



1.夹紧的作用
在装焊作业中,利用某种施力元件或机构使工件达到并保持预定位置的操作叫夹紧。用于夹紧操作的元件或机构就称之为夹紧器或夹紧机构。按夹紧操作的力源不同可分为手动、气动、电动、液压、磁力、真空等六种类型,其中以手动和气动最为常见。
夹紧操作在表现形式上都是对被夹持的工件实施力的作用,但其工艺内涵却不尽相同,有必要区分夹紧操作的具体作用:
(1)用以实现工件的可靠定位 应当承认,定位器的合理选择和布置为实现工件的正确定位提供了必要条件,但不是充分条件。因在大多数情况(磁力平台和挡块除外)下,定位器本身并不能自动将工件定位面严格地贴靠在自身的工作面上,如果不采用恰当的夹紧力配合,将会影响工件的最终定位效果。
(2)用于实现工艺的反变形 在解决焊接构件的挠曲变形、角变形等问题时,经常采用装配反变形工艺措施。尤其是采用外力强制下的弹性反变形装配工艺时,为了有效控制工件的形状、变形量及位置稳定等,首先必须通过某些夹具使工件整体稳固,然后再运用专门设置在特定部位的夹具对工件施加反变形力。
(3)用于保证工件的可靠变位 在焊接工序中,有时需借助焊接变位机对工件进行倾斜或回转。这时,吊装在变位机工作台或翻转机上的工件也必须采取可靠的夹紧措施,以确保操作过程的安全,防止工件在焊接过程中产生相对窜动。
(4)用于消除工件的形状偏差 目前“冲压—焊接”结构广为应用(如汽车驾驶室、后桥壳总成等)。由于各种工艺因素(如反弹等)的影响,经冲压成形的板壳类零件往往会产生不同程度的形状(如圆度、直线度)偏差。为了消除前道工序的不良影响,有效控制产品的装配质量(如装配间隙、工件圆度等),在装配工序中利用一些专用夹具来弥补工件本身存在的尺寸偏差,降低废品率。
2.常用的夹紧器
常用的夹紧器分类如图8-6所示。
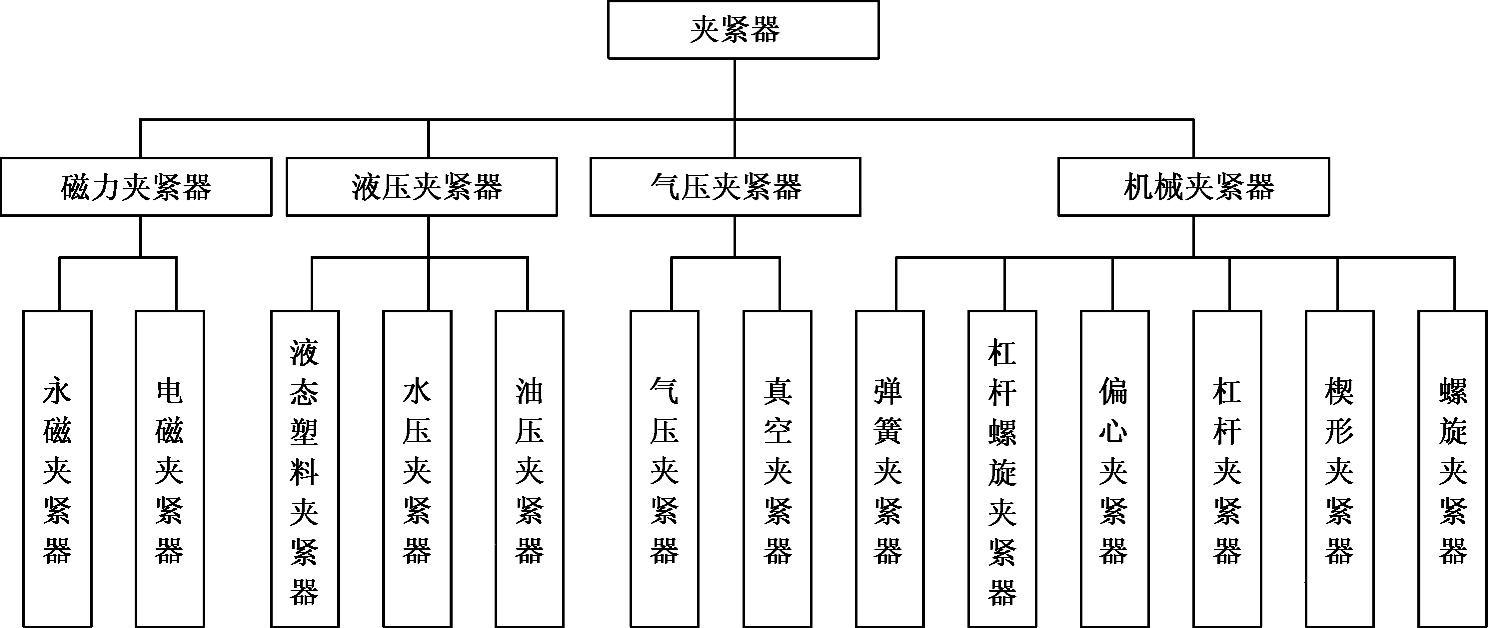
图8-6 常用夹紧器的类型
(1)气动及液压夹紧器 气动夹紧器(或机构)是以压缩空气为传力介质,推动气缸活塞与连杆动作,从而实现对工件夹紧作用的。而液压夹紧器(或机构)则是以压力油为传力介质,使液压缸活塞与连杆产生动作,从而实现夹紧作用的。二者的根本区别在传力介质的不同,而工作原理相似。
应该指出,图8-6中仅仅列举了夹紧器的基本类型。为了发挥各自的优势,扬长避短,挖掘它们的生产潜力,往往采取复合的构造形式,例如:把气压压夹器的力源(气缸)移植到机械(手动)夹紧器的执行机构上,便可产生多种更为实用的夹紧机构,如气动—杠杆夹紧器、气动凸轮—杠杆夹紧器等。
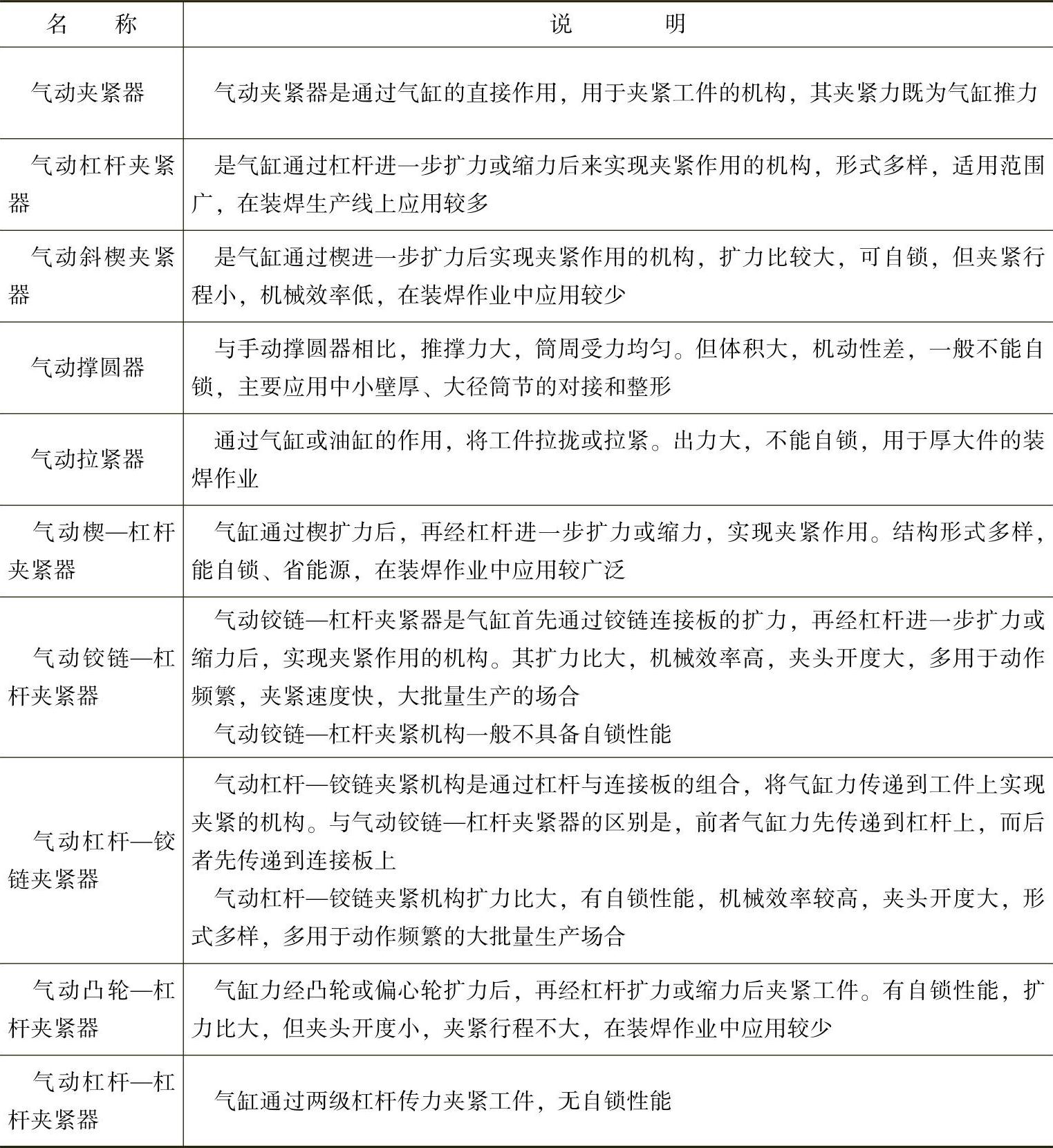
(2)气动(液压)夹紧机构的常见结构组成 气动夹紧器在工程中应用的具体结构类型多种多样,表8-1列举其中较为典型的实例,供选用或设计时参考。
表8-1 气动夹紧机构
 (https://www.xing528.com)
(https://www.xing528.com)
(3)气动、液压夹紧机构的应用特点 气动夹紧机构通常使用压力为0.4~0.6MPa的压缩空气为传力介质;液压夹紧机构所使用的油压为3~8MPa。夹紧力的大小主要决定于介质的压力及气缸或液压缸的活塞直径等结构因素。
气动夹紧机构的特点是:夹紧速度快,夹紧力比较稳定,操作简便,不污染环境,并可实现程序控制,因此在装焊生产线上广为应用。
液压夹紧机构的结构形式和基本功能同气动夹紧机构类似,主要区别是传力介质不同,因而工作压力范围显著不同。它的突出优点是:动作平稳、耐冲击、结构尺寸小,比相同尺寸的气动夹紧机构的夹紧力大十几倍,甚至几十倍。
气缸和液压缸、压缩空气站和液压油泵站,以及相应的各种控制阀与辅件等,我国均巳实现标准化和系列化生产,应优先选用。
有关气动或液压的传动设计计算,请参考相关的设计手册。
3.夹紧器的设计要点
(1)恰当选择夹紧器的类型 主要依据被装焊工件的结构特点、被夹紧位置的确定性、生产率及特定的装焊工艺要求等因素确定夹紧器的类型。对于产量较大、定位点较多且夹紧力不大的制品,多采用气动夹具;对于产量小、夹紧力较大,但长期稳定的产品,宜采用液压夹具;对于产量中等,中、厚板钢制品,操作空间较宽敞时,多采用较简单的手动螺旋夹紧器;对于产量不大、夹紧位置随机性较大的刚性适中的金属制品(如在压力容器筒体组对、起重机主梁腹板的组对时),多采用楔形铁或撬棍等能灵活处理工件局部定位的夹紧器。
(2)正确选择夹紧力的作用方向和位置 这主要是强调夹紧效果,即不应因夹紧操作而破坏工件预定的形状或位置,甚至造成被定位工件不应有的移动或转动,如图8-7所示。
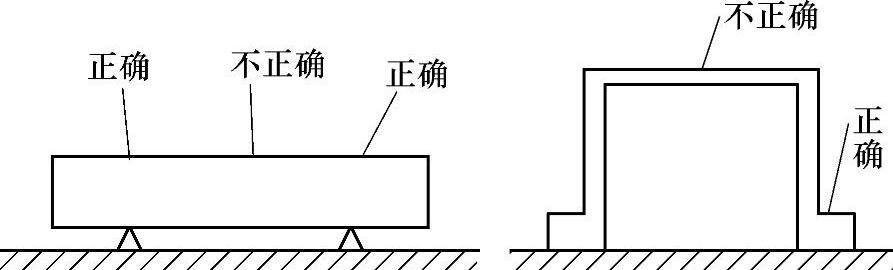
图8-7 加紧力的作用位置和方向
(3)夹紧力的大小应适度 夹紧力不足时,被夹持的工件会产生滑动;而夹紧力过大,又会损伤零部件局部的表面质量,甚至产生压痕或划伤,尤其是在铝制品的生产中更要注意。在较难控制夹紧力的工艺反变形操作时,应配有相应的限位挡块,以防止夹紧状态失控而达不到预定的效果。
(4)夹紧器不应妨碍工件的装卸 装焊工件的吊入和取出有时与夹紧操作存在矛盾。解决这类矛盾的有效方式往往是通过改变夹紧器或夹紧机构的构造来加以协调。必要时,应将夹紧器做成可拆装或可回转式的,以让开工件的吊装空间。
(5)夹紧器本身要有足够的强度和刚度 夹紧器除结构简单、轻便外,作为刚性固定法工艺中采用的夹具,还应保证夹具的相对刚性应大于被控制工件的刚性。
(6)夹具体结构设计要合理 不仅有利于定位器、夹紧器的安装,还应方便它们位置的调整,以便适应不同产品的夹紧要求,即可以为焊接生产创造出一定的“柔性”。
(7)分段装焊夹具 在生产大型构件时(如客车钢结构中的顶棚、侧墙装焊),操作上往往是顺序装焊或分段装焊。这时,可考虑将具有同样功能夹紧需求的部分夹具,做成整个可移动的随动组合体(悬架式或门架式),使之能依次完成相同工艺内容或类似的工艺操作。这样,既节省工装的成本,又能方便地留出大型工件装焊后的取出吊运操作空间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。