



化学名称:聚对苯二甲酸乙二醇酯
英文名称:polyethylene terephthalate,简称PET
结构式:

PET是对苯二甲酸或对苯二甲酸二甲酯与乙二醇进行酯交换反应制得的热塑性树脂,是高度结晶的聚合物。外观为乳白色或浅黄色,表面平滑有光泽。
1.PET的性能
(1)力学性能 PET具有较高的拉伸强度、刚度和硬度,良好的耐磨性和耐蠕变性,能在较宽的温度范围内保持这种良好的力学性能。未增强的PET主要应用于薄膜和纤维。其力学性能受结晶度大小、晶粒大小、形态及取向的影响。例如:未取向薄膜的拉伸强度为175~176MPa;经过拉伸定向,拉伸强度可增大到280MPa。
(2)热性能 PET的玻璃化转变温度不高,仅为75℃,软化温度为230~240℃,熔点255~260℃,它的长期使用温度可达120℃,能在150℃下短时间使用;未增强的PET热变形温度较低,在75~80℃之间,经玻璃纤维增强后的热变形温度大幅度提高,可达到220~245℃之间。
(3)电性能 PET分子结构规整,具有较高的结晶能力,尽管含有极性酯基,但由于酯基的运动受到苯环和晶区的限制,对材料电性能影响不大。PET具有良好的电性能,温度升高,电性能略有降低,电场频率改变对介电性能影响不大。
(4)化学稳定性 PBT、PET含有酯基,易受强酸、强碱的侵蚀,水蒸气亦可引起水解,可在低于60℃的水中长期使用;但对大多数有机溶剂和油类具有良好的化学稳定性,室温下不受丙酮、氯仿、三氯乙烯、乙酸、甲醇、乙酸乙酯等极性溶剂的影响。苯甲醇、硝基苯、三甲酚可以使PBT、PET溶解。
PBT和PET具有优良的耐候性,耐光老化性优于PA、POM等,具有较好的氧气阻隔性。PET树脂具有结晶速度慢、模塑周期长、成型收缩率大、尺寸稳定性差等缺点。
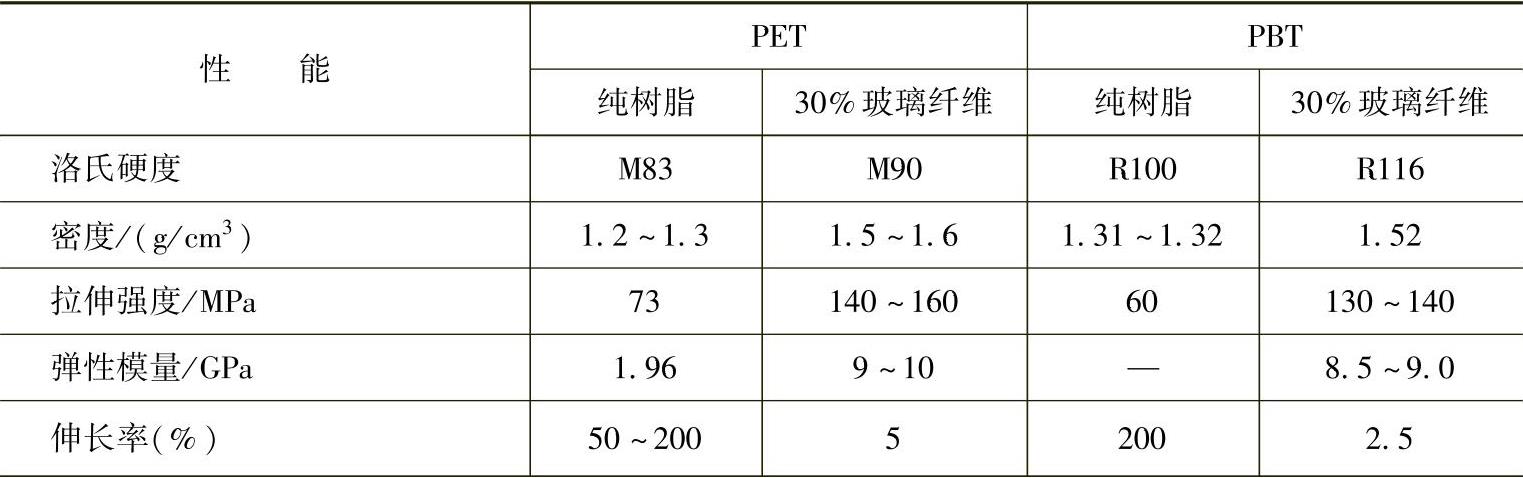
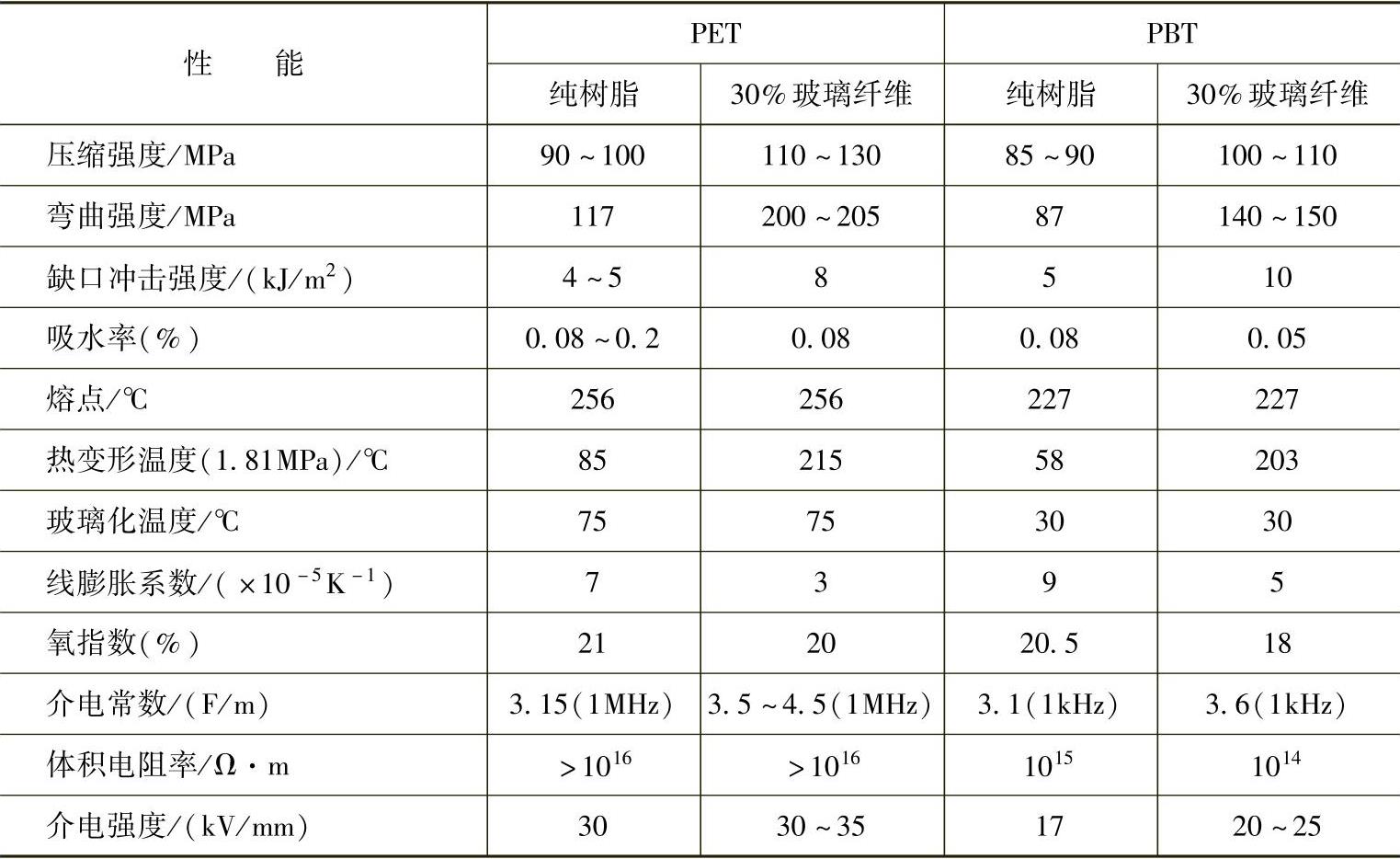
PET的综合性能见表1-47。
表1-47 PET和PBT的综合性能
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
2.PET的成型加工
PET主要采取注射成型法加工,其他方法还有挤出、吹塑、涂覆和焊接、封接、机加工、真空镀膜等二次加工方法。成型前须充分干燥。
(1)挤出成型 用挤出机塑化挤出成型厚片,然后经纵、横向拉伸成型薄膜,也可用挤出吹塑和挤出拉伸吹塑成型各种瓶制品。
(2)注射成型 注射成型瓶制品可采用以下工艺:
1)注射预塑瓶坯,然后直接进行拉伸吹塑成型。
2)注射预塑瓶坯,冷却定型,然后在吹塑成型机上进行瓶坯预热、双轴向拉伸、吹塑成型制品。
3)用增强PET树脂直接在注塑机上注射成型各种机械设备配件。
3.PET的改性
工程塑料级PET耐有机溶剂、耐候性好。缺点是结晶速率慢,成型加工困难,模塑温度高,生产周期长,冲击性能差。一般通过增强、填充、共混等方法改进其加工性和物性,以玻璃纤维增强效果明显,可提高树脂刚性、耐热性、耐药品性、电气性能和耐候性。采取添加成核剂和结晶促进剂等手段,改进结晶速度慢的弊病。加阻燃剂和防燃滴落剂可改进PET阻燃性和自熄性。
此外,为改进PET性能,PET可与PC、弹性体、PBT、PS类、ABS、PA形成合金。
4.PET的应用
作为塑料PET主要有三大应用领域:薄膜、饮料瓶、工程制件。
(1)薄膜PET经挤出成型可制得双轴拉伸薄膜和透明基材。PET双轴拉伸薄膜为无色、透明、光泽度高、力学性能好的薄膜,有优良的电气和耐热性能,拉伸强度与铝箔相似。常用在绝缘胶带、磁带、感光胶片、录像带、金属镀膜、电工膜和软磁盘等方面。
(2)饮料瓶PET饮料瓶常称为聚酯瓶,它是采用注-拉-吹成型,先注射成型得到型坯,再进行拉伸、吹胀、冷却而制得中空制品。聚酯瓶强度高、韧性好、透明、无毒卫生,对H2O、H2、CO2等的阻隔性好,便于回收利用,符合环保要求。目前聚酯瓶不仅用于饮料包装,而且用于食用油和调味类商品包装及热充包装。此外,采用共聚、复合、共混、涂覆等改性方法还可制得新型阻隔包装瓶,用于啤酒、白酒和其他酒类包装。
(3)工程制件PET进行增强、填充改性后具有优异的强度、刚性和耐热性,良好的尺寸稳定性和成型加工性能,称为工程级PET,这种材料主要用于注射成型,其制品应用于电子电气、汽车行业和家具诸方面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。