



1.低压铸造
低压铸造是使液体金属在压力作用下充填型腔,以形成铸件的一种方法。由于所用的压力较低,所以叫做低压铸造。其工艺过程(见图1-3)是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管上升,通过浇口平稳地进入型腔,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流回坩埚,再由气缸开型并推出铸件。
低压铸造的优点有:
1)液体金属充型比较平稳。
2)铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利。
3)铸件组织致密,力学性能高。
4)提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,一般可达90%。
2.挤压铸造
挤压铸造也叫液态模锻,是金属液在压力下充型及凝固而获得铸件的一种铸造方法,其原理如图1-4所示。
将金属液浇入挤压机的凹模中,然后上型(也叫冲头)向下移动将下型中的液态金属挤满型腔,金属液在压力作用下凝固成形。
挤压铸造与其他铸造方法相比具有下列优点:(https://www.xing528.com)
1)铸件精度高,加工余量小。
2)由于铸件是在压力下充型和凝固的,所以铸件组织致密,晶粒细小,铸件的力学性能好。
挤压铸造常用来生产形状比较简单的铝合金、锌合金、铜合金、钢、铁等铸件,比如高压锅、阀体、活塞、铁锅等。
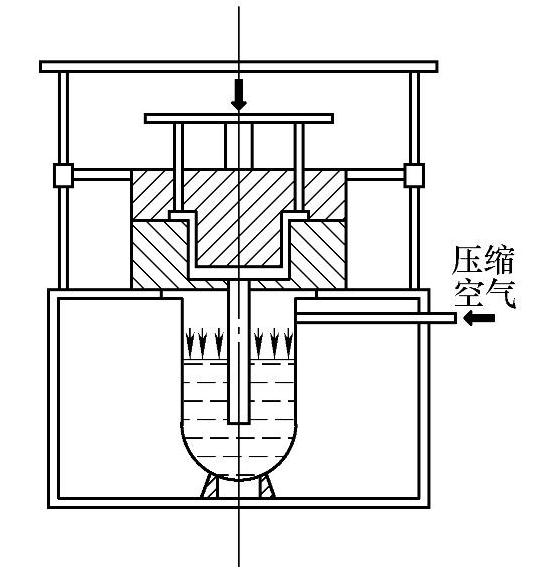
图1-3 低压铸造的工艺示意
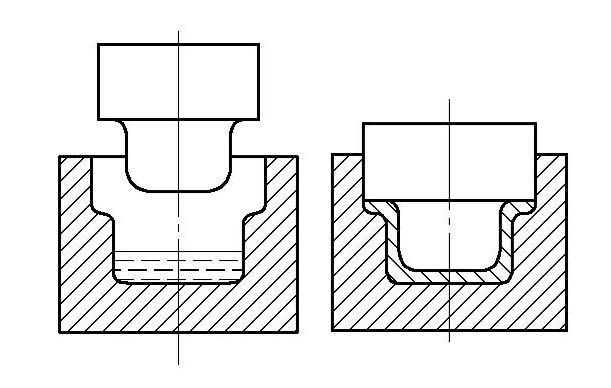
图1-4 挤压铸造示意图
3.陶瓷型铸造
陶瓷型铸造是在砂型熔模铸造的基础上发展起来的一种新工艺。陶瓷型是利用质地较纯、热稳定性较高的耐火材料作造型材料;用硅酸乙酯水解液作粘结剂,在催化剂的作用下,经灌浆、结胶、起模、焙烧等工序而制成的。
陶瓷型铸造的应用范围:陶瓷型铸造是铸造大型厚壁精密铸件的重要方法,它广泛地应用于铸造冲模、锻模、玻璃器皿模金属型、压铸型、模板、热芯盒等。用这种铸型可以浇注碳素钢、合金钢、不锈钢、铸铁及有色合金铸件;铸件重量从几千克到几吨。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。