



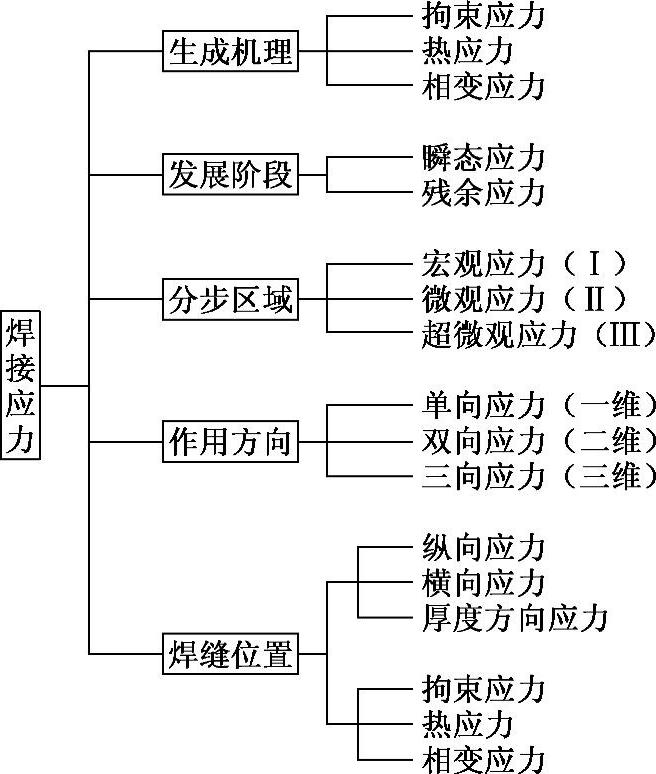
图7-4 焊接应力分类
1.焊接残余应力与控制方法
焊接应力的名称因其使用的对象或研究角度的不同而不同。常用的焊接应力分类如图7-4所示,主要将其分成:生成机理、发展阶段、分布区域、作用方向和焊缝位置5种类型。
在结构设计阶段就应考虑可能采取的办法,来减小焊接应力(更注重的是焊接残余应力);在焊接过程中,采取相应的工艺措施,可以调节和控制焊接应力的产生和发展过程;焊后,降低或消除应力的方法可以分为机械法和热处理方法等,这些方法和措施如图7-5所示。
2.消除焊接残余应力的必要性
符合下列情况之一的应考虑焊后消除内应力。
1)在工作、运输、安装或启动时可能会遇到低温,有发生脆性断裂的厚截面复杂结构。
2)厚度超过一定限度的焊接压力容器。
3)焊后机械加工面较多,加工量较大,不消除残余应力,不能保证加工精度的结构。
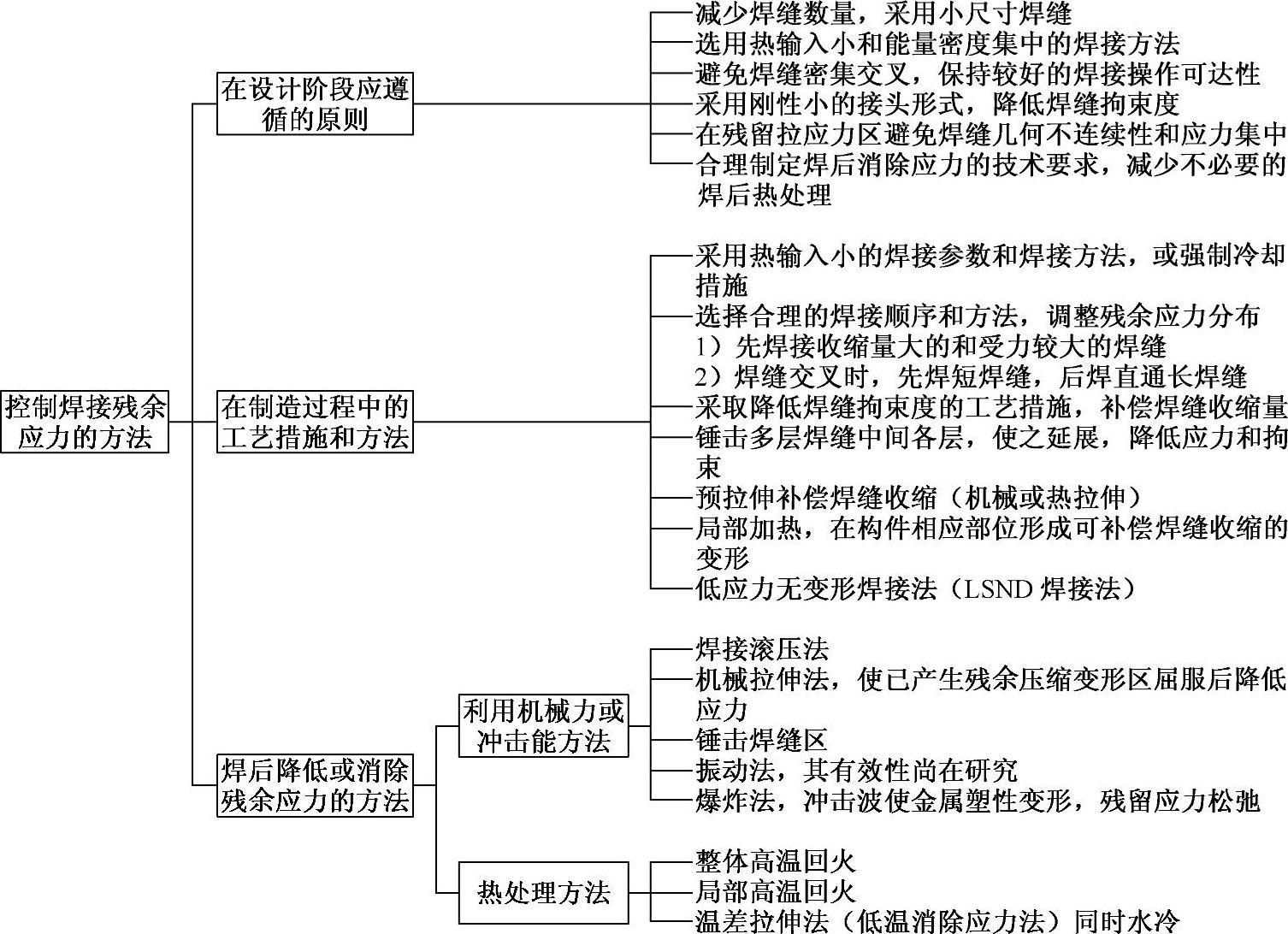
图7-5 控制焊接残余应力方法的分类
4)尺寸精度和刚度要求高的结构,如精密仪器和量具的座架、机床床身、减速箱等,在长期使用中或因不稳定组织的转变或因运转和运输中的振动致使内应力部分松弛,不能保持尺寸精度的结构。
5)有应力腐蚀危险又不能采取有效保护措施的结构。
一般情况下,在薄壁构件和中厚板结构中焊接残余应力多为二维平面应力状态,若材料具有较好的塑性、韧性,考虑消除残余应力的必要性时,还应注意到工序周期、制造成本的增加,尽量减少焊后附加的消除应力处理工作量。对于重型结构中的厚截面接头,多为三维应力状态,甚至会出现局部三向拉伸应力。一般视结构的承载情况可采取焊后整体高温回火或人工时效等方法减小或消除焊接残余应力。
3.焊后控制焊接残余应力方法
(1)滚压焊缝调节薄壁构件内应力 在薄壁构件上,焊后使用滚轮滚压焊缝和近缝区,是一种调节和消除焊接残余应力和变形的有效而经济的工艺手段,还可以通过滚压改善焊接接头性能(滚压后再进行相应的热处理),可将繁重的手工操作变成机械化,并能稳定产品的质量。在滚轮的压力下,沿焊缝纵向的伸长量(即塑性变形量),一般在(1.7~2)σs/E左右,即可达到补偿焊接所造成的压缩塑性变形的目的。
(2)锤击法调节中、厚板焊接残余应力 用锤击焊缝的方法调节焊接接头中残余应力时,在金属表面层内产生局部双向塑性延展,补偿焊缝区的不协调应变(受拉应力区),达到释放焊接残余应力的目的。与其他消除残余应力的方法相比,锤击法可节省能源、降低成本、提高效率,并可在焊缝区表面形成一定深度的压应力区,是焊接过程中和焊后均可实现的工艺措施,该法可有效地提高结构的疲劳寿命,并可用于精密结构的焊后调整局部的几何尺寸。(https://www.xing528.com)
(3)爆炸法调节中、厚板焊接残余应力 爆炸法是通过布置在焊缝及其附近的炸药带引爆产生的冲击波与残余应力的交互作用,使金属产生适量的塑性变形达到松弛残余应力的目的。根据构件厚度和材料的性能,选定恰当的单位焊缝长度上的炸药量和布置方法是取得良好消除残余应力效果的决定因素。使用该法前,需要通过特殊的认证方可进行。
(4)整体高温回火 重要焊接构件多采用整体加热的高温回火方法消除残余应力,这种热处理工艺参数的选样因材料而异(见表7-3)。内应力消除效率只是开始保温的一段时间内为最高,随后效率降低,因此过长的处理时间并不必要。保温时间根据构件厚度确定,对于钢材可按每毫米厚度保温1~2min计算,但一般不宜低于30min;对于中厚板结构不必高于3h;对具有再热裂纹倾向钢材的厚大结构,应注意控制加热速度和加热时间,对于一些重要结构,如锅炉和化工压力容器,消除内应力热处理规范及必要性,有专门规程予以规定。热处理一般在炉内进行,对于大型容器,可采用在容器外壁覆盖保温层,在容器内用火焰或电阻加热的办法来处理。
表7-3 不同材料消除焊接残余应力回火温度

①含钒低合金钢在600~620℃回火后,塑性、韧性下降,回火温度宜选550~560℃。
 一个适当宽度的氧乙炔焰炬平行于焊缝移动加热,在焰炬后的一定距离(150~200mm)处跟随有排管喷水冷却。这样,可造成一个两侧高(峰值约为200℃)焊缝区低(约为100℃)的温度场。两侧的金属因受热膨胀对温度较低的焊缝区进行拉伸,使之产生拉伸塑性变形以抵消原来的压缩塑性变形,从而消除内应力。本法实质上等效于机械拉伸法,适用于焊缝规则,厚度小于40mm厚的板、壳结构。
一个适当宽度的氧乙炔焰炬平行于焊缝移动加热,在焰炬后的一定距离(150~200mm)处跟随有排管喷水冷却。这样,可造成一个两侧高(峰值约为200℃)焊缝区低(约为100℃)的温度场。两侧的金属因受热膨胀对温度较低的焊缝区进行拉伸,使之产生拉伸塑性变形以抵消原来的压缩塑性变形,从而消除内应力。本法实质上等效于机械拉伸法,适用于焊缝规则,厚度小于40mm厚的板、壳结构。
(7)机械拉伸法 焊后对焊接构件进行加载,使焊缝压缩塑性变形区得到拉伸并屈服,从而减小因焊接引起的局部压缩塑性变形,使内应力降低。
消除的内应力数值(Δσ)可按式(7-1)计算:
Δσ=σ0+σ-σs (7-1)
式中 σ0——内应力,塑性材料的焊接结构,一般取σ0=σs,故Δσ=σ;
σ——加载时的应力;
σs——材料屈服强度。
焊接压力容器的机械拉伸,可通过液压试验来实现,液压试验采用一定的过载系数,所用试验介质一般为水。试验时,还应严格控制介质的温度,使之高于材料的脆性临界温度,以免在加载时发生脆断。
(8)点状加压和点状加热 两者都是利用作用点或附近(加压点和加热点)的压缩塑性变形抵消或部分抵消接头区的拉伸应力。该方法常用于焊后接头的局部处理。
(9)振动时效处理 可用于降低残余应力,使在后续机械切削加工过程或使用中保持构件尺寸与形状的稳定性。这种方法不推荐在易于出现脆裂和应力腐蚀开裂的结构上应用。振动法是利用由偏心轮和变速电动机组成的激振器,使结构发生共振所产生的循环应力来降低内应力的。其效果取决于激振器和构件特点及支点的位置、激振频率与处理时间。本法所用设备简单价廉、处理费用低、时间短,也没有高温回火时金属表面氧化的问题。
(10)其他调节残余应力的方法 喷丸处理、感应加热与水冷相结合、多层环焊缝管内水冷法等,在科研和生产中也有应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。