



影响焊缝成形的工艺因素很多,这里只讨论焊接中具有共性的一些因数。
1.电流种类和极性
电流种类和极性对焊缝形状的影响与焊接方法有关。直流熔化极气体保护焊和埋弧焊采用直流反接时,焊件(阴极)产生热量较多,焊缝熔深、焊缝宽度都比直流正接大:交流焊接时,焊缝厚度、焊缝宽度介于直流正接与直流反接之间。
在钨极氩弧焊或酸性焊条电弧焊中,直流反接焊缝熔深小;直流正接焊缝熔深大;交流焊接介于上述两者之间。
2.焊丝直径和伸出长度
在焊接电流、电弧电压给定时,焊丝直径越细,电流密度越大,对焊件加热越集中;同时电磁收缩力增大,焊丝熔化量增多,使得焊缝熔深、余高均增大。
焊丝杆伸长度(导电嘴端面到焊丝前端的弧根距离)增加,电阻值增大,电阻热增加,焊丝熔化速度加快,余高增加,焊缝熔深略有减小。焊丝材料的电阻率越高,直径越细,杆伸长度越长,这种影响就越大。
 (https://www.xing528.com)
(https://www.xing528.com)
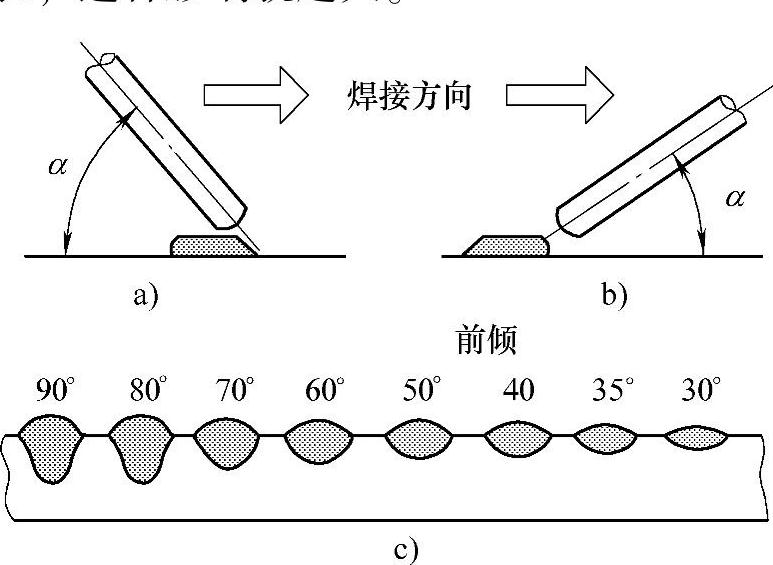
图5-9 电极倾角对焊缝成形的影响
a)电极后倾 b)电极前倾 c)电极前倾角的影响
3.电极倾角
电弧焊时,根据电极倾斜方向和焊接方向的关系,分为电极前倾和电极后倾两种,如图5-9a、b所示。平焊时,电极前倾时,焊缝宽度增加,焊缝厚度、余高均减小。前倾角越小,这种现象越突出,如图5-9c所示。电极后倾时,情况刚好相反。焊条电弧焊和半自动气体保护焊时,通常采用电极前倾法,倾角在65°~80°之间较合适;单丝埋弧焊、MIG/MAG自动焊一般使用与地面垂直的90°。
4.焊件倾角
实际焊接时,有时因焊接结构等条件的限定,焊缝与水平面有一定的倾斜,重力作用会使熔池中的液态金属有向下流动的趋势,不同的焊接方向将产生不同的影响。下坡焊时,重力作用阻止熔池金属流向熔池尾部,电弧下方液态金属变厚,电弧对熔池底部金属的加热作用减弱,熔深变浅,焊缝表面平缓,余高减小,焊缝宽度增大。上坡焊时,熔池金属在重力及电弧力的作用下流向熔池尾部,电弧正下方液体金属层变薄,电弧对熔池底部金属的加热作用增强,因而焊缝熔深和余高均增大,焊缝宽度减小。图5-10为埋弧焊在倾斜工件上焊缝成形的示意图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。