



芯盒优劣直接影响砂芯质量及制芯生产率。木芯盒、菱苦土及塑料芯盒一般不必专门设计。本节只介绍金属芯盒的设计。
1.芯盒的类型和材质
依制芯方法分普通芯盒、热芯盒、壳芯盒和冷芯盒。普通芯盒应用广,有代表性。几种常用结构如图3-80所示。中小芯盒多用铝合金铸造。铝芯盒轻巧、易加工、表面光洁、不生锈。但强度、硬度低,不耐磨。在经常受摩擦的表面上镶装钢板——耐磨片,可延长寿命;大芯盒多用铸铁制造。铸铁芯盒强度、硬度高,耐磨,但沉重易锈;铜合金及钢材,多用于制作芯盒中的镶块和活块,满足高耐磨性的要求。
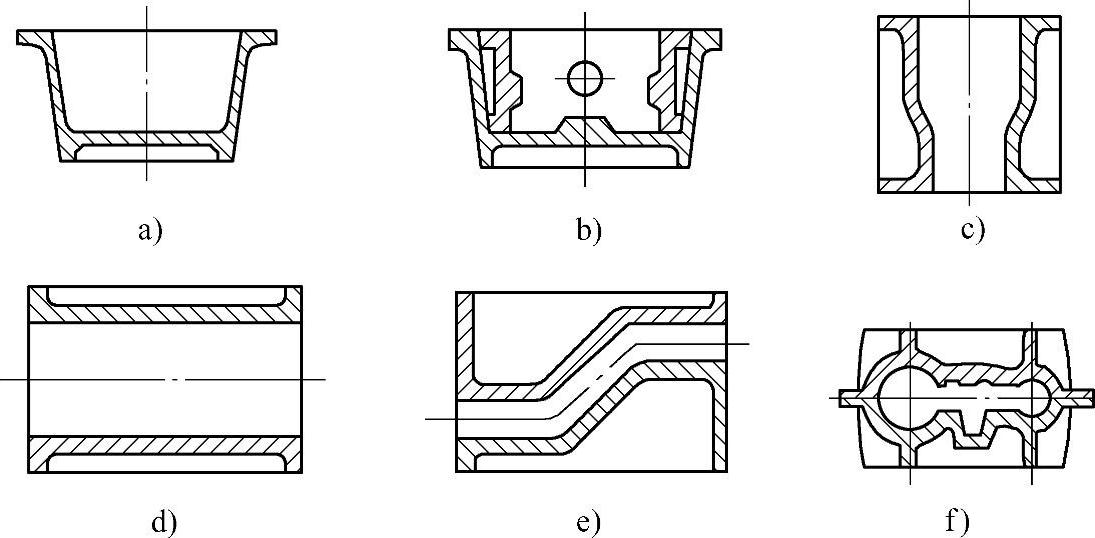
图3-80 普通金属芯盒的结构
a)单面敞形式 b)单面脱落式 c)垂直对开式 d)、 e)有开口的水平对开式 f)无开口的水平对开式
2.芯盒结构设计
芯盒本体的结构包括壁厚、加强肋、边缘、活块、镶块等。外围结构包括定位、夹紧装置、手柄、吊轴、同造芯机连结的耳子等。附件有气孔针、通气板和填砂板等。(https://www.xing528.com)
(1)壁厚、加强肋和边缘 可参照有关设计手册选取壁厚、肋和边缘尺寸。肋可加强芯盒强度和刚度,增加芯盒高度,以便安放手柄,还利用肋使芯盒在工作台上放置平稳。铝芯盒边缘上应镶装厚3~4mm的钢板——防磨片,用沉头螺钉固定。
(2)活块、镶块 妨碍砂芯取出的部分应制成活块。活块同芯盒本体之间可用定位销、榫及燕尾槽定位。应使活块重心落入芯盒窝座之内,以保持稳定。一般先加工窝座,然后钳工用涂色法修配活块,使之松紧适度。为加工方便,常将芯盒内某些局部——镶块分开加工,然后镶装在本体上,故叫镶块。
(3)定位、夹紧结构 对开芯盒都有定位结构,常用定位销、铰链及止口。定位销是标准件,精度高、应用广。销子、销套用工具钢制造,工作部分淬火,硬度为40~45HRC,销子直径一般为8mm、10mm、12mm,以适应芯盒大小。
手工造芯的简单芯盒的夹紧可用钢丝制成的弓形夹。成批生产的芯盒应有操作方便的、由标准元件构成的夹紧结构,如蝶形螺母、活节螺栓(图3-81)、快速螺杆、螺母装置等。结构应简单、紧凑、操作、修理应方便。
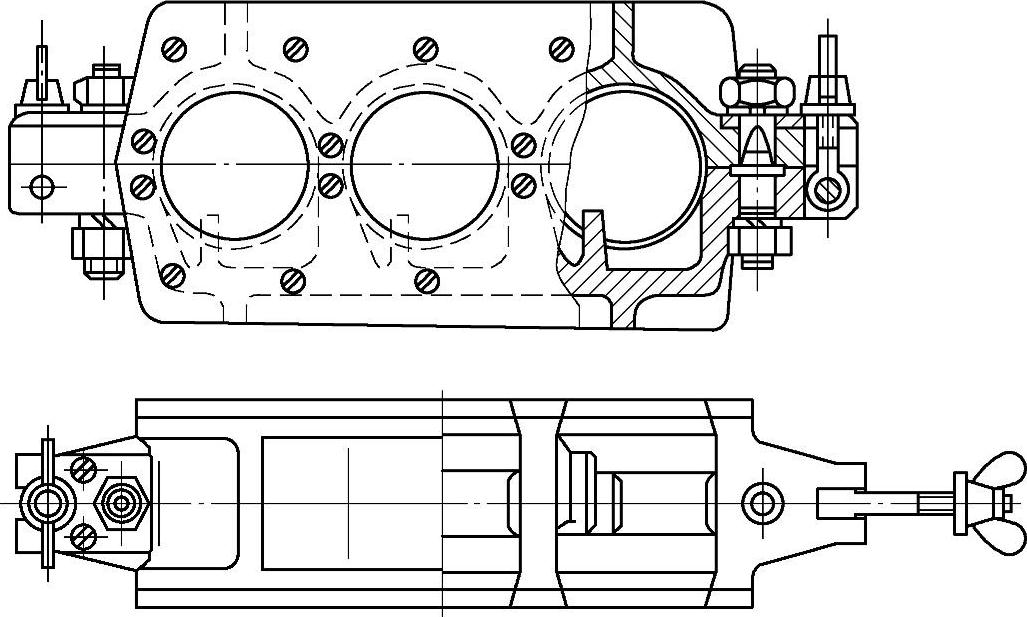
图3-81 垂直对开芯盒的定位、夹紧结构
(4)手柄、吊轴 小芯盒可利用突耳当作手柄。为了搬运、翻转方便,中、大芯盒上应有手柄或吊轴。手柄、吊轴可采用铸接式或整铸式、装配式,位置应使芯盒搬运时保持平衡。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。