



焊件的结构因数通常是指焊件的材料和厚度、焊件的坡口形式和坡口间隙等。在一定条件下,焊件的结构因数也会对焊缝成形造成影响。
1.焊件材料和厚度
不同的母材具有不相同的热物理性能。相同焊接条件下,导温系数、热容量高的材料熔化同体积金属所需热量多,在热输入一定时,它的焊缝熔深和焊缝宽度就小。焊件材料的密度或液态粘度越大,则电弧对熔池液态金属的排开越困难,焊缝深度越小。其他条件相同时,焊件厚度越大,散热越多,焊缝厚度和焊缝宽度越小。

图5-10 倾斜的工件对焊缝成形的影响
a)上坡焊接 b)下坡焊接
2.坡口形式和间隙
工件是否要开坡口,是否要留间隙及留多大尺寸的间隙,均应视具体情况确定。开坡口的主要目的是为了焊透。若某种焊接方法不开坡口就可以焊透,当然不用开坡口。如采用对接形式焊接薄板时,通常不预留间隙,一般也不需要开坡口;但板厚较大时,为了焊透焊件需留一定间隙或同时开坡口,此时余高和焊缝的熔合比随坡口或间隙尺寸的增大而减小,如图5-11所示。要注意的是,坡口和间隙会影响到焊缝的熔合比Am/(Am+Ad),即影响焊缝最终的化学成分和性能。因此,焊接时也时常采用开坡口来控制余高和熔合比。对于较厚的焊件,如20mm以上,开坡口的形式对焊接材料和能量的消耗以及焊接效率都有重大的影响。为了减少成本和提高效率,除了采用高效焊接方法以外,配合使用合理的坡口形式和尺寸是最有效的方法之一。(https://www.xing528.com)
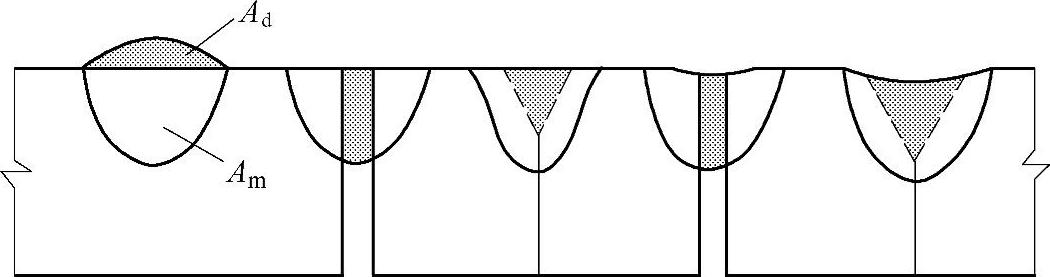
图5-11 工件的坡口和间隙对焊缝成形的影响
图5-12是不同板厚与焊接材料消耗之间的关系,同时给出了坡口的基本参数。图中坡口样图和尺寸对将适应不同的焊接方法和工艺工序。V形、X形坡口角度常用为60°,适用于各种电弧焊,而U形坡口1°~8°的角度通常适用于各种窄间隙焊接法。激光、电子束焊接通常不开坡口,也不留间隙,但是要求接缝端边有很高的加工和装配精度,因为两种焊接方法所获得的焊缝很窄。
影响焊缝成形的因素很多,要想获得良好的焊缝成形,需根据焊件的材料和厚度、焊缝的空间位置、接头形式、工作条件、对接头性能和焊缝尺寸要求等,选择合适的焊接方法和焊接工艺参数,否则就可能造成焊缝的成形缺陷。
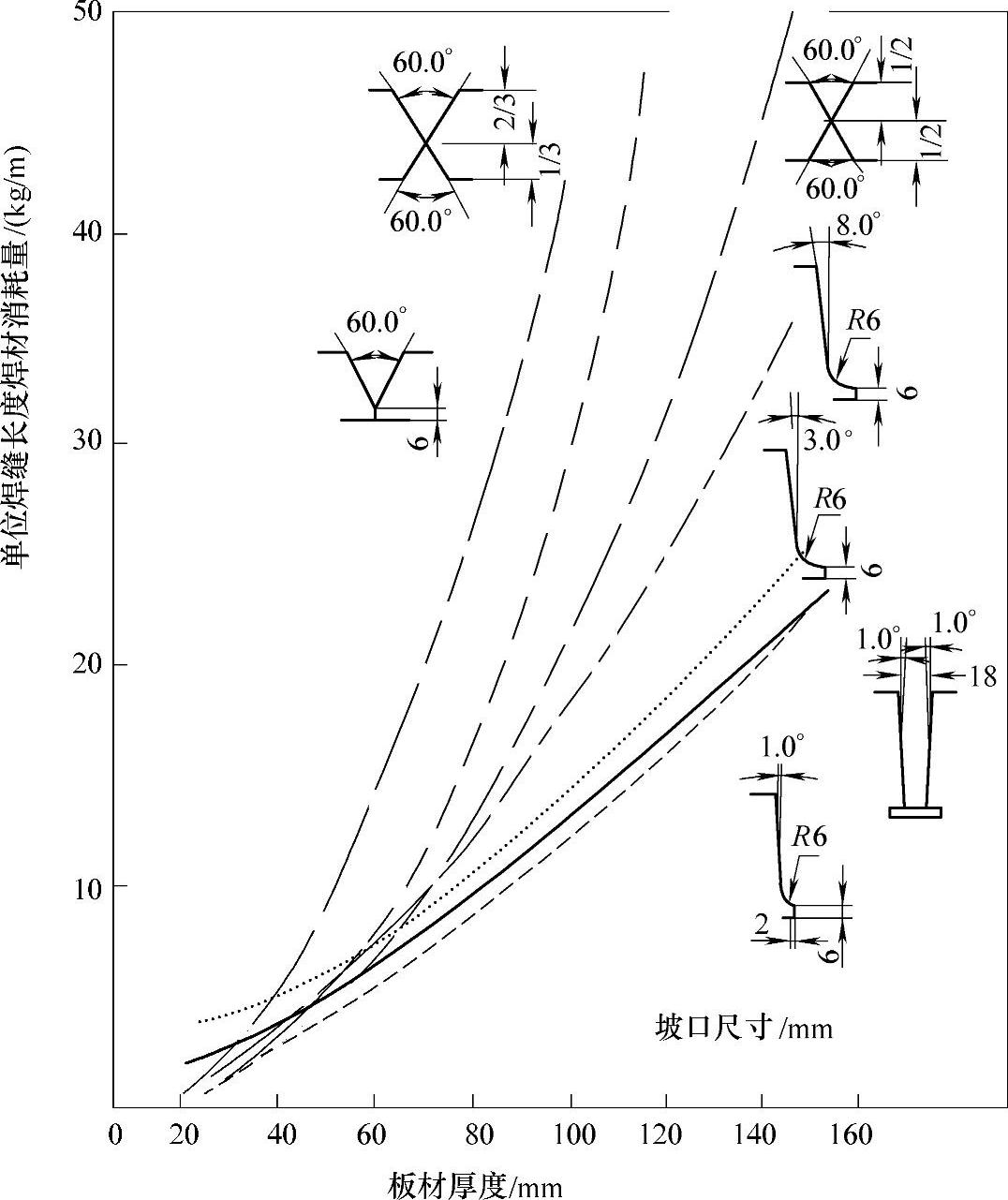
图5-12 板材厚度变化与焊接材料消耗量的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。