



通用冒口的重量约为铸件重量的50%~100%,耗费金属多,去除冒口的劳动量大。因此应努力提高通用冒口的补缩效率,主要措施为:
1)提高冒口中金属液的补缩压力,如采用大气压力冒口等。
2)延长冒口中金属液的保持时间,如采用保温冒口、发热冒口等。
1.大气压力冒口
在暗冒口顶部插放一个细砂芯,或造型时做出锥顶砂,伸入到冒口中心区,称为大气力冒口。浇注后冒口表面结壳。外界大气压力仍可通过砂芯的孔隙作用在内部金属液面上,从而增加了冒口的补缩压力如图3-65所示,理论上,大气压力冒口可补缩比浇口高出1480mm的钢、铁铸件。但由于枝晶阻力及金属中气体的析出等原因,实际上的补缩高度H约为200mm。
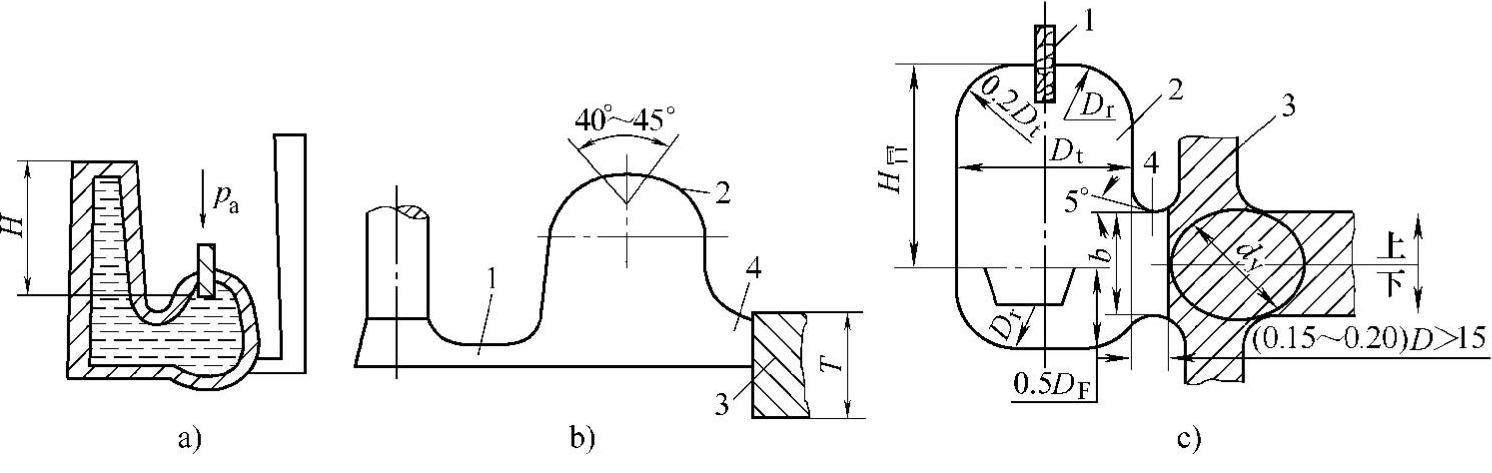
图3-65 大气压力冒口
a)补缩原理 b)带锥顶砂的冒口 c)带砂芯的大气压力冒口
1—大气压力砂芯 2—冒口 3—铸件 4—冒口颈
机器造型的中小铸铁件多用带锥顶砂的冒口,对于大件,特别是铸钢件多用带砂芯的大气压力冒口。对铸钢件可按普通冒口确定尺寸,冒口高度取允许的最小值。大气压力侧冒口直径Dr冒口颈最小尺寸b与铸件热节圆直径dy之间有下列经验关系:
b=(1.3~1.7)dy
Dr=(2.0~2.5)dy
冒口颈截面采用椭圆形,短轴长为b,长轴等于(1.2~1.5)b。
 (https://www.xing528.com)
(https://www.xing528.com)
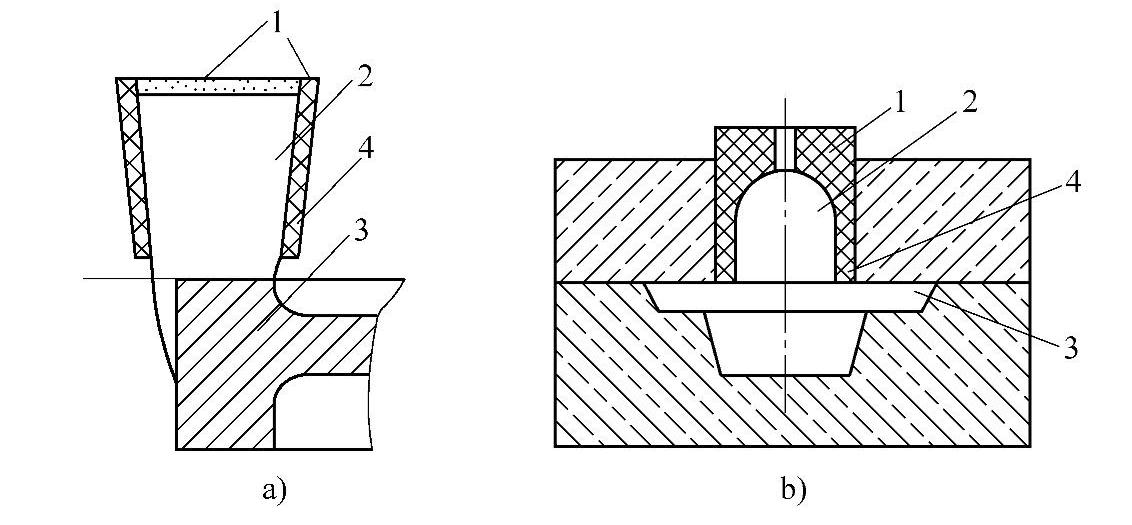
图3-66 保温、发热冒口
a)明冒口 b)暗冒口
1—保温、发热套(剂) 2—冒口 3—铸件 4—砂冒
2.保温、发热冒口
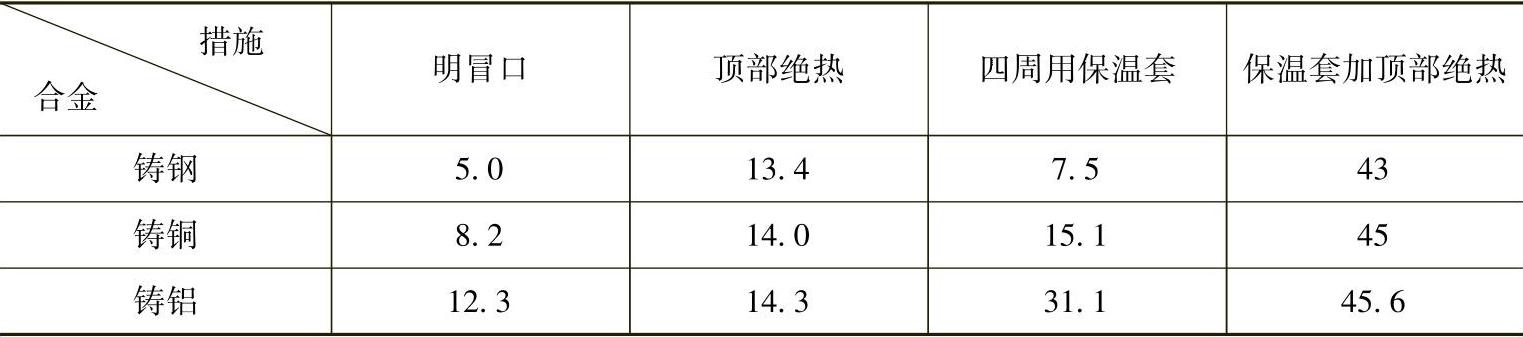
用保温材料或发热材料作冒口套,如图3-66所示的叫保温冒口或发热冒口。试验表明,使用保温套或发热套,可大大延长冒口的凝固时间,见表3-9。冒口补缩效率为30%~50%,最高可达67%,一般比普通冒口的铸件工艺出品率提高10%~25%,从而显著地节约金属和降低铸件成本。
表3-9 不同保温措施对冒口凝固时间的影响(单位:t/min)
冒口套一般由耐火材料、保温材料、发热材料和粘结剂组成。
3.易割冒口
易割冒口如图3-67所示,在冒口根部放一片耐火陶瓷或耐火材料制成的带孔隔板,使冒口中金属液通过孔对铸件补缩。易于从铸件上去除冒口。这对于不易用机械方法切除冒口,而使用气割时容易引起裂纹的高合金钢(如高锰钢)铸件具有特别重要的意义。小冒口可用锤打掉,就是对于高韧性的镍合金钢铸件,也可使用易割冒口,使去除冒口费用大为降低。
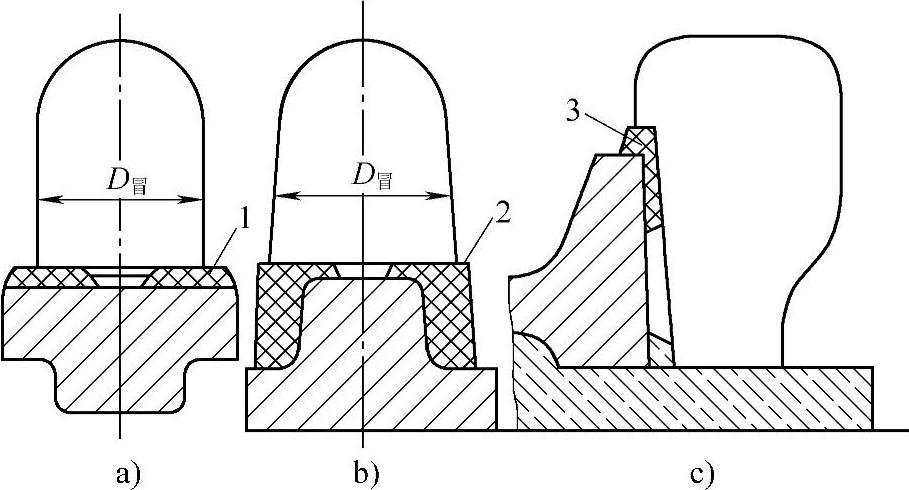
图3-67 易割冒口结构
a)、 b)顶冒口 c)边冒口、1、2、3隔板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。