



液压机自由锻热轧辊锻件工艺示例如下:
(1)热轧辊零件图 如图10-26所示。热轧辊技术条件中无力学性能的要求,因此锻件不留试棒,这类锻件也不需要热处理吊卡头和机械加工特殊余块。生产数量为1件。轧辊材料为60CrMnMo。
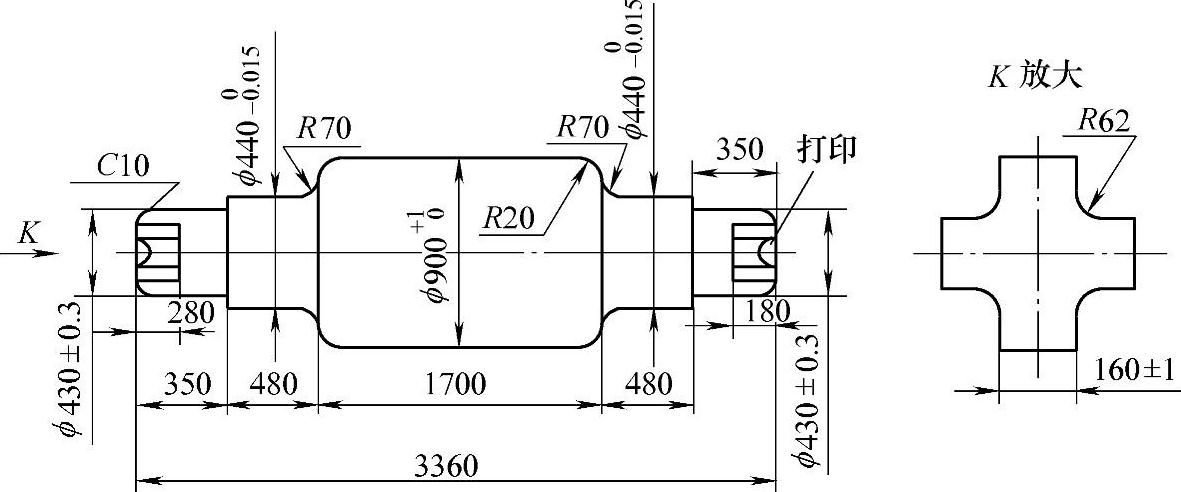
图10-26 热轧辊零件图
(2)绘制热轧辊锻件图 从有关标准中可查得粗加工和热处理余量a=14mm,粗加工外圆角半径R1=15mm,内圆角半径R2=30mm,绘制粗加工图。由于轧辊两端的梅花头凹槽不能锻出,故需加余块,如图10-27所示。
根据锻件形状和尺寸查有关标准中的相应锻件,得到轧辊中间直径的余量及公差为46mm±34mm,轧辊两端直径的余量及公差为38mm±26mm,绘制锻件图,如图10-28所示。
(3)确定钢锭质量 大中型锻件按基本尺寸加上1/2上偏差来计算锻件质量。
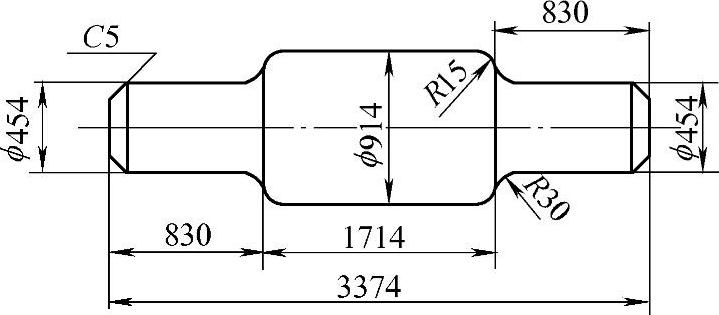
图10-27 热轧辊粗加工
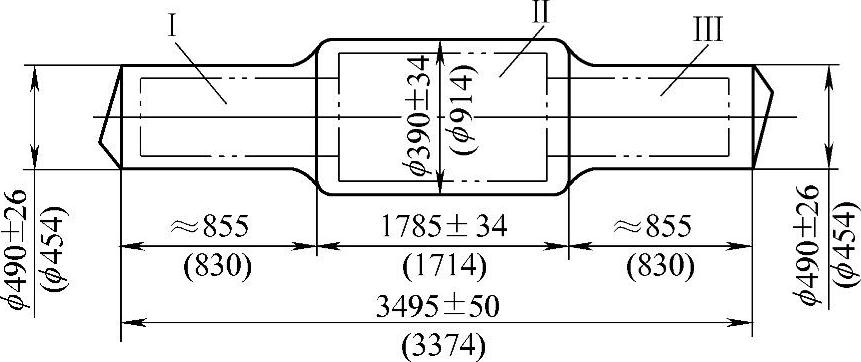
图10-28 热轧辊锻件图
m锻=mⅠ+mⅡ+mⅢ+2m余面
其中,mⅠ=mⅡ=6.16D2L=6.16kg/mm3×5.032mm2×8.63mm≈1345kg
mⅢ=6.16kg/mm3×9.772mm2×18.02mm≈10596kg
m余面=0.18(D-d)2(D+2d)
=0.18kg/mm3×(9.77-5.03)2mm2×(9.77+2×5.03)mm=80.2kg
取 m余面=80kg
m锻=mⅠ+mⅡ+mⅢ+2m余面
=1345kg+10596kg+1345kg+(2×80)kg=13446kg
钢锭利用率η按60%计算得:

根据钢锭规格,初选22t钢锭,如图10-29所示。(https://www.xing528.com)
(4)确定锻造比KL,一般情况下热轧辊KL=2.5~3,验算初选的钢锭截面积是否满足KL的要求,即
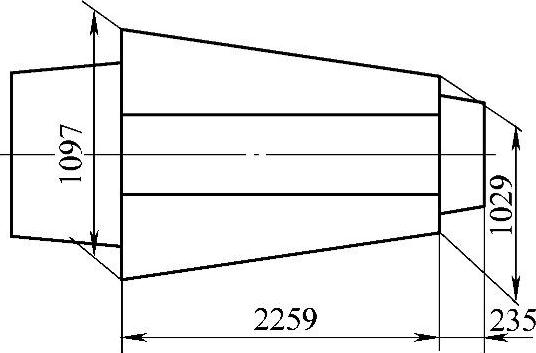
图10-29 22t钢锭尺寸
上述计算未能满足要求,则应采用镦粗后拔长的工艺方案。
(5)拟定锻造工序 参照类似产品的锻造工艺,确定锻造工序方案如下:
第一火:压钳把→倒棱→切锭尾;
第二火:镦粗→预拔长→分段压印→拔长至锻件尺寸。
(6)确定设备与工具 为达到2.5的锻造比,需进行镦粗,镦粗后直径d≥2.5×1029mm=1627mm,查手册可得,需液压机3150000kg。为提高内部质量,应采用上下V形型砧拔长。
(7)确定加热、冷却和热处理规范
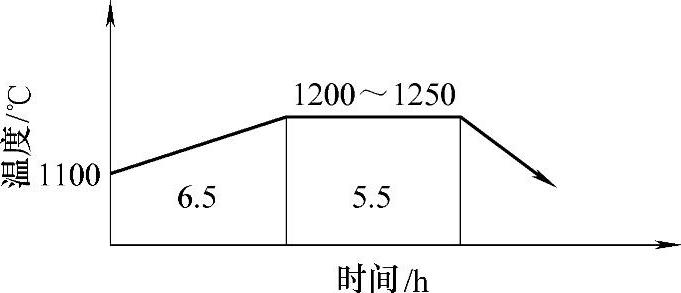
图10-30 22t60CrMnMo热锭加热曲线
1)加热规范。一般情况,大型合金钢钢锭采用热运送,根据某厂热钢锭加热规范来定出加热温度变化曲线,如图10-30所示。始锻温度1200℃,终锻温度800℃,修整温度不低于700℃。第二火直接进入高温炉中进行快速加热,其加热曲线与热锭加热曲线相同。
2)锻件冷却和热处理规范,由锻件尺寸参照某厂锻后冷却及热处理规范,确定如图10-31所示冷却、热处理规范。
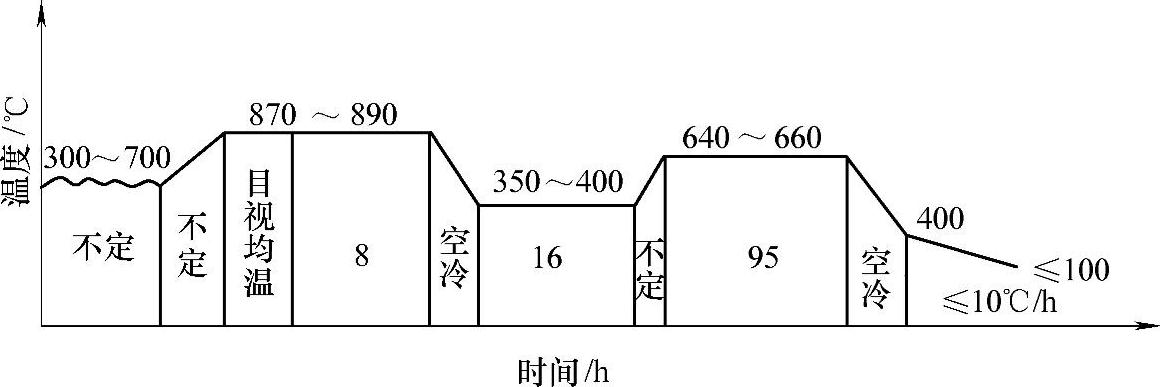
图10-31 60CrMnMo热轧辊冷却、热处理曲线
(8)制订工时定额和确定锻件级别 参照某厂工时定额标准,定出工时定额为:第一火0.4台时,第二火2.2台时。根据国家标准中相应锻件,查得该锻件为Ⅲ级。
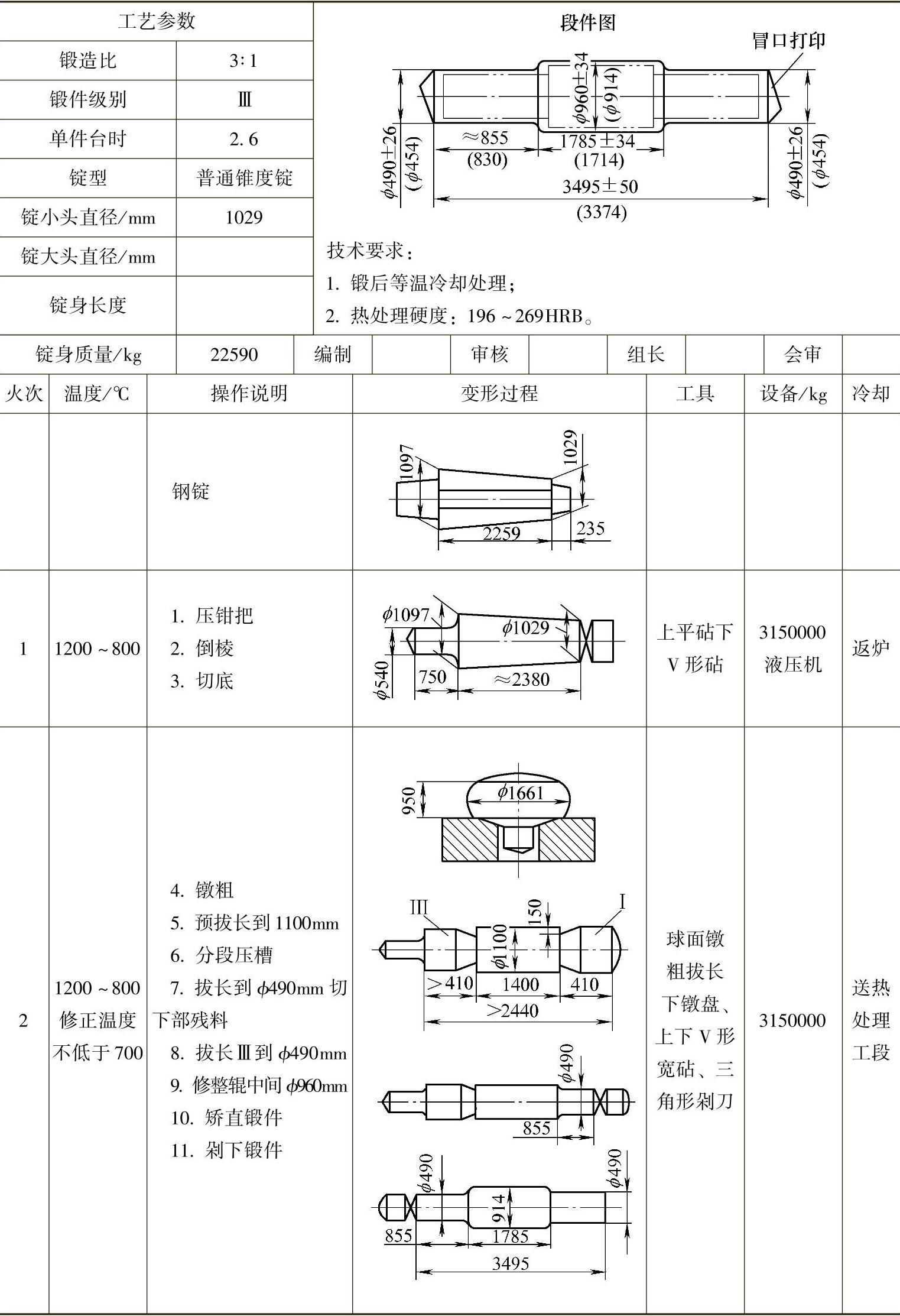
(9)填写工艺卡片 将上述编好的工艺规程填入工艺卡片,见表10-5。
表10-5 液压机自由锻造热轧辊工艺卡片

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。