



1.浇口杯中的流动
浇口杯可用来承接来自浇包的金属液,防止金属液飞溅和溢出,便于浇注;减轻液流对型腔的冲击;分离渣滓和气泡,阻止其进入型腔;增加充型压力头。只有浇口杯的结构正确,配合正当的浇注操作,才能实现上述功能。浇口杯分漏斗形和池形两大类。漏斗形浇口杯挡渣效果差,但结构简单,消耗金属少。池形浇口杯效果较好,如图3-35所示。
浇口杯中出现水平旋涡会带入渣滓和气体,因而应注意防止。
水力模拟试验表明,影响浇口杯内水平旋涡的主要因素是浇口杯内液面的深度,其次是浇注高度、浇注方向及浇口杯的结构等。浇口杯内液面深度和浇注高度的影响如图3-36所示。液面浅时极易出现水平旋涡。液面深度超过直浇道上口直径的5倍时可基本消除水平旋涡;浇包嘴距浇口杯越高,越易产生水平旋涡,这与偏离直浇道中心的水平流速较高有关。
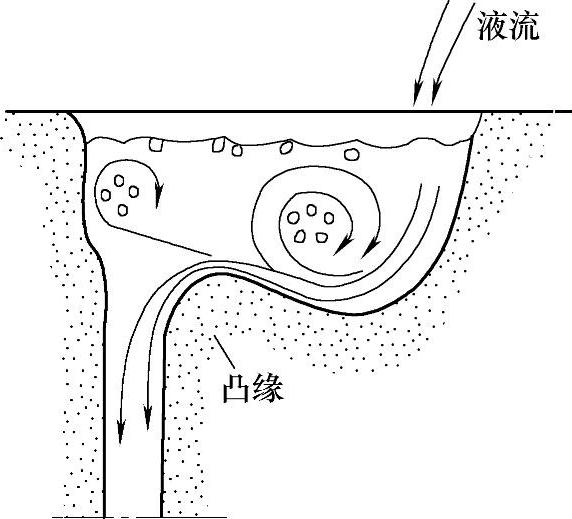
图3-35 池形浇口杯图
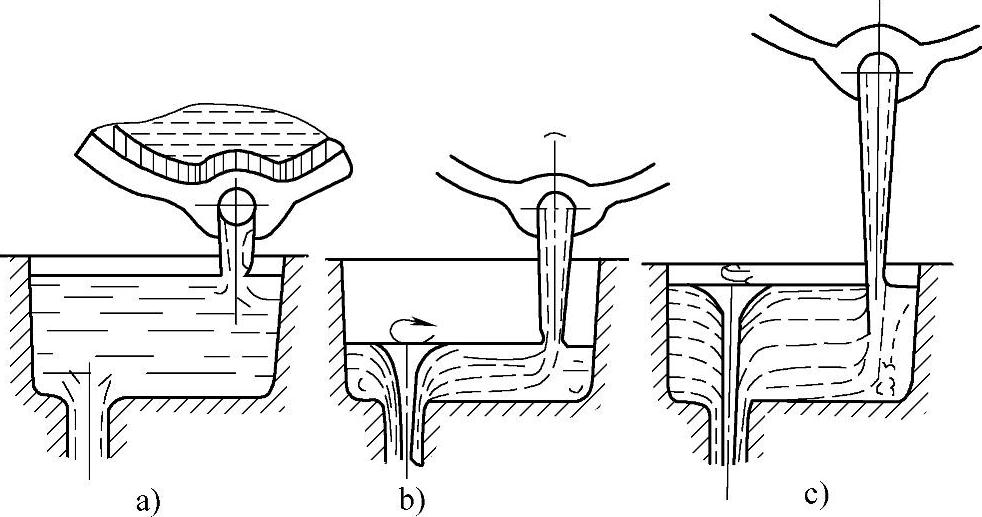
图3-36 液面深度和浇注高度对形成水平旋涡的影响
a)合理 b)、 c)不合理
2.直浇道中的流动
直浇道的功能是:从浇口杯引导金属向下,进入横浇道、内浇道或直接导入型腔。提供足够的压力头,使金属液在重力作用下能克服各种流动阻力,在规定时间内充满型腔。直浇道常做成上大下小的锥形、等断面的柱形和上小下大的倒锥形。
曾经对只包括浇口杯和直浇道的两单元浇柱系统进行过水力模拟试验,结果如图3-37所示。因此,可得出以下结论:
1)液态金属在直浇道中存在两种流态:充满式流动或非充满式流动。
2)在非充满的直浇道中,金属液以重力加速度向下运动,流股呈渐缩形,流股表面压力接近大气压力,微呈正压。流股表面会带动表层气体向下运动,并能冲入型内上升的金属液内,由于流股内部和砂型表层气体之间无压力差,气体不可能被“吸入”流股,故在直浇道中气体可被金属表面吸收和带走。
3)直浇道入口形状影响金属流态。当入口为尖角时,增加流动阻力和断面收缩率,常导致非充满式流动。实际砂型中尖角处的型砂会被冲掉引起冲砂缺陷。要使直浇道呈充满流态,要求入口处圆角半径r≥d/4(d为直浇道上口直径)。
4)在有机玻璃模型中能够出现真空度下的充满式流态,这种情况不能代表砂型中的金属液态。因为砂型是透气体,给出限制性边界条件如图3-37所示。
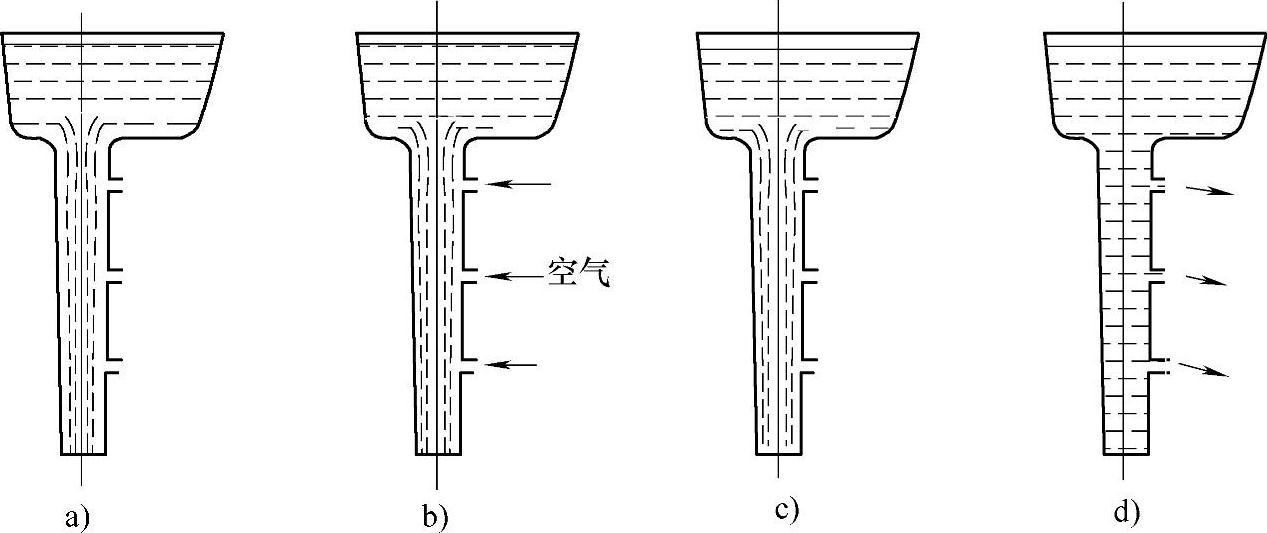
图3-37 水在有机玻璃模型的直浇道内流动状况
a)圆柱形直浇道,入口为尖角,呈非充满状态 b)圆柱形直浇道,入口为圆角,充满且吸气 c)上大下小的锥形(1/50)直浇道,入口为尖角,呈非充满态 d)上大下小的锥形(1/50)直浇道,入口为圆角,充满且为正压状态
5)由于横浇道和内浇道的流动阻力,常使等截面的,甚至上小下大的直浇道均能满足充满条件而呈充满式流态。
尽管非充满的直浇道有带气的缺点,但在特定条件下,如阶梯式浇注系统中为了实现自下而上地逐层引入金属的目的而采用;又如漏包浇注的条件下,为了防止钢液溢至型外而使用非充满态的直浇道。
3.浇口窝
金属液对直浇道底部有强烈的冲击作用,并产生涡流和高度紊流区,常引起冲砂、渣孔和大量氧化夹杂物等铸造缺陷。设置浇口窝(凹井)可改善金属液的流动状况,其作用如下(见图3-38):
1)缓冲作用。液流下落的动能有相当大的一部分被窝内液体吸收而转变为压力能,再由压力能转化为水平速度流向横浇道,从而减轻了对直浇道底部铸型的冲刷。
2)缩短直-横拐弯处的高度紊流区。浇口窝可减轻液流进入横浇道的孔口压缩现象,缩短高速紊流(过渡)区。这样也改善了横浇道内的压力分布,如图3-39所示。速度高的地方压力低,压力分布的特性说明过渡区的存在。这对减轻金属氧化、阻渣和减少卷入气体都有利。当内浇道距直浇道较近时,应采用浇口窝。
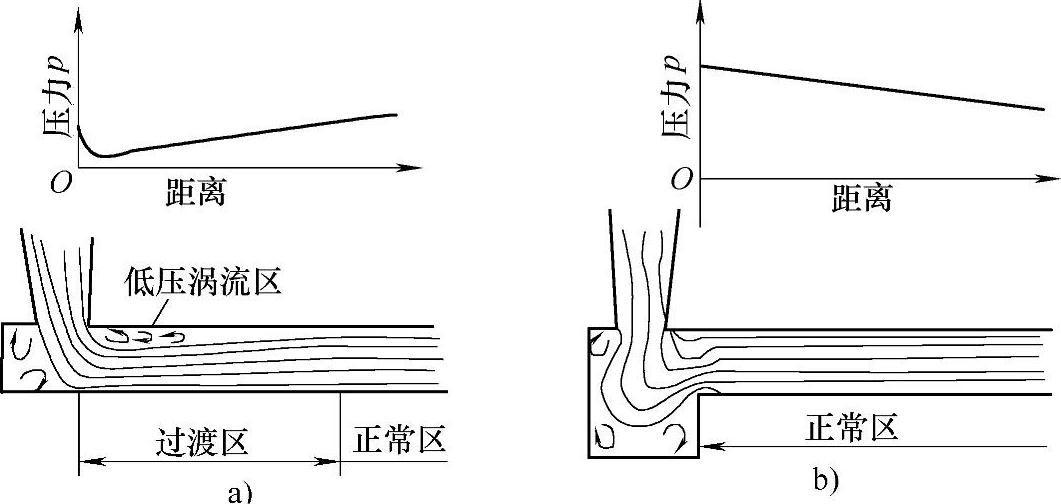
图3-38 浇口窝对液流的影响
a)无浇口窝 b)有浇口窝
试验条件:F直下∶F横∶F内=1∶2.5∶2.5
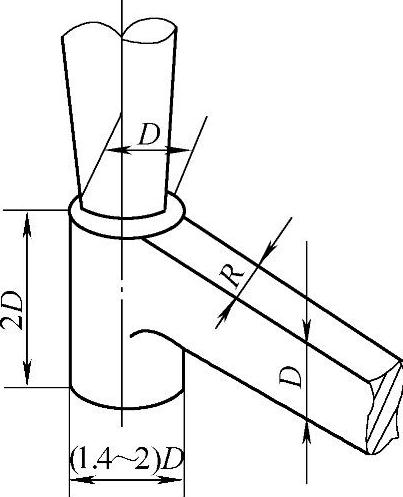
图3-39 直浇道窝的形状和尺寸
3)改善内浇道的流量分布。例如在F直下∶F横∶2F内=1∶2.5∶5的试验条件下,无浇口窝时,两相等断面的内浇道的流量分配为31.5%(近直浇道者)和68.5%(远者);有直浇道窝时的流量分配为40.5%(近者)和59.5%(远者)。
4)减小直-横浇道拐弯处的局部阻力系数和水头损失。
5)浮出金属液中的气泡。最初注入型内的金属液中,常带有一定量的气体,在浇口窝内可以浮出去。
浇口窝的大小、形状应适宜,砂型应坚实。底部放置干砂芯片、耐火砖等可防止冲砂。浇口窝常做成半球形、圆锥台等形状。推荐形状和尺寸如图3-39所示,浇口窝直径为直浇道下端直径的1.4~2倍,高度为横浇道高度的两倍,侧壁在能顺利起模的条件下尽量垂直,底部做成平面,转角处避免尖角。较大直径的浇口窝适用于流动要求平稳的合金铸件,如轻合金铸件。
4.横浇道中金属的流动
横浇道的功用有:(https://www.xing528.com)
①向内浇道分配洁净的金属液;
②储留最初浇入的含气和渣污的低温金属液并阻留渣滓;
③使金属液流平稳和减少产生氧化夹渣物。为了节约,中小铸件多不用浇口杯,主要靠横浇道阻渣,故横浇道又称为捕渣道。
(1)横浇道的阻渣原理 如图3-40所示,横浇道内,在内浇道入口周围存在一个区域,被称为内浇道的吸动区,只要金属进入该区就会自动流入内浇道。显然,进入该区的渣团也将会流入型腔。
由于渣团密度比金属小,渣团一面上浮,一面随金属液作水平运动。如果渣团能上浮到横浇道顶部且超过内浇道吸动区,就不致进入型腔。
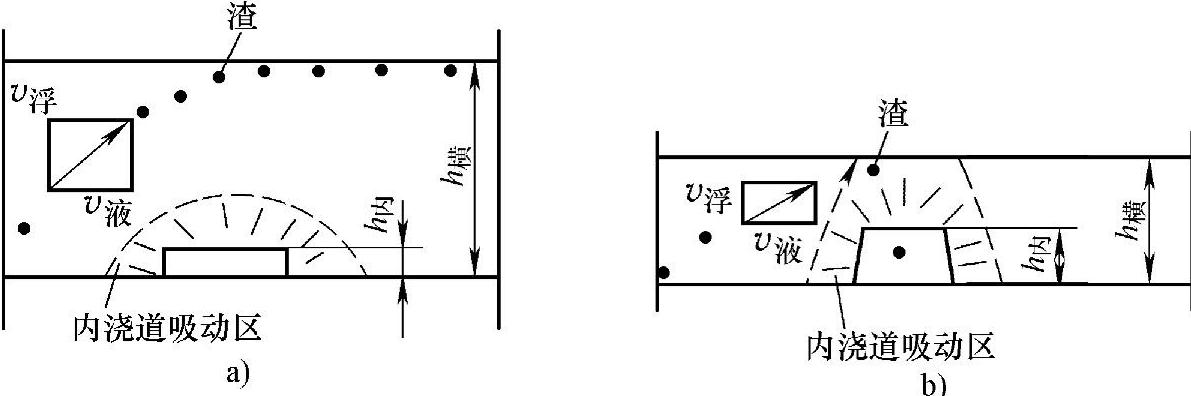
图3-40 横浇道的阻渣原理
a)正确 b)不正确
(2)横浇道发挥阻渣作用应具备的条件
1)横浇道应呈充满流态,即满足充满条件。应注意,横浇道断面积比内浇道大,横浇道呈充满流态。此外,内浇道相对横浇道的位置对横浇道的充满条件也有影响。
2)流速应尽可能低。要在横浇道内捕获更小的渣团,需要更低的流速,更大的横浇道断面积。实际中常把横浇道扩大、做高,如F横/F内=2~4,但横浇道太大会浪费金属。
3)内浇道的位置关系要正确。
①内浇道距直浇道应足够远,使渣团有条件浮起到超过内浇道的吸动区。
②有正确的横浇道末端延长段,其功用为容纳最初浇注的低温、含气及渣污的金属液,防止其进入型腔;吸收液体流动能,使金属流入型腔平稳。
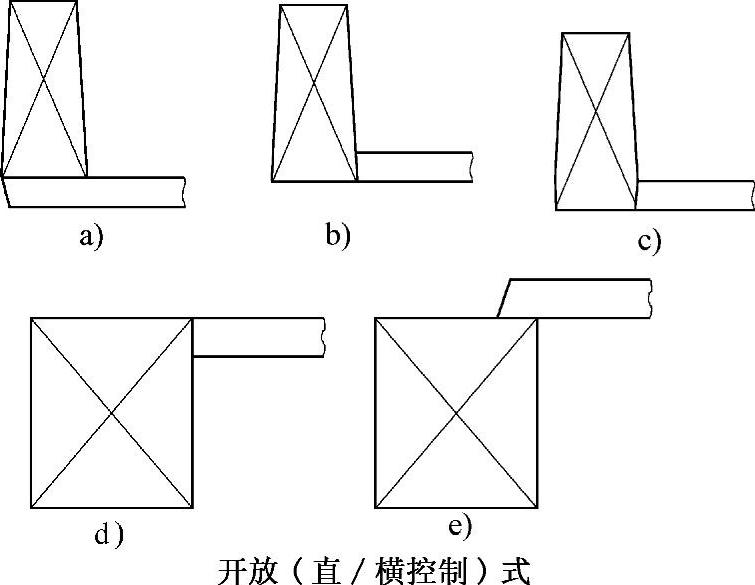
图3-41 浇注系统横、内浇道的位置关系
a)、d)错误 b)、 c)、 e)正确
③封闭式浇注系统的内浇道应位于横浇道的下部,且和横浇道具有同一底面。使最初浇入的冷污金属液能靠惯性流越内浇道,纳于末端延长段而不进入型腔。
④开放式浇注系统的内浇道应重叠在横浇道之上,且搭接面积要小,但应大于内浇道的截面积,如图3-41所示。
开放式浇注系统的内浇道比阻流大得多,若将内浇道置于横浇道底部,则横、内浇道都呈非充满流态,无法实现阻渣,故需把内浇道重叠在横浇道上方,用横浇道的顶面及末端延长段粘附和储留渣滓。
⑤封闭式浇注系统的横浇道应高而窄,一般取高度为宽度之2倍。内浇道宜扁而薄,以降低其吸动区。
⑥内浇道应远离横浇道的弯道;应尽量使用直的横浇道;内浇道同横浇道的连接呈锐角时,初期进渣较多;呈钝角时增加紊流程度。
5.在内滤道中的流动
内浇道的功用是控制充型速度和方向、分配金属,调节铸件各部位的温度和凝固顺序,浇注系统的金属液通过内浇道对铸件有一定补缩作用。设计内浇道时还应避免流入型腔时的喷射现象和飞溅,使充型平稳。
(1)浇口比的影响 直浇道、横浇道和内浇道断面积之比(即F直∶F横∶F内)称为浇口比。
以内浇道为阻流时,金属液流入型腔时喷射严重;以直浇道下端或附近的横浇道为阻流时,充型较平稳,F内/F阻比值越大则越平稳。因此,轻合金铸件常采用F内比F阻大得多的开放式浇注系统。
(2)内浇道流量的不均匀性 同一横浇道上有多个等断面的内浇道,各内浇道的流量不等,如图3-42所示。试验表明:一般条件下,远离直浇道的内浇道流量最大,且先进入金属。近直浇道的流量小,且后进入金属。在浇注初期,进入横浇道的金属液流向末端时失去动能而使压力升高,金属液首先在末端充满并形成末端压力高而靠近直浇道压力低的态势,故而形成这种流量分布;但当总压头小而横浇道很长时,沿程阻力大,也会出现近直浇道处压力高的情况,这时近处的内浇道流量大。
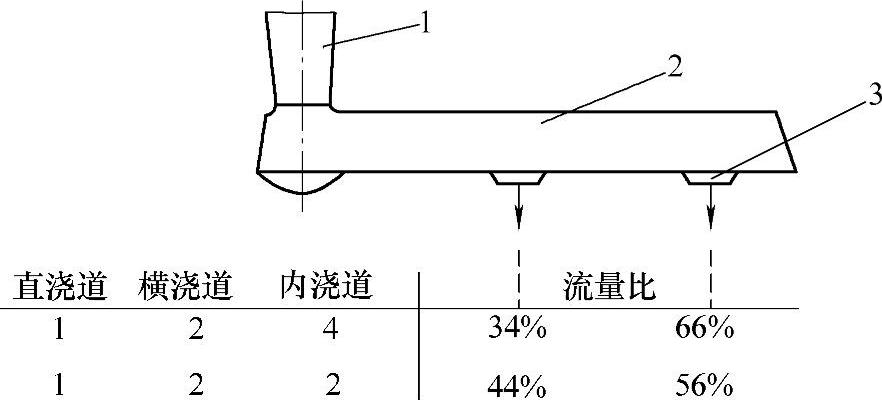
图3-42 内浇道流量的分析
1—直浇道 2—横浇道 3—内浇道
为了使各内浇道流量均匀,通常采用如下方法:缩小远离直浇道的内浇道断面积;增大横浇道的断面积;严格依F横/F内的比值,每流经一个内浇道,使横浇道断面积依比值缩小;设置浇口窝等。
(3)内浇道的基本设计原则
1)内浇道在铸件上的位置和数目应服从所选定的凝固顺序或补缩方法。
2)方向不要冲着细小砂芯、型壁、冷铁和芯撑,必要时采用切线引入。但应注意,切线引入会引起型内金属的回转运动,适用于外表面有粗糙度要求的圆形铸件。当筒形铸件内表面要求严格的条件下,应避免金属液回转,以免夹渣物聚集在铸件的内表面。
3)内浇道应尽量薄。薄的内浇道的好处是:降低内浇道的吸动区,有利于横浇道阻渣;减少进入初期渣的可能性;减轻清理工作量;内浇道薄于铸件的壁厚,在去除浇道时不易损害铸件;对球墨铸铁件,薄的内浇道能充分利用铸件本身的石墨化膨胀获得紧实的铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。