



1.焊接变形与控制方法分类
根据焊接变形的类型不同,预测、分析、控制和消除结构件的焊接变形十分重要。焊接变形可分为焊接过程中发生的瞬态热变形和在室温条件下的残余变形;残余变形又可以分为构件的面内变形和面外变形两种,其分类如图7-6所示。
从焊接结构的设计开始时,就应考虑控制变形可能采取的措施,进入生产制造阶段,可采用在焊前的预防变形措施和在焊接过程中的“积极”或称“主动”控制的工艺措施;而在焊接完成后,只好选择适用的“消极”矫正措施来减小或消除已发生的残余变形。控制各种变形的方法分类见图7-7。
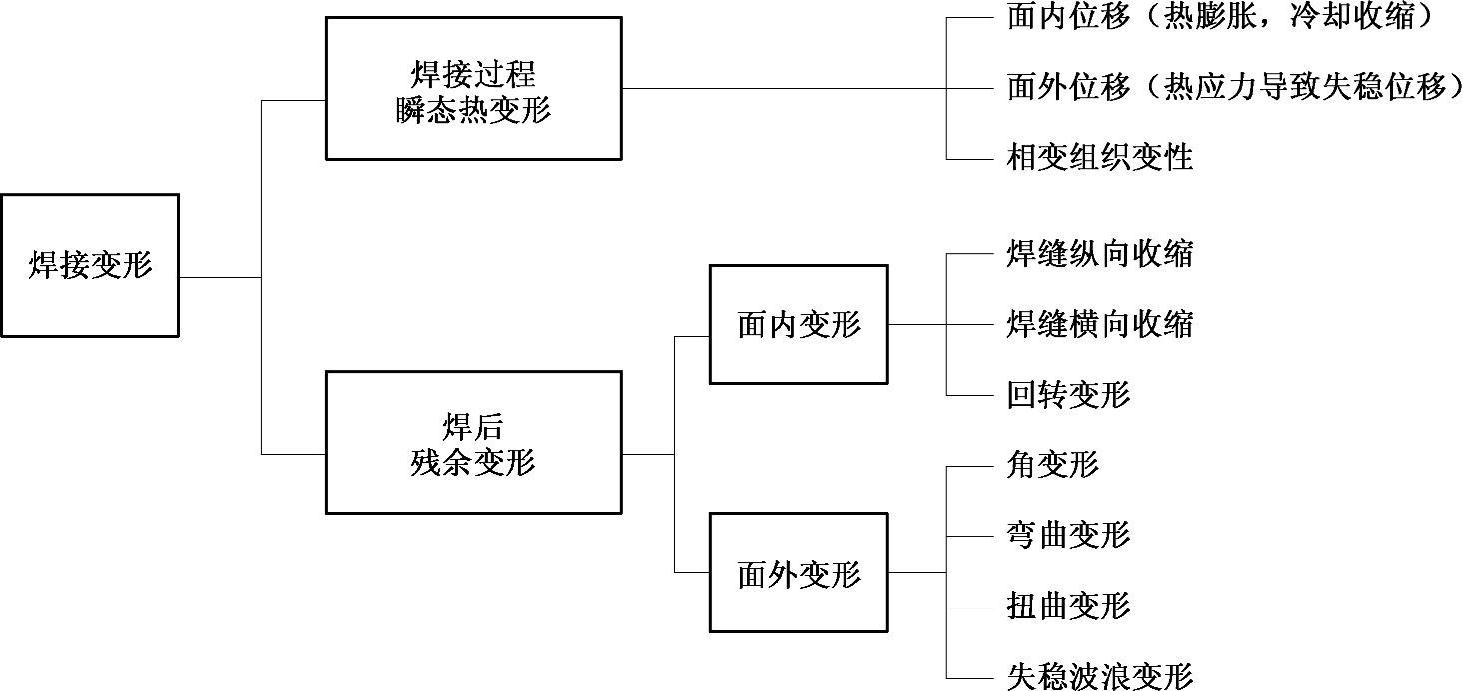
图7-6 焊接变形分类
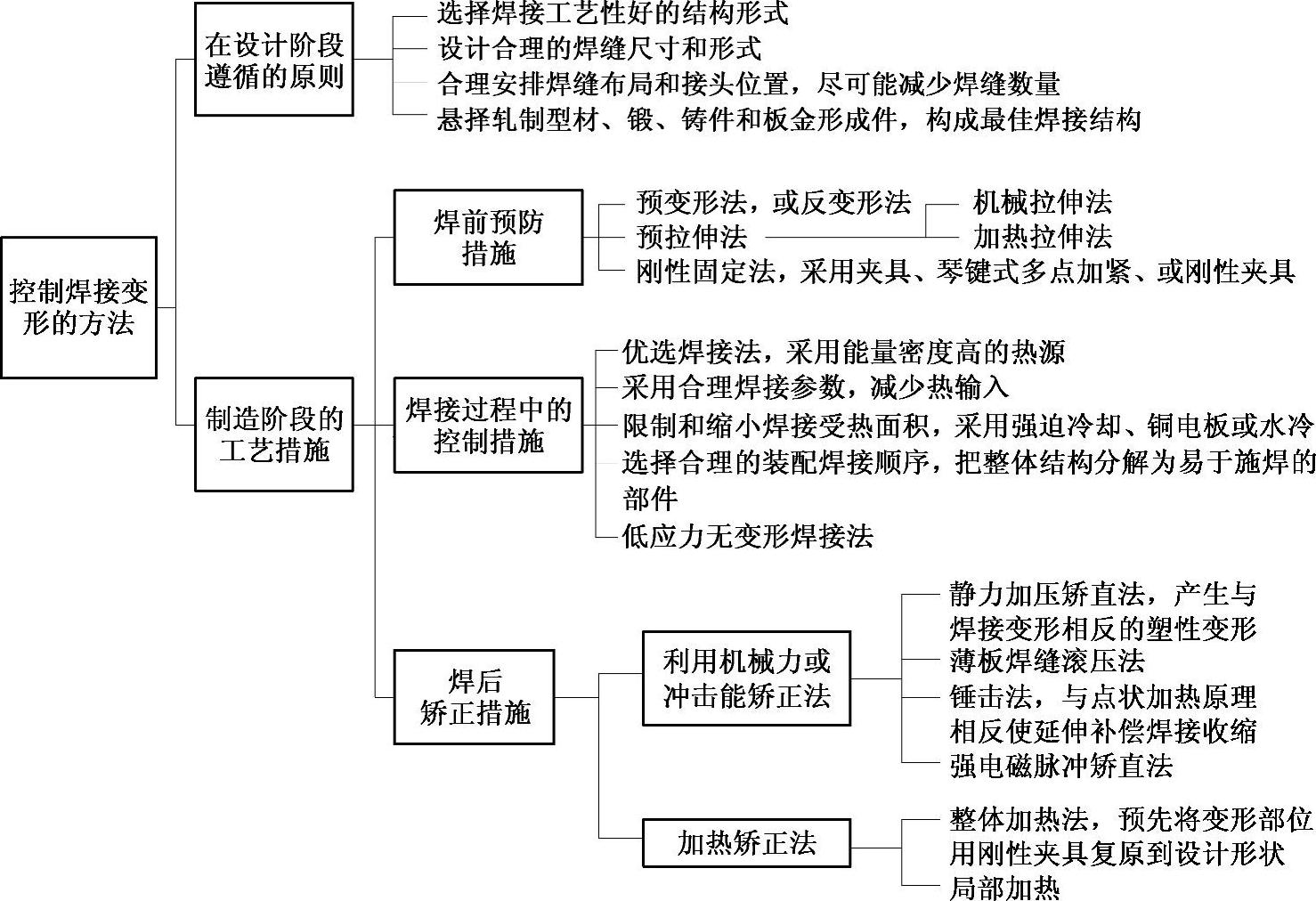
图7-7 控制焊接变形方法的分类
2.控制焊接变形的方法
(1)反变形法 根据预测的焊接变形大小和方向,在进行焊接工件装配时,预制一个与焊接残余变形大小相当、方向相反的预变形量(反变形量),焊接残余变形抵消了预变形量,使构件回复到设计要求的几何形状和尺寸。当构件刚度过大(如工字梁的翼板较厚或大型箱形梁等),采用上述反变形有困难时,可以先将梁的翼板强制反变形或将梁的腹板在下料时预制成上挠形,然后再进行装配焊接。
(2)预拉伸法 预拉伸法多用于薄板平面结构件,如车箱壁板的焊接。焊接前,先将薄板件用机械方法拉伸或用加热方法使之伸长;然后再与其他构件(如框架或筋板)装配焊接在一起;焊接后,去除预拉伸或加热,薄板回到初始状态。该法可有效地降低残余应力,控制波浪形失稳变形有明显的效果。
(3)薄板低应力无变形焊接法(LSND焊接法)与温差拉伸法不同,这是一种在焊接过程中实施的降低应力、防止变形的方法。焊接前,在焊缝区预制铜垫板进行冷却,两侧附有加热元件,形成一个特定的预置温度场,迫使焊件最高温度区(两个)离开焊缝中心线,其距离分别为H,这样就对构件生成了预置拉伸效应。这是一种在焊接过程中直接控制瞬态热应力与变形产生和发展的“积极”方法,或称“主动”控制法。焊接后,残余应力峰值可以降低2/3以上,甚至会在焊缝区形成压应力,使工件避免失稳。因此,焊后的工件没有焊接残余变形,保持焊前的平直状态。LSND焊接法适用于各类材料:铝合金、不锈钢、钛合金、高温合金等。预置温度场中的最高温度因材料和结构而异,一般在100~300℃左右,可根据待焊件预置温度场。实践表明,预置温度场还有利于改善焊接接头的性能。LSND焊接法可以在通常的钨极氩弧焊、等离子弧焊及其他熔焊过程中实施,并保持常用的焊接参数不变。
(4)滚压焊缝消除薄板残余变形 焊缝滚压技术不仅可用于消除薄壁构件上的焊接残余应力,而且是焊接后矫正板、壳构件变形的有效手段,多用于自动焊方法完成的规则焊缝,即,直的或环状焊缝。
(5)局部加热法 多采用火焰对焊接构件局部加热,在高温处,材料的热膨胀受到构件本身刚性制约,产生压缩塑性变形,冷却后产生自然收缩,抵消了焊后的构件变形,达到矫正目的。局部加热法可用单点和多点操作。(https://www.xing528.com)
(6)强电磁脉冲矫形法(电磁锤法)利用强电磁脉冲形成的电磁场冲击力,在焊件上产生与残余焊接变形相反的变形量,以达到矫正目的。电磁锤法是用于钣金件成形的一种有效工具,其工作原理是,高压电容通过圆盘形线圈组成的电磁锤放电,在线圈与工件之间感应生成很强的脉冲电磁场,形成一个较均匀的压力脉冲,用以成形和矫形。
3.使用焊接夹具
焊接中,焊件变形是释放焊件内不均匀应变能的自发过程,如果用外力将焊件刚性固定,则不均匀变形能会以塑性应变的形式反映出来。对于塑韧性好的金属或合金,使用夹具可以有效地防止焊接变形,所以,为保证焊后尺寸,生产中大量使用夹具。图7-8为焊接变形与夹具夹紧程度的一般关系。由图中曲线可见,夹紧程度越大(如刚性固定),焊接变形越小;在自由状态下(无夹紧的状态),焊接变形量大。使用夹具时应注意的是,刚性固定使焊接件产生较大的塑性应变和应变集中区域的热效应,对某些强度级别较高的金属会造成塑性损伤而引起局部脆化,在以后的服役中易出现早期失效;而不采用夹紧措施,焊件在无拘束条件下通常会引起较大的焊接变形,重者造成焊件的尺寸超标,甚至无法完成焊接过程;较大的塑性应变也会使焊缝金属的强度有所提高,同时焊接应力有增加的可能。
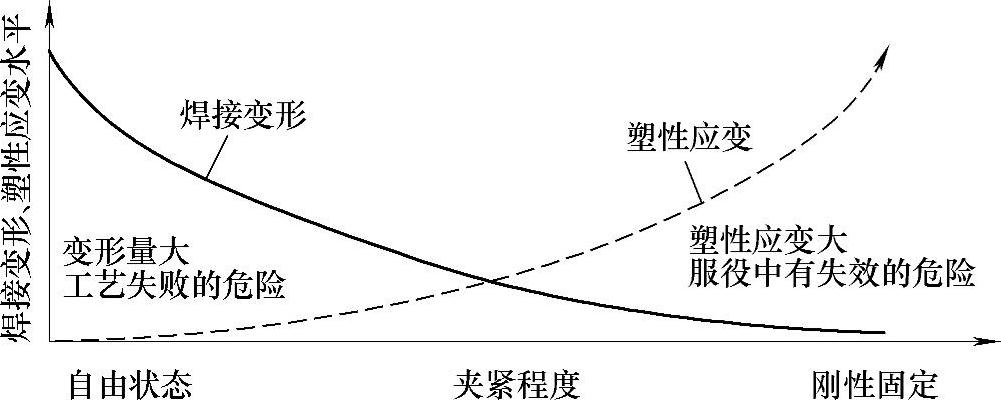
图7-8 夹紧程度与焊接变形的趋势示意图
4.焊接接头的收缩量控制
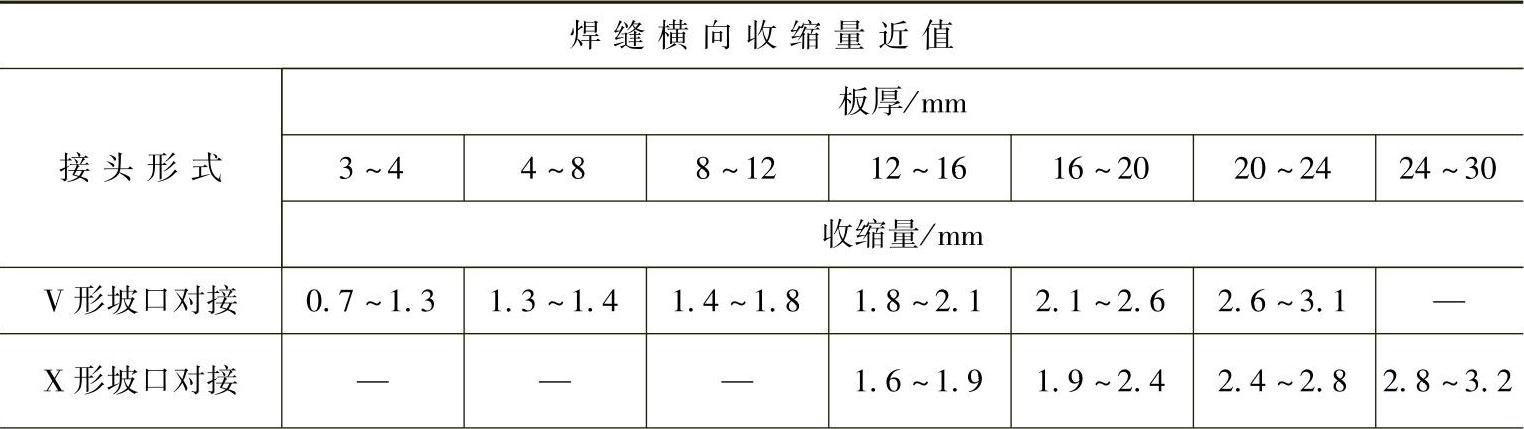
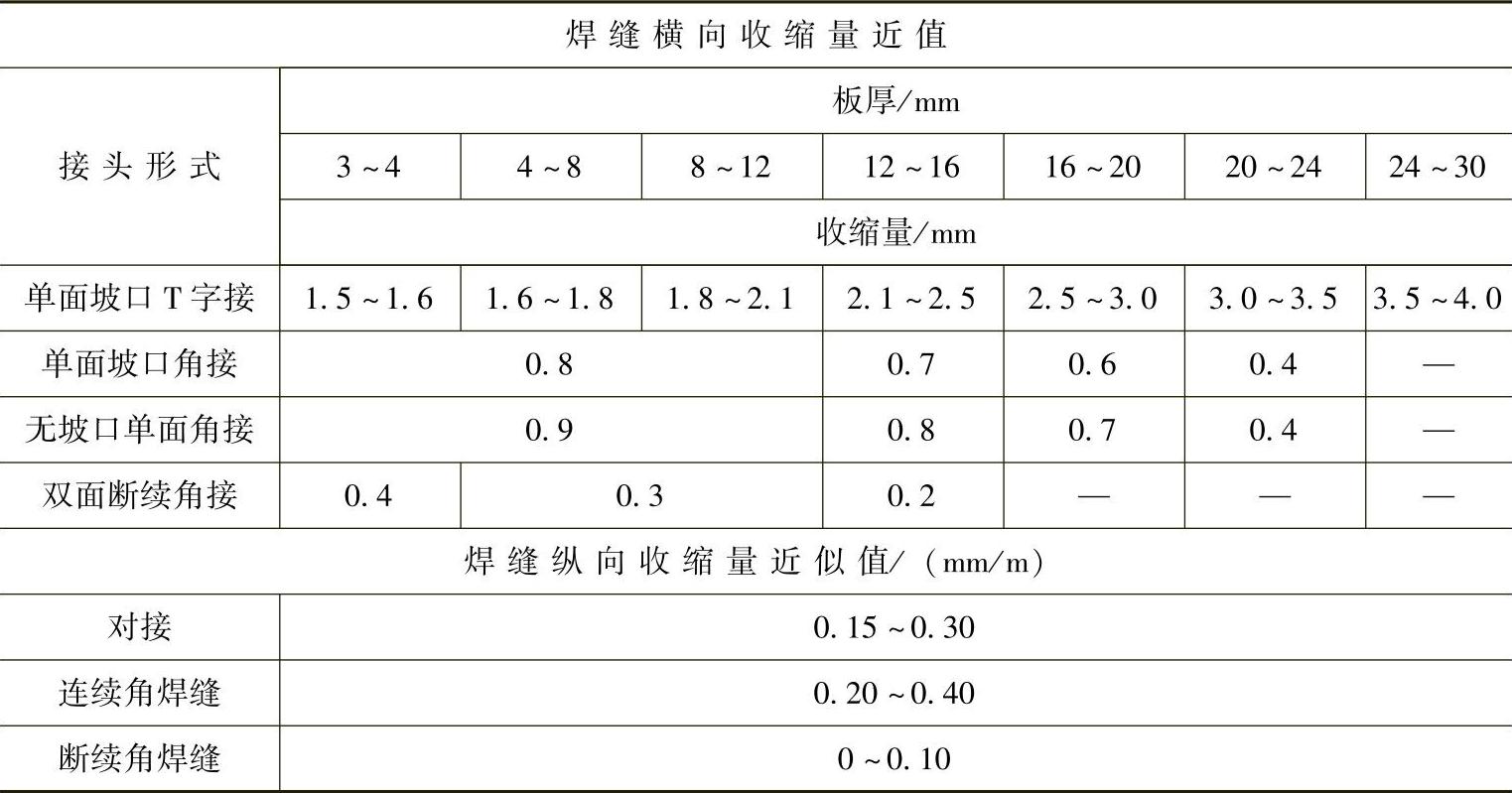
正常焊接的构件一定会有收缩量,这是熔焊的特征之一,收缩量也属于焊接残余变形的一种。主要应考虑的是接头横向和纵向收缩量。一般情况下,焊接接头的收缩量与主要受焊缝截面积大小、板厚、接头类型、材料以及焊接方法等因素的影响。焊接接头收缩量的大小主要影响焊接结构或产品的装配精度和最终尺寸,也会降低焊接接头的性能和承载能力。所以也必须给予足够的重视。工程上常采用下料时的预留量来控制接头的收缩量。普通低碳、低合金钢焊接收缩量的参考值见表7-4。
表7-4 普通低碳、低合金钢焊接收缩量参考表
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。