



1.模样
(1)材质的选择
1)木模具有轻便,容易加工,来源广,价格低廉的优点。但强度底,易吸潮而变形,精度低,寿命短。适用于单件、小批生产的各种铸件。制模前木材应经干燥处理,要求水含量小于8%~12%(质量分数)。
2)我国常用木种有红松、落叶松、白松、黄松、杉木、柏木、桂木、银杏、柚木等。柚木、银杏木、桂木一般纹理平直,质地细,容易加工,不易变形,是优质木模材料。但价格贵,来源少。用于高级木模或制造木模上的一些精细部分;红松纹理平直,易加工,吸水性低、变形小,但质地松软,耐磨性差。盛产于东北地区,价格低廉,广泛用于普通木模;白松、黄松等,大都质地松软或易变形,多用于制作低级木模。
3)金属模样表面光洁,尺寸精确,强度高,刚性大,使用寿命长。但难加工,生产周期长,成本高。适用于大量、成批生产的各种铸件。制造前,应经过专门的设计。
4)塑料模大多为环氧树脂玻璃钢结构。制造、修理简便,表面光洁,不吸潮,变形小,轻巧耐磨,寿命长,成本为金属模的20%~50%。但导热性差,不能加热,不宜在型砂周转快、砂温高的流水线上应用。硬化剂有毒性。多用于成批生产的中小模样。
5)聚苯乙烯泡沫塑料模(气化模)造型后不取出模样,直接浇注。模样遇金属液气化烧去。要求模样气化迅速,烟尘和残留物少。密度小(为0.15~0.03g/cm3)。
(2)金属模的结构设计 原则是在满足铸造工艺要求的前提下,便于加工制造。特别复杂、难于加工的模样,可采用陶瓷型等精密铸造法铸出。一般金属模应尽量采用机床加工,减少钳工量。
1)模样本体结构类型平装式结构简单,容易加工,最常用。嵌入式在特殊条件下应用,如模样部分表面凹入分型面以下,如图3-73a所示;分型面以上模样过薄,加工、固定困难,如图3-73b所示;分型面通过模样圆角,如图3-73c所示。
2)壁厚及加强肋应尽量减轻模样重量,除了薄小模样(小于50mm×50mm或高度低于30mm)以外,都应制成空心结构。
3)固定和定位孔。模样向模底板上固定,可用螺钉或螺栓,用定位销定位。故模样上应设有定位销孔及固定用通孔或螺纹孔。
依0.8~1.0倍模样壁厚尺寸选用螺栓直径,按中等精度配合设计螺栓孔尺
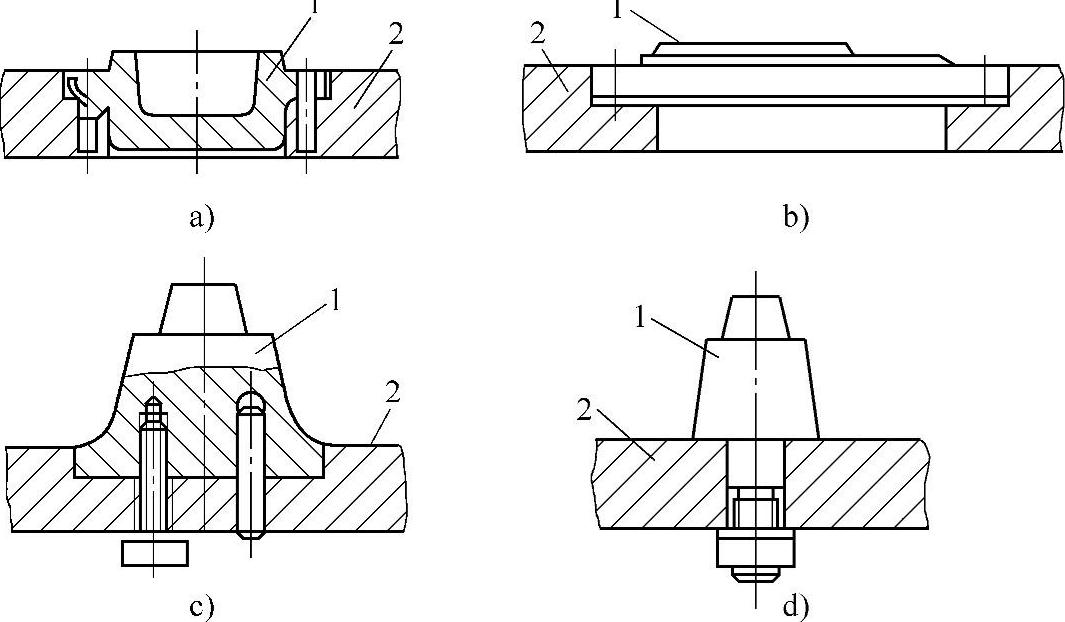
图3-73 嵌入式模样
1—模样 2—底板
寸。螺栓孔位置应尽量靠近模样四周,并均匀分布,还要顾及勿和模板底部的肋条相碰。
模样上钻通孔,螺钉穿过模样与模底板固定,称为上固定法,如图3-74所示。优点有:便于选择螺孔位置,钻孔和装配方便。缺点是:破坏模样的工作表面。紧固后需用塑料或铝等填平模样表面上的螺钉孔坑:模底板上钻通孔,模样上攻螺纹孔的固定方法称下固定法。优点是模样工作表面不受损害。缺点是确定螺孔位置要躲开模底板底部的肋条,还要让出搬手空间,安装不甚方便。下固定法用于模样高大且四周没有低矮的突边可利用的条件下。
定位销孔的位置应选在模样上矮而平的部位,两孔间距尽量远。每块模样上至少应设2个,至多不超过4个(大模样)销孔。定位销用于防止模样在使用中位置移动。一般在安装完毕或试生产后证明模样位置准确后才配钻、配铰销孔。最后打入定位销。
(3)模样(芯盒)的尺寸标注 模样(芯盒)的尺寸有两类:一类是与铸件有关的尺寸;另一类为非关联尺寸,如芯头长度等。凡与铸件有关的尺寸,都应把铸件尺寸按造收缩率加以放大。可依下式计算,并准确到0.1mm。
L模=(L件±L艺)(1+K)
式中 L模——与铸件有关的模样尺寸;
L件——零件尺寸;
L艺——铸造工艺尺寸,如加工余量、起模斜度、工艺补正量等之和。
“+”号用于凸体尺寸,“-”号用于凹体尺寸;
K——铸件的线收缩率(缩尺)。
非关联尺寸按铸造工艺图上的尺寸标注,不加放收缩率。(https://www.xing528.com)
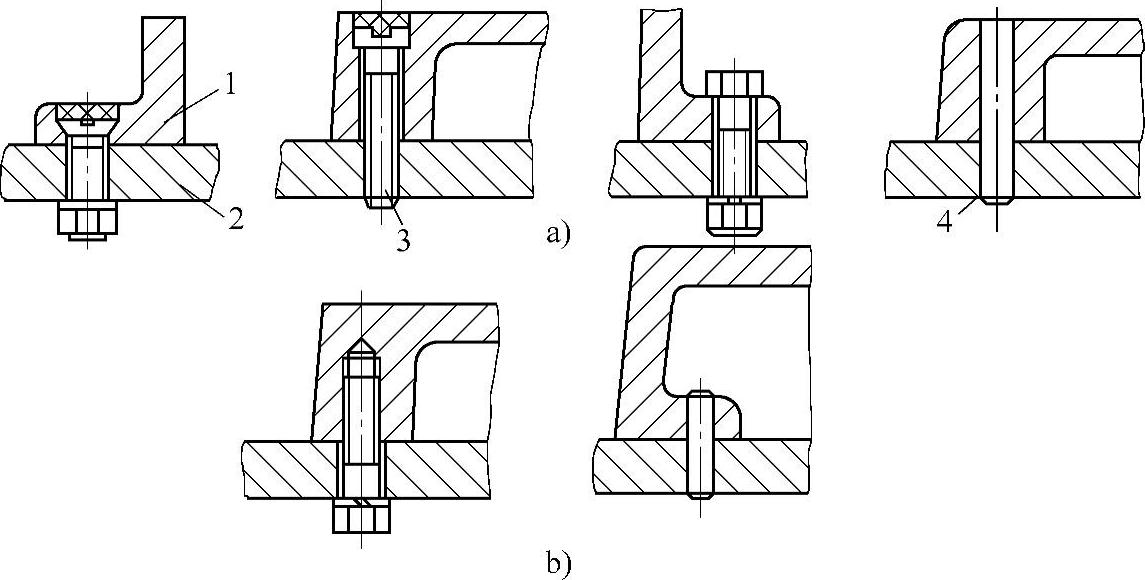
图3-74 模样的固定和定位
a)上固定法 b)下固定法
1—模样 2—模底板 3—螺钉 4—定位销
2.模板
一般模板由模底板、模样、浇冒系统模、加热元件、定位元件等组成。在组合快换模板系统中,还包括有模板框及其定位、固定元件。
(1)对模板的要求 模板尺寸应符合造型机的要求,模底板和砂箱、各模样之间应有准确的定位,模板应有足够的强度、刚度和耐磨性,制作容易,使用方便,尽量标准化。
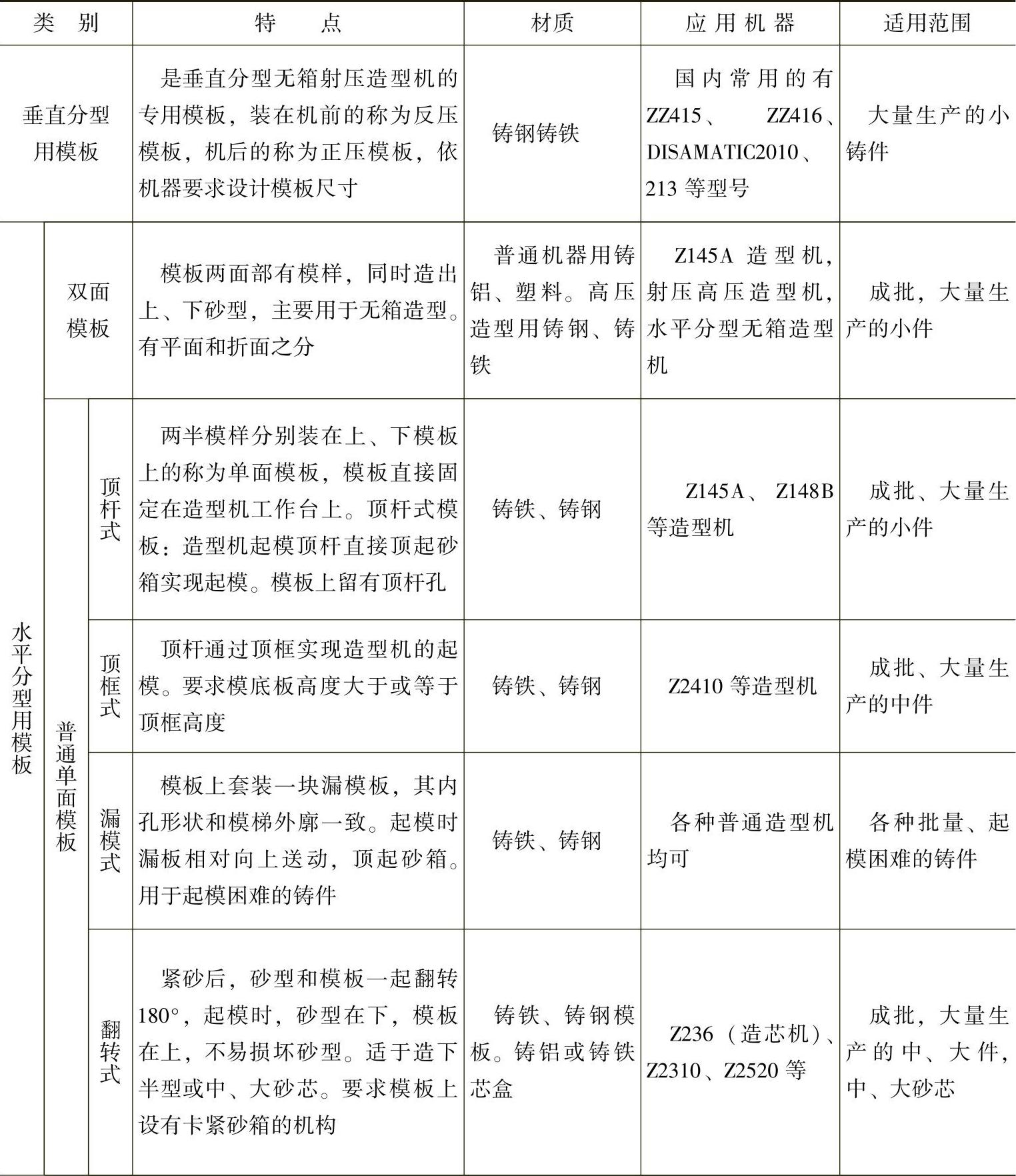
(2)模板种类 常用模板种类见表3-11。实例如图3-75所示。
表3-11 模板结构的分类
(续)
(3)模底板结构 模底板上应有与砂箱定位用的定位销,同造型机连接用的突耳,供运输用的吊轴或手把,顶杆起模用的通道等。翻转式造型机用的模板上还应有固定砂箱用的机构或突耳等。
通常模底板外廓和砂箱一致。模底板的高度、壁厚和肋的有关尺寸可参见表3-12。
表3-12 普通单面模底板的高度、壁厚及筋尺寸报(单位:mm)
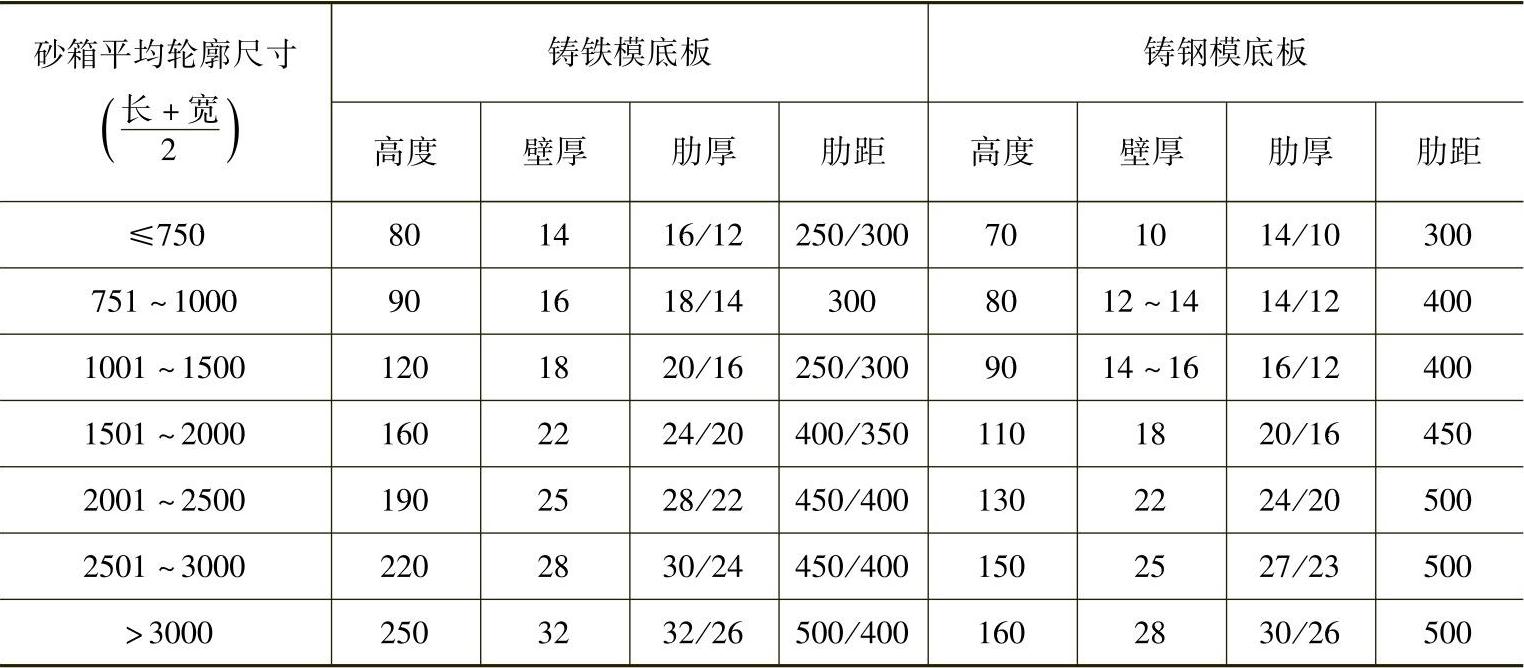
模底板高度和模板框的高度,还应满足造型机的工艺要求。例如:Z148B造型机要求:490mm<(砂箱高+模底板高+压头体高+浇口杯模高)<750mm,造型机工作台到压头体座底面之最小距离为490mm,最大距离为760mm。
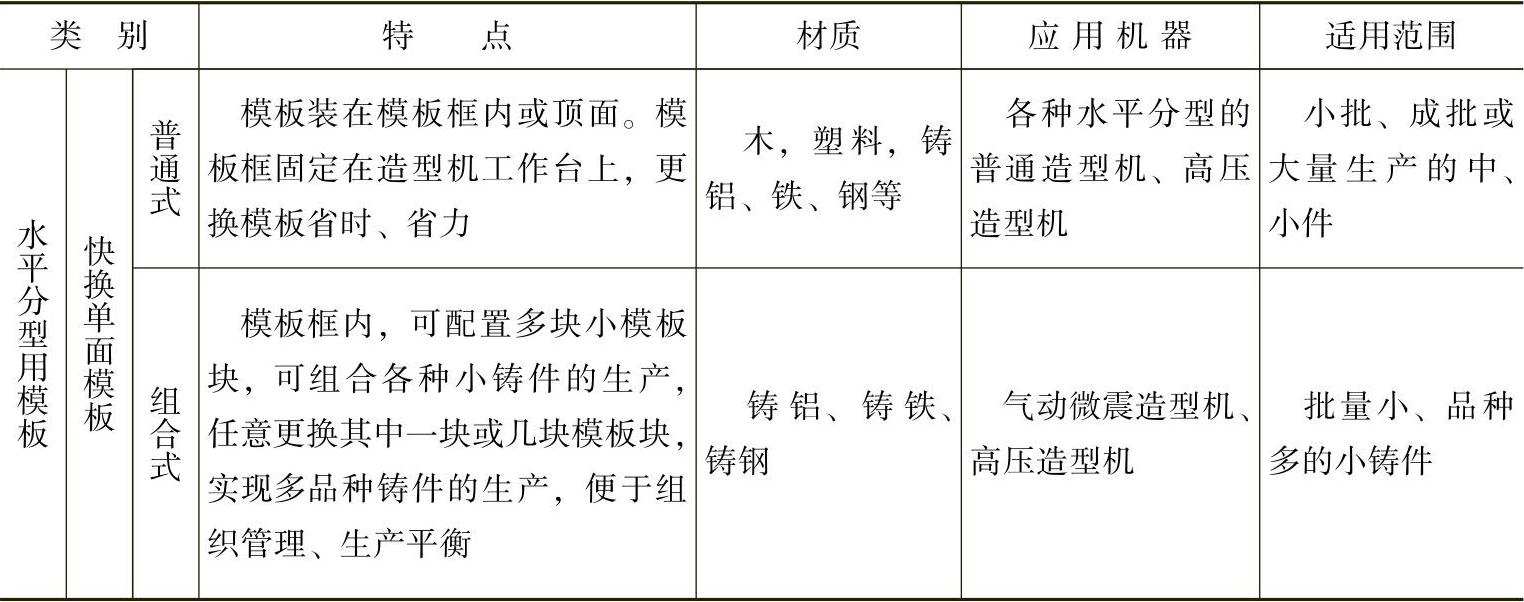
(4)模板和砂箱的定位 如图3-76所示。
1)直接定位法:定位销(套)直接安装在模底板上。
2)间接定位法:定位销(套)装在模板框上。模板和模板框之间另有定位。显然间接定位法多了一次定位误差。为防止铸件尺寸超差,模底板和模板框之间的定位精度要严。
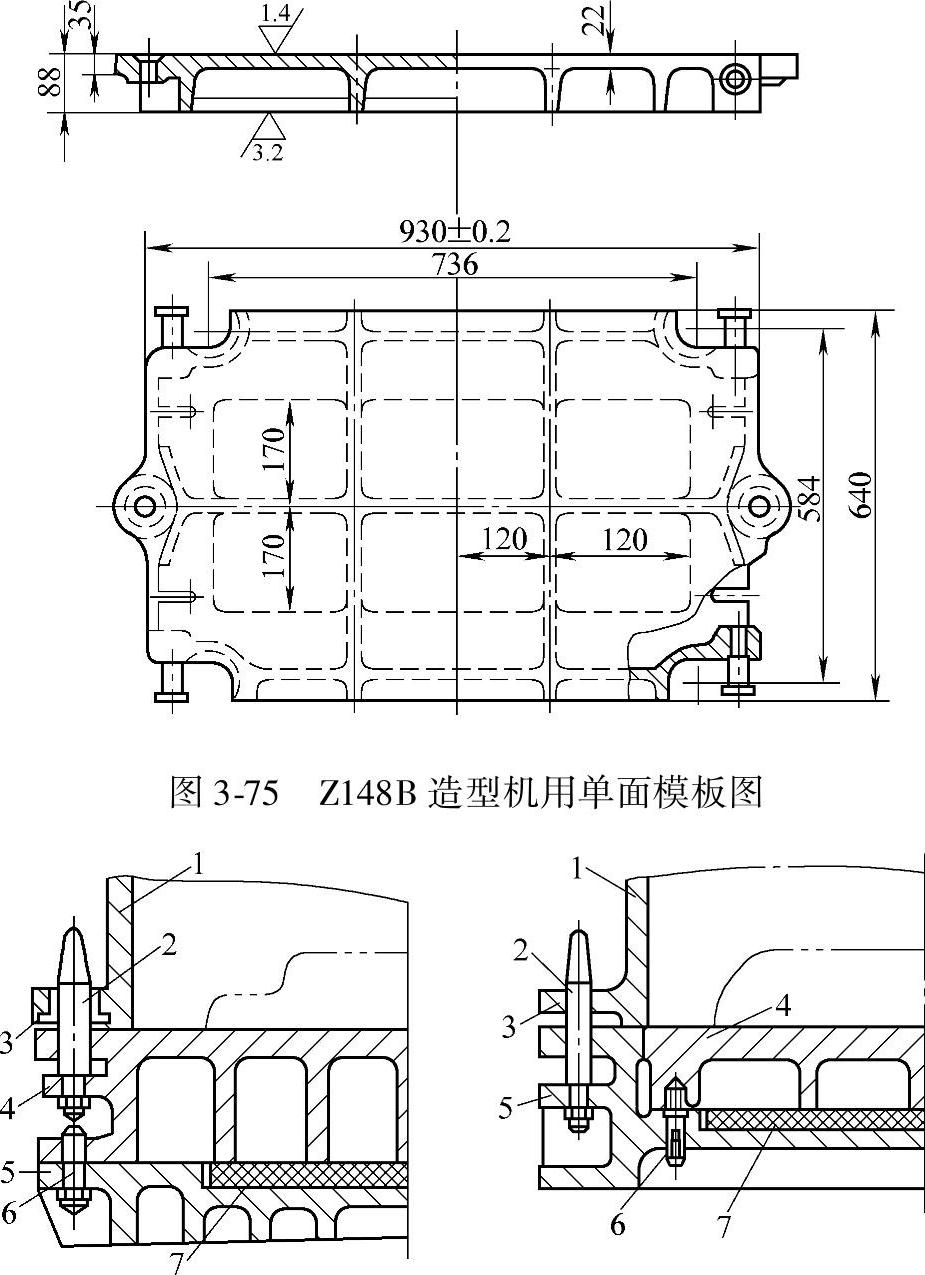
图3-76 模板和砂箱间的定位
a)直接定位 b)间接定位
1—砂箱 2—定位销 3—销套 4—模底板 5—模板框 6—模标定位销 7—加热元件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。