)校正弯曲时的弯曲力 为了提高弯曲件的精度,减小回弹,在弯曲终了需对弯曲件进行校正。校正弯曲力可按式(11-27)计算
PJZ=Aq (11-27)
式中 PJZ——校正弯曲力(N);
A——校正部分在垂直于凸
模运动方向上的投影
面积(mm2);
q——单位面积校正力(MPa),其值见表11-17。

图11-33 弯曲力的变化曲线
1—弹性弯曲阶段 2—自由弯曲阶段 3—校正弯曲阶段
表11-17 校正弯曲单位面积校正力(单位:MPa)

(3)顶件力或压料力 若弯曲模有顶件装置或压料装置,其顶件力(PD)或压料力(PY)可取自由弯曲力PZY的30%~80%,即
PD(PY)=(0.3~0.8)PZY (11-28)
(4)压力机标称压力的确定 对于有压料的自由弯曲,压力机额定压力p应为
p=(1.6~1.8)(PZY+PY) (11-29)
对于校正弯曲,压力机额定压力应为
p=(1.1~1.3)PJZ (11-30)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。