



1.铸造工艺图
铸造工艺图是铸造生产所特有的一种图样。它是利用各种红蓝颜色的简明工艺符号把铸件的铸造工艺方案、工艺参数及各有关技术要求,直接地绘在产品零件蓝图上的工艺图样,这种图样称为铸造工艺图。例如图4-4即为三爪卡盘铸件的铸造工艺简图。在铸造工艺图上一般表示出的内容有:浇注位置和分型面、机械加工余量、起模斜度、收缩率、浇冒口系统、内外冷铁、砂芯和砂芯头的技术要求等。应该指出,铸造工艺图是铸造工艺设计最基本的指导性文件,也是设计和编制其他技术文件的基本依据。在手工生产情况下,铸造工艺图是直接指导生产施工的文件。
2.铸造工艺卡
铸造工艺卡以表格形式填写出有关铸造工艺的全部资料及说明。它和铸造工艺图一样,也是主要工艺文件之一。由于工艺卡不仅是指导施工的技术文件,而且也是管理生产的基本文件。因此,一般情况下都必须要有工艺卡。工艺卡格式、内容的详简,决定于生产类型。大量和成批生产时,工艺卡要比单件生产的内容详细得多,对每一工艺步骤都要作出比较严格的决定。单件生产的工艺卡,仅填写与制造直接有关的、主要的资料及说明。
3.浇注位置与分型面的选择
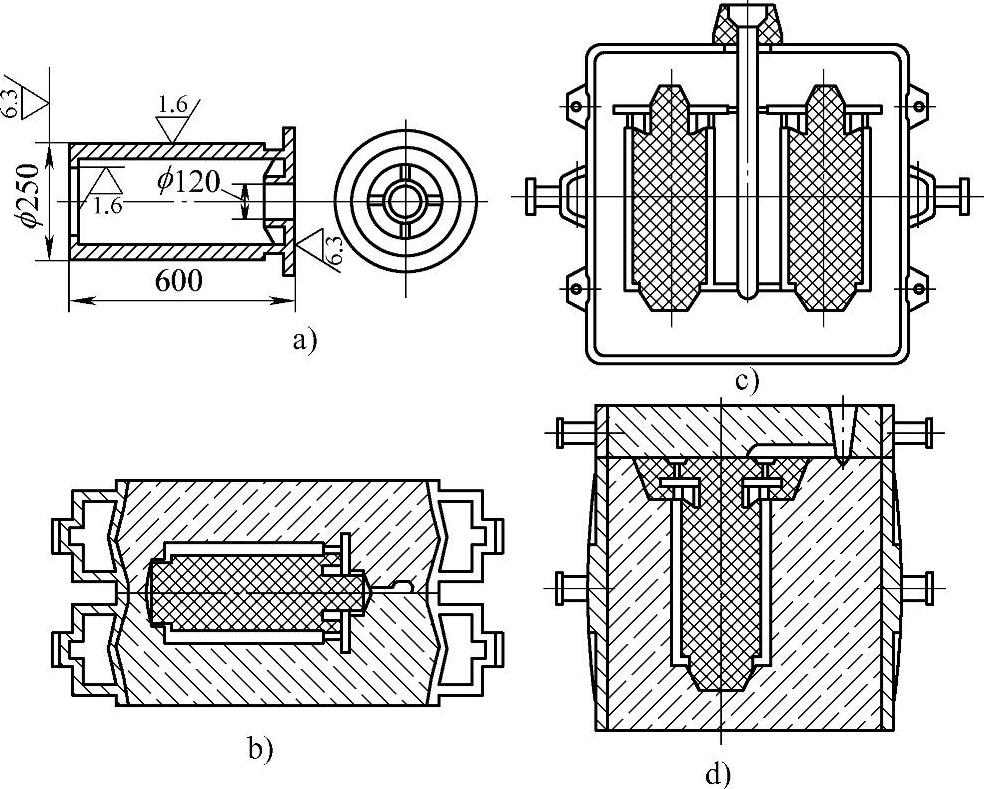
图4-5为普通铸铁的圆筒铸件,它的圆周面部分质量要求比较高,壁厚均匀。圆筒铸件的浇注位置和分型面的选择有三种方案,分别叙述如下:

图4-4 三爪盘铸造的铸造工艺简图
图4-5b是大批量机械化和自动化生产时铸件浇注位置与分型面方案。为了适应机械化和自动化生产,分型面与浇注位置完全一致,称为平做平浇。其优点是造型和下芯简单方便,适合于机械化和自动化生产,砂箱总高度低,上下砂箱对称并且可以互换。缺点是铸件上部圆周面质量不易保证,容易出现气孔、夹砂等缺陷。
图4-5c是成批生产、半机械化生产时铸件浇注位置与分型面的方案。为了保证铸件质量便于造型、下芯,采取水平造型(取圆筒中心轴线水平分型面),选择立式浇注,称为平做立浇方案。其优点是铸件圆周面部分质量能保证,符合浇注位置选择原则,造型和下芯方便;砂箱对称并可互换。缺点是砂箱结构复杂(需用特殊结构砂箱);合箱后必须要卡紧牢固,而且合箱后还要翻转90°后浇注,操作复杂。
图4-5d是小批生产、手工和半机械化产生方式铸件浇注位置与分型面的方案。为了保证铸件质量,采取立浇方案,分型面取在圆筒一头端面上,让整个铸件置立于下箱内。其优点是铸件圆周面质量能够得到保证。缺点是造型和下芯复杂;砂箱总高度较高。适用于铸件质量要求较高,产量比较少且主要以手工生产方式的场合。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-5 圆筒铸件浇注位置与分型面选择方案
a)圆筒铸件 b)平做平浇 c)平做立浇 d)立做立浇

图4-6 计算机绘制的上箱模板图
图4-6是上箱模板图(在校学生的课程设计图,用计算机绘成)。所用造型机为Z145A型,因铸件尺寸小,又需要放砂芯,故模板上安放了四组铸件模样每组2个共8个,相对而置,共用一个芯头(图中标有字母处),即挑担芯。
模板图上应标出两定位销孔间的距离,并以两孔中心连线为基准设计铸件模样及浇注系统模样,且要标明固定这些模样的螺钉及定位销位置。图右下角还应注明图样名称编号,所用铸造合金牌号、重量、制图人姓名、日期等,右上角还应标明对模板模样的技术要求。
4.铸型装配图(合箱图)

图4-7 进给箱体铸型装配图
图4-7是进给箱体铸型装配图。铸型装配图主要是供造型工人操作用,也作为检验人员检验铸型及合箱质量的依据,故图中应标明铸型各部分在上下箱中的位置、形状及尺寸。若砂芯较多,应将下芯顺序标注在图上(有时侧视图也可以不画)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。