



【摘要】:在实际焊接工程上常将焊接分成手工焊接、半自动焊接和自动焊接三种工作方式。3)将工件运送到位以及焊后的取出。表6-1是将气体保护焊方法按照手工参与的多少而分类,如此分类可以更准确地描述焊接过程的完成方式,为选择焊接方式提供依据。因为,实际的焊接产品往往具有几种类型的焊缝,所以在常见的焊接生产中,综合使用几种焊接方式为最多,如现代化的汽车焊接生产线制作的卡车驾驶室,其自动焊的焊缝数量约占全部焊缝的36%。
在实际焊接工程上常将焊接分成手工焊接、半自动焊接和自动焊接三种工作方式。如此划分的主要依据是,在实施焊接的过程中需要手工操作的程度如何。通常,可将实际的焊接操作分为三项主要工作:
1)控制焊接参数,电弧焊时特别是控制弧长、焊条或焊丝的送进速度。
2)进行焊条、焊炬或焊接机头沿焊接方向的导向和移动。
3)将工件运送到位以及焊后的取出。
一般认为:手工焊接是在焊接过程中的焊接参数(弧长、焊条或焊丝的送进速度和时间)始终由操作者控制,而且焊接工具也由操作者手工控制;半自动焊接是在焊接过程中的焊接参数由焊接设备自动控制,而对焊条、焊炬或焊接机头沿焊缝方向的导向和移动由手工完成;自动焊接至少上述操作中的1)和2)必须由焊机来执行。
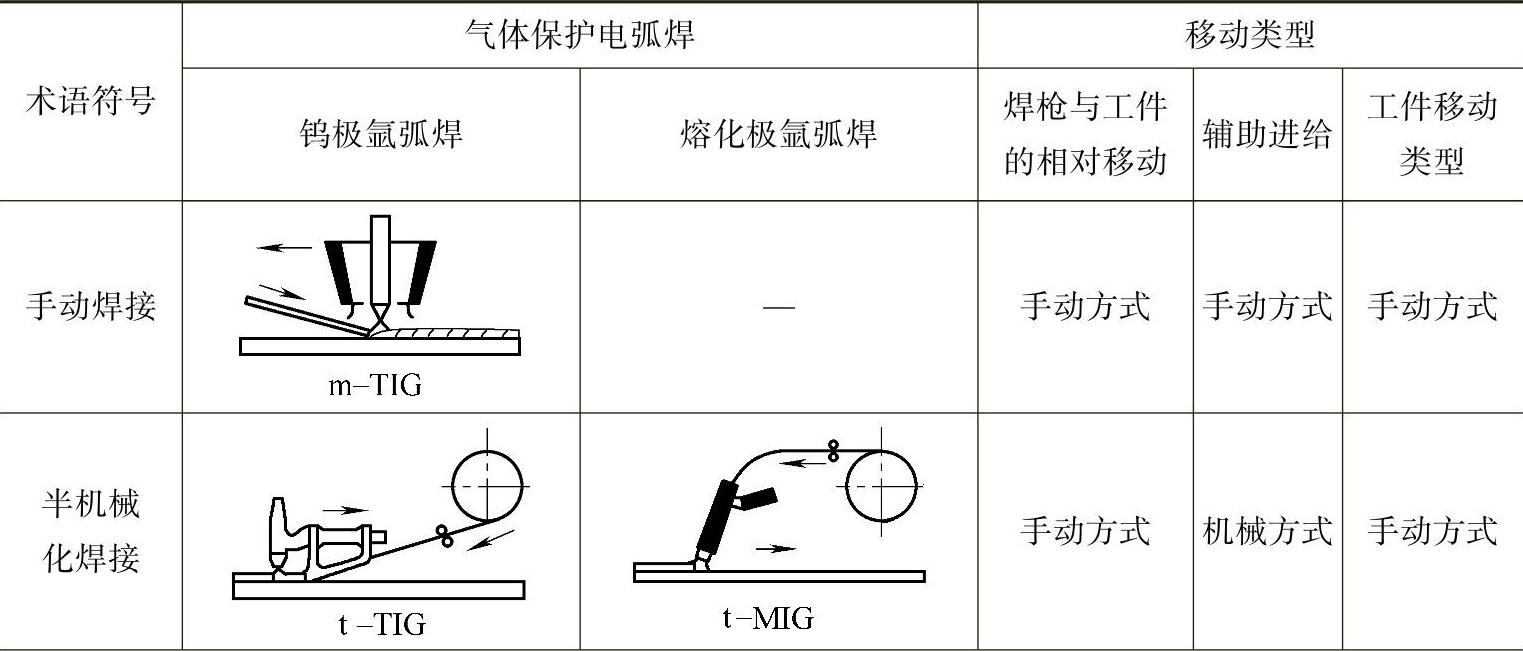
有些国家(如德国)将焊接方式按移动类型(如焊枪与工件的相对运动、辅助材料的进给和工件的搬运方式)分成手工焊接、半机械化焊接、全机械化焊接和全自动化焊接四种。表6-1是将气体保护焊方法按照手工参与的多少而分类,如此分类可以更准确地描述焊接过程的完成方式,为选择焊接方式提供依据。(https://www.xing528.com)
无论采用哪种分类法,选择哪一种焊接方式,都要考虑实际产品的结构形式以及产品数量、质量要求和企业的能力等。因为,实际的焊接产品往往具有几种类型的焊缝,所以在常见的焊接生产中,综合使用几种焊接方式为最多,如现代化的汽车焊接生产线制作的卡车驾驶室,其自动焊的焊缝数量约占全部焊缝的36%。在考虑采用昂贵的全自动化焊接设备时,还应考虑为适应将来新产品、新工艺,预选设备应具有一定的升级能力。
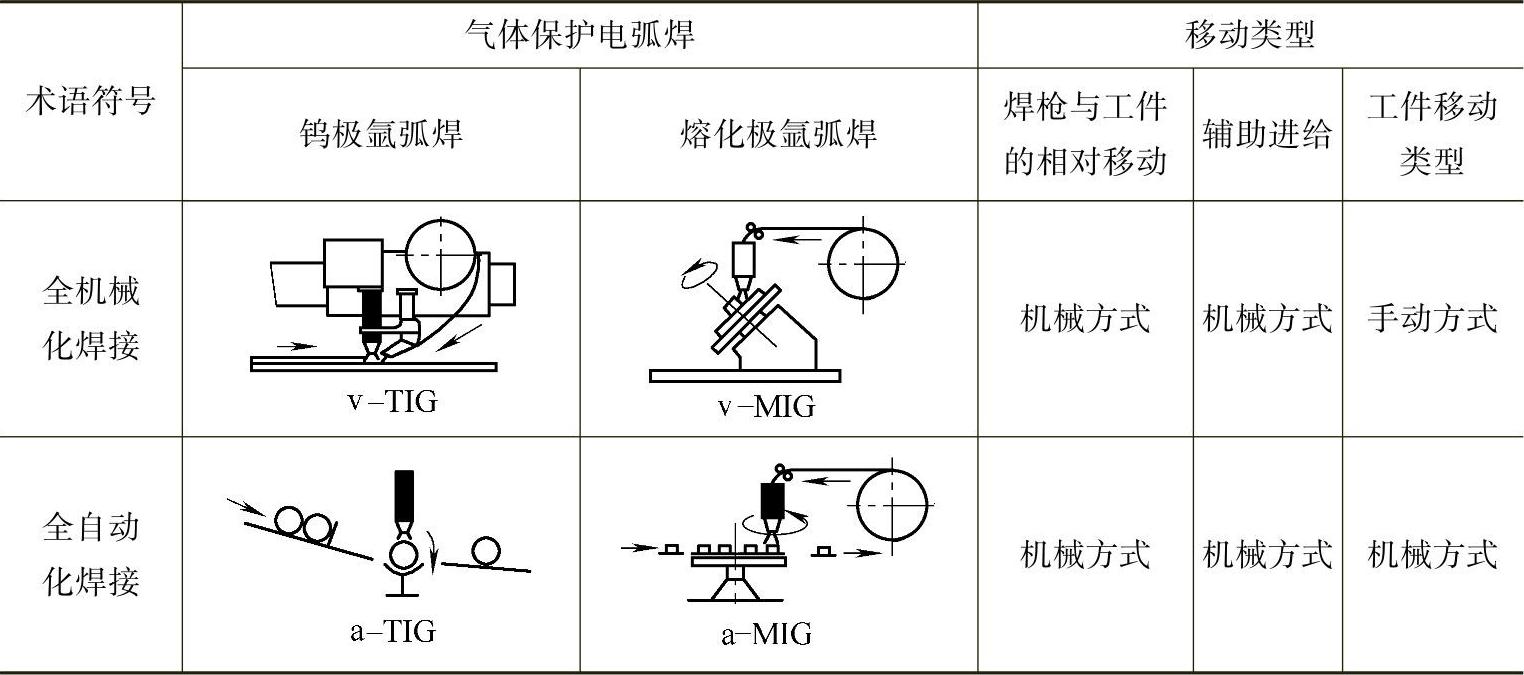
表6-1 焊接工艺的机械化程度分类表
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。