



此种夹具适用于批量或大量焊接件生产。它用途专一,设计考究,定位器的形式和夹紧机构往往也是专门设计的;夹具体的组装基面曲率、形状、主要轮廓尺寸更要满足具体焊接件的特殊要求。有些产品的专用装焊胎架,在总体设计时还有可能提出其他特殊工艺操作要求(如反变形、预张紧等)。
在同一条生产线上,往往按部件的装焊要求,布置若干个专用胎架,分别完成各自的装配、焊接功能。如铁路客车车体钢结构的焊接生产线上,就划分为侧墙、车顶、端墙、底架以及车体钢结构总成等若干工位,每个工位都采用专用的装焊胎架来完成各大部件的组焊作业。这时,应注意它们之间生产节拍的一致性。
专用装焊胎架除应满足装焊工艺的要求外,还应满足产品的形位公差要求,同时还要与生产率要求相匹配以及充分注意到焊缝的可达到性和工件装卸的方便性等。
图8-8是铁路客车车体钢结构中的侧墙组焊专用胎架示意图(俯视)。该胎架充分考虑到产品对车体上拱度和侧墙外观平整度的技术要求。通过对侧墙上边梁10(骨架格栅的上边界槽钢)装配时下拱度f的调整(控制在5~12mm),间接为立柱4(骨架中的主干零件)的端面提供定位基准,从而达到有效地为侧墙的格栅整体上创造了工艺反变形和最终上拱度控制的工艺基准。通过设置在胎架两端的一套25×104N拉力的侧墙板(外蒙皮)顶拉紧装置3,可使平铺在夹具体7上面的侧墙板8产生15~20mm的伸长,以控制侧墙的焊后波浪变形,保证产品外观的平整度。
同时,为了方便工件的吊入和取出,提供较大的操作空间,该胎架采用两组可沿轨道直线移动的气动夹紧机构(配有4~5支气动夹紧器)6。该夹紧机构与夹具体之间配有锁定装置,以保证夹紧状态的可靠和稳定。焊工在装焊作业中,可随时利用此夹紧机构压紧立柱4或横梁5,依次完成侧墙部件的装配与焊接。(https://www.xing528.com)
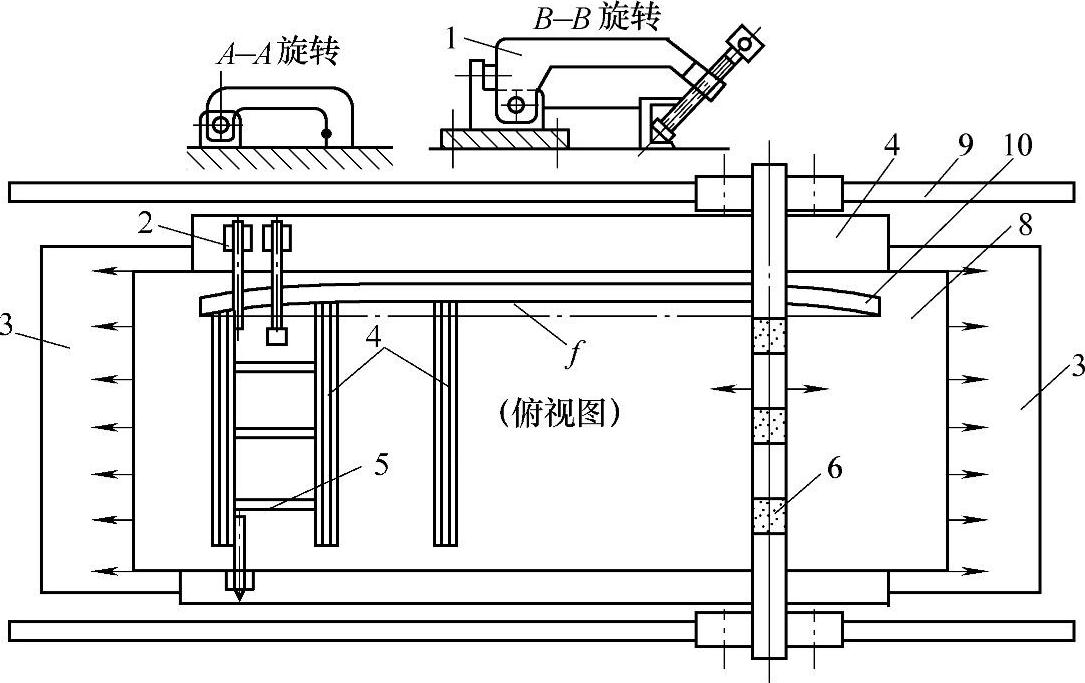
图8-8 客车车体钢结构中侧墙组焊胎架示意图
1—上边梁定位夹具 2—立柱定位挡板 3—预拉紧装置 4—侧墙立柱 5—横梁 6—气动夹紧机构 7—夹具体 8—侧墙板 9—气动夹紧机构轨道 10—侧墙上边梁
应该指出,并不是所有制品都能经过一次吊装就能完成全部装配和焊接工作。有些制品由于焊缝的分布复杂,往往需将工件翻180°或转动后才能使焊缝处于最有利的施焊位置(平焊)。这时,就需要考虑胎架的可变位能力;或者将装配与焊接工序分开,设置两个工位:装配工位只完成工件的定位;焊接工位来完成各焊缝的焊接。那么,这种仅仅用于工件定位的胎架就成了单纯的装配胎架,胎架的结构就可能大大简化。有些特殊的工件,其自身刚性不足,通过吊装会引起变形,但焊接工作又必须在变位机上进行,这时可考虑在胎架的夹具体上设置某些方便安装的定位点。焊接前,将装配胎架(已装配好待焊工件)整体吊装在焊接变位机或翻转机上,配合完成焊接任务。这样,装配胎架就变成了可移动式的复合型胎架,这种胎架在半球工件的组焊中已有应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。