



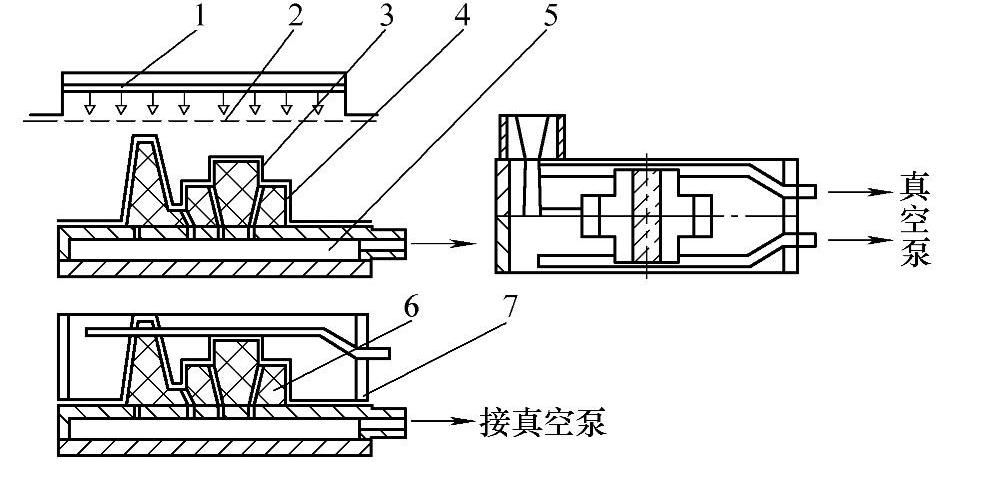
图1-5 真空密封造型工艺过程示意图
1—发热元件 2—塑料薄膜在烘烤时的位置 3—塑料薄膜 4—抽气孔 5—抽气箱 6—模样 7—模板
1.真空密封造型
真空密封造型简称真空造型或V法造型,其原理及工艺过程如图1-5所示。
1)将烘烤呈塑性状态的塑料薄膜覆盖在型板上。真空泵抽气使薄膜密贴在型板上成形。
2)将带有过滤抽气管的砂箱放在已覆好塑料薄膜的模板上。
3)向砂箱内充填没有粘结剂和附加物的干石英砂,借微震使砂紧实、刮平,放上密封薄膜,打开阀门抽去型砂内的空气,由于压力差的作用使铸型成形并具有较高的硬度,湿型硬度计读数可达95左右。
4)去除模板的真空度进行拔模。铸型要继续抽气直到浇注的铸件凝固为止。依上法制出上下半型。
5)下芯、合箱、浇注。待金属凝固后,停止对铸型抽气,型内压力一接近大气压,铸型就自行溃散。
2.连续铸造
连续铸造的原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定长度的铸件。
连续铸造的工艺过程如图1-6所示,在结晶器的下端插入引锭,形成结晶器的底,当浇入的金属液面达一定高度后,开动拉锭装置,使铸锭下降,上面不断浇入金属,下面连续拉出引锭。连续铸管的工艺与此相似,只是在结晶器的中央加一个内结晶器,以形成铸管的内孔。
连续铸造和普通铸造法比较有下述优点:
1)由于金属被迅速冷却,结晶致密,组织均匀,力学性能较好。(https://www.xing528.com)
2)连续铸造时,铸件上没有浇注系统和冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率。
3)简化了工序,免除造型及其他工序,因而减轻了劳动强度,所需生产面积也大为减少。
4)连续铸造生产易于实现机械化和自动化。
连续铸造在国内外已被广泛采用,主要用于生产连续铸锭(钢或有色金属锭)、铸管等。
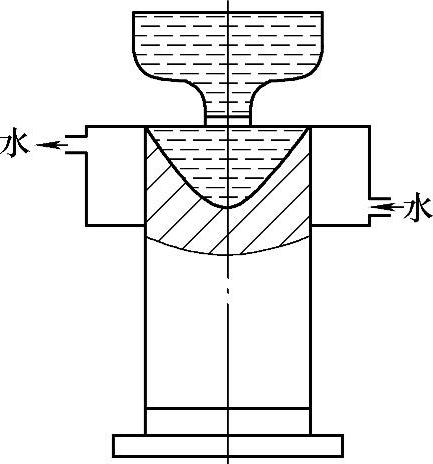
图1-6 连续铸造
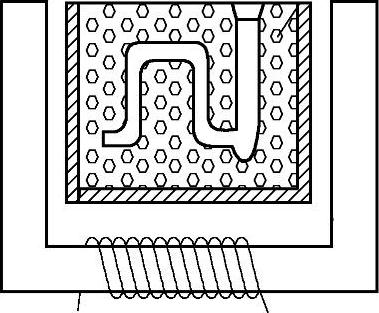
图1-7 磁型铸造原理
3.差压铸造
差压铸造又称反压铸造、压差铸造。它是在低压铸造的基础上,铸型外罩个密封罩,同时向坩埚和罩内通入压缩空气,但坩埚内的压力略高,使坩埚内的金属液在压力差的作用下经升液管充填铸型,并在压力下结晶。它是低压铸造与压力下结晶两种铸造方法的结合。
4.真空吸铸
真空吸铸是一种借助真空系统在结晶器内造成负压,吸入金属而生产铸件的一种方法。将与真空系统相连的结晶器浸入到金属液中,由于负压作用,金属液被吸入到结晶器中,待金属液凝固到一定厚度时,切断真空,多余的金属液流回坩埚。铸件的长度取决于结晶器的长度,厚度取决于凝固时间。
5.磁型铸造
磁型铸造是采用钢丸或铁丸代替型砂,以磁力代替粘结剂造型,模型采用气化模,浇注时直接在模型上浇注金属液,模型在高温下气化,腾出空间由金属液充填而生产铸件的一种铸造方法。其原理如图1-7所示,马蹄形铁心上绕有线圈,通电之后产生磁场。置于磁场中的铁丸即被固结成形。浇注结束、铸件冷却后,切断电源,磁场消失,铁丸随之松散,即可取出铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。