



1.产品结构工艺性审查的一般要求和任务
生产准备工作最重要的任务之一,是审查与熟悉结构图样,了解产品技术要求。对产品结构进行工艺性审查的目的是使设计的产品在满足技术要求、使用功能的前提下,符合一定的工艺性指标。对焊接结构来说,主要有制造产品的劳动量、材料用量、材料利用系数、产品工艺成本、产品的维修劳动量、结构标准化系数等,以便在现有的生产条件下,能用比较经济、合理的方法将其制造出来,而且便于使用和维修。
2.工艺性审查的内容
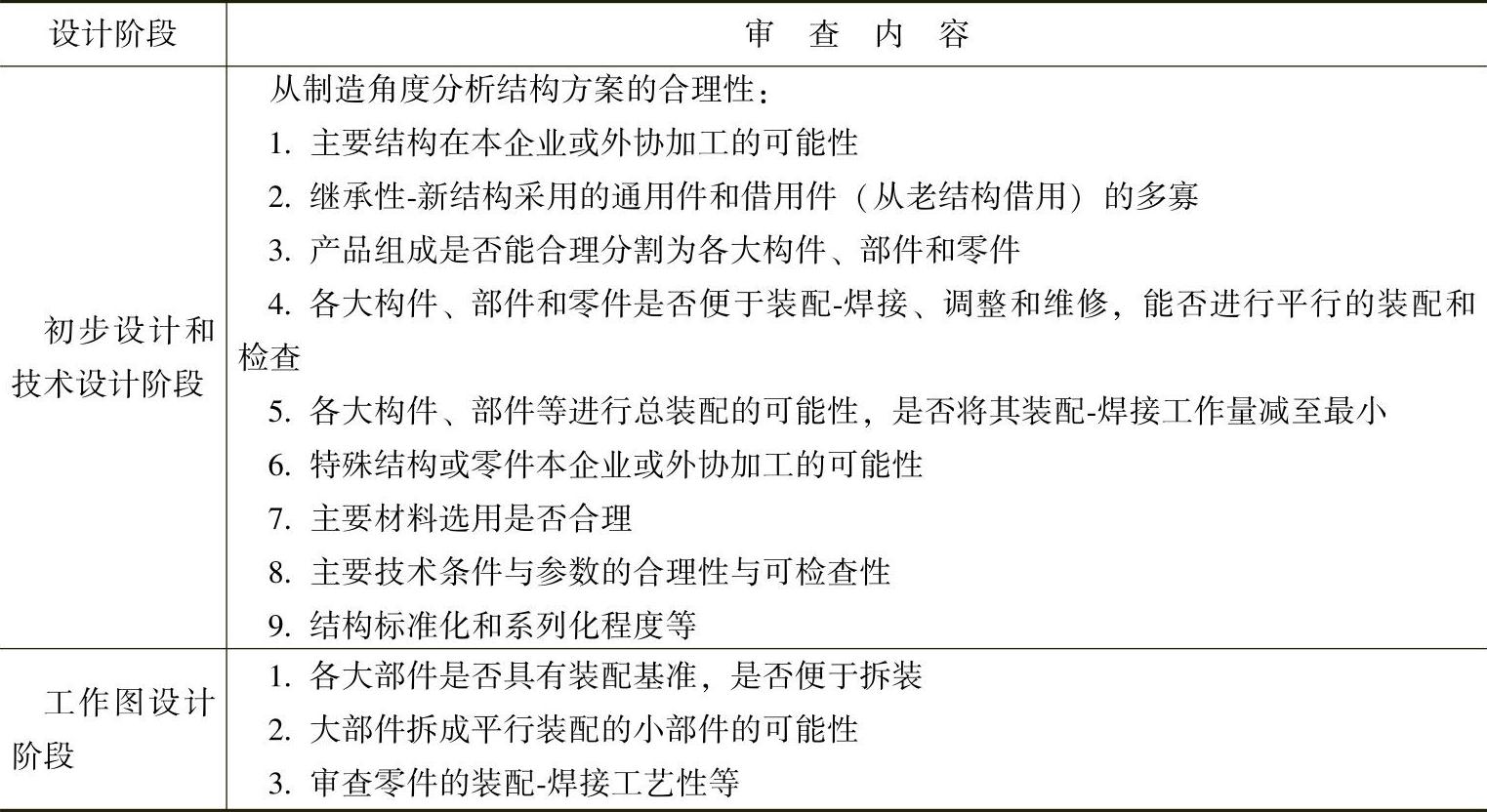
通常,在结构设计的三个阶段均应进行工艺性审查。工艺性审查的内容见表9-2。表中所指装配-焊接工艺性尽量避免采用复杂的装配-焊接工艺装备;在质量大于20kg的装配单元(或组成部分结构)中,应具有吊装的结构要素;装配时应避免有关组成部分的中间拆卸和再装配;结构组成部分的连接包括接头形式,应便于装配工作的机械化和自动化;结构材料应具有良好的焊接性;结构焊缝的布置有良好的可达性,并有利于控制焊接应力与变形;焊接接头形式、位置和尺寸应能满足焊接质量的要求,焊件的技术要求合理等。
表9-2 工艺性审查的内容(https://www.xing528.com)
3.工艺性审查的方式和程序
初步设计和技术设计阶段的工艺性审查一般采用各方(设计、工艺、制造部门的技术人员和主管)参加的会审方式。对产品工作图的工艺性审查由产品主管工艺师和各专业工艺师(员)对有设计、审核人员签字的图样(应为计算机绘制的,原规定为铅笔原图)分头进行审查。全套图样审查完毕,无大修改意见的,审查者应在“工艺”栏内签字,对有较大修改意见的,暂不签字,审查者应填写“产品结构工艺性审查记录”(见JB/T 9165.3—1998)与图样一并交设计部门。
设计者根据工艺性审查记录上的意见和建议进行修改设计,修改后未签字的工艺图样返回工艺部门复查签字。若设计者与工艺人员意见不一,由双方协商解决。若协商不成,由厂技术负责人进行协调或裁决。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。