



活性化焊剂TIG焊(A-TIG),又称助焊剂TIG焊,英文名称为Activating flux TIG。这一技术最早是在20世纪60年代由前苏联巴顿焊接研究所开发的,主要用于航空、航天、能源和化工工业。适用的材料由最初的钛合金已扩展到不锈钢、碳钢和高温合金材料等。
A-TIG焊接法的实质是在被焊工件的表面涂上一层很薄的活性化焊剂,这种活性化焊剂在焊接时能引起电弧的收缩或使熔池的流动模式发生变化,从而大幅度地增加熔池的深度。一般来说,A-TIG焊接法的熔深比常规TIG焊缝增加1~3倍如图6-8所示。对不锈钢来说,板厚12mm以内不需开坡口,可一次完成单面焊双面成形,焊缝外观良好,焊后仅需将表面的熔渣刷洗干净,不会对焊缝造成污染。采用A-TIG焊技术,对薄板可减少焊接热输入,减小焊接变形;对中厚板可一次焊接成形或双面焊接减少焊道层数。
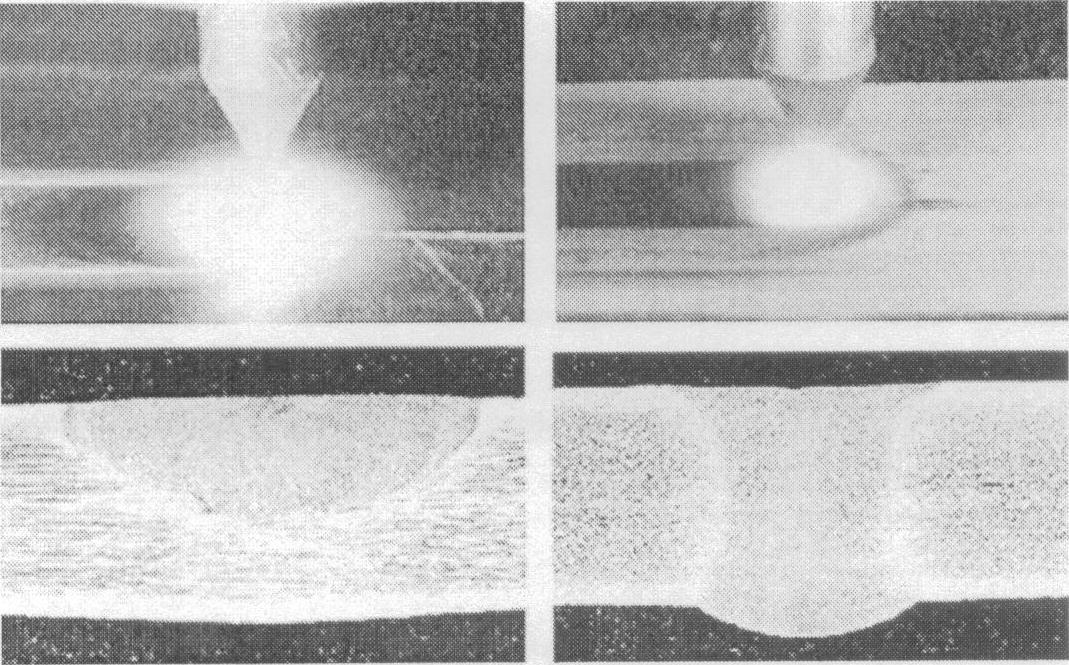
图6-8 A-TIG和TIG焊接电弧的焊缝熔深对比
使用A-TIG焊的最初目的是为了消除钛合金焊缝中的气孔,后来通过调节活性化焊剂的成分,也可以有效地改善焊缝的组织和性能,如降低焊缝中的含氧量等。总的说来,使用活性剂对焊缝的化学成分、接头金相组织和力学性能影响不大。(https://www.xing528.com)
关于A-TIG焊的作用机理,多数研究者的研究结论是电弧收缩理论。该理论认为:活性化焊剂在电弧的高温下蒸发,并与电弧中的电子结合形成负离子,导致电场强度减小,结果造成电弧收缩;同时电弧电压增加,能量密度加大,熔化母材的热量也增多,使焊缝熔深增加。
除电弧收缩理论外,还有表面张力理论和“阳极斑点”等理论。如表面张力理论认为:表面张力及其与温度的关系是流体主要流动模式的决定性驱动力;如果表面张力σ随温度T增加而减小(dσ/dT为负),将在表面产生向外的流动,主要形成水平方向的传输热量,可获得宽而浅的焊接熔池,如图6-9b所示;如果表面张力σ随温度T增加而增加(dσ/dT为正),则在表面产生向内的流动,主要产生向下的垂直方向的热量传输,能获得深而窄的焊接熔池,如图6-9d所示。而某些“表面活性元素”(即在液体金属中优先偏聚于表面的元素)能增强焊缝熔深并使其变窄的行为,如钢中的硫、氧和铝即属于这类元素,A-TIG焊的作用机理正是利用了这一效应而获得深而窄的焊缝。
活性剂主要由SiO2、TiO2、Cr2O3、Al2 O3以及NaF等粉末状化合物组成,按一定配方混合后,加入丙酮等挥发性物质,搅拌成糊状,涂到接头表面。涂层厚度大约为0.12~0.15mm,宽度比焊缝略宽。可用刷子涂刷,也可喷涂到母材表面。目前国内外正在进行A-TIG焊的机理、活性剂的作用以及适合于不同材料配方等方面的研究。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。