



手工造型和制芯是传统的铸造方法,由于其操作灵活,模样、芯盒等工艺装备简单,不需要复杂和专用的造型和制芯机器等设备,使它不论对铸件大小、结构复杂程度高低等都有广泛的适应性。因此在单件、小批生产中,特别是重型的复杂铸件,手工造型应用较广。在大量生产的工厂中,修理机器设备所需的配件,模样、芯盒和模板等工艺装备,大批生产中的产品试制,也都需要用手工造型和制芯。
1.常用手工造型方法
(1)依铸型寿命分
1)一次型:浇注一次后铸型就损坏,普通砂型铸造都是一次型。
2)半永久型:可浇注几十次,甚至上百次后才损坏。泥型和石墨型属于半永久型。
(2)依模样特点分
1)整体模造型:模样为一整体,用于形状简单的铸件。
2)分模造型:模样沿分模面分开,被制成上半模、下半模等几块模样,可使造型简便。
3)刮板造型:依铸件断面形状将模样制成板状,可节约制模工时和木材。适用于断面一致的或形状简单的旋转体铸件。
4)实型造型:用聚苯乙烯泡沫塑料制成模样和浇冒口系统,造型后不取出模样。浇注时模样受到液体金属的灼热作用而气化,液体金属占据其空间,冷却后形成铸件,如图1-1所示。
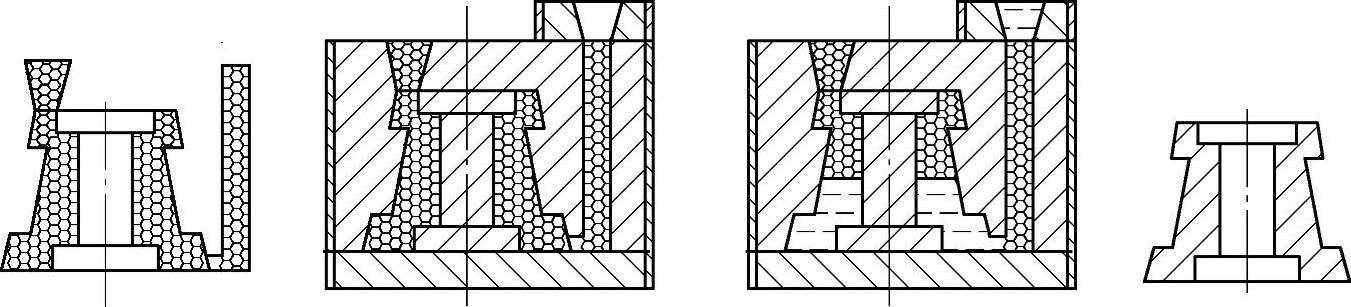
图1-1 实型造型
实型造型又名消失模或泡沫塑料模造型。1958年美国麻省工学院获得专利权,1962年世界各地开始应用于铸件的生产。该法的优点是:造型过程简单,无需拔模和分型,铸件精度高。砂芯只用来形成小孔,节约了砂芯。主要缺点是:泡沫塑料模只能浇注一次,铸件表面粗糙度较高。如需要舂砂时,模样会发生一定的变形。因此泡沫塑料模多结合各种流态砂造型、磁丸造型及各种自硬砂型的应用。(https://www.xing528.com)
(3)依造型方式分
1)砂箱造型:在砂箱中造型,操作方便,应用广泛。根据造一副铸型所用的砂箱数目,又有两箱造型和多箱造型之分。
2)劈箱造型:将模样和砂箱分成相应的几块,分别造型然后组装成形。这种方法使造型、烘干、搬运、合箱检验都方便,但模样和砂箱的制造工作量大。
3)叠箱造型:将几个甚至十几个铸型重叠起来浇注。这种方法可充分利用生产面积并节约金属。
4)脱箱造型(无箱造型):造型后将砂箱脱去,型块在无砂箱或加放套箱的情况下浇注。
5)地坑(面)造型:在车间地坑中或地面上造型,不用砂箱或只用一只上箱。操作麻烦,劳动量大,生产周期长,多用于单件生产的大型铸件。
6)组芯造型:铸型由多块砂芯组装而成,可以在砂箱、地坑或用夹具组装。
7)流态砂造型:将混合好的流态砂灌入砂箱,铸型可自行硬化并无需紧砂。造型简便、劳动量小、卫生、生产率高。但应用于厚大铸件时容易出现缩沉等缺陷。
2.常用手工造芯方法
1)芯盒造芯:在芯盒腔内进行紧砂、加放芯骨及开通气道等操作。依芯砂性质可以在芯盒内硬化,也可以脱出芯盒后再烘干硬化。用芯盒造芯尺寸准确,生产率高。
2)刮(车)板造芯:用刮板制芯,其尺寸精度和生产率都不如芯盒法,但刮板的制造比芯盒省工、省料。多用于单件生产的断面一致的或回转体砂芯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。