



聚甲基丙烯酸甲酯的成型加工方法主要有浆液浇注成型和模塑料熔融挤出、注射成型及热成型等。PMMA的成型加工温度范围较窄,一般为180~250℃,温度超过260℃易引起材料分解,因而成型加工中必须严格控制温度。由于PMMA含有极性侧甲基,具有较明显的吸湿性,吸水率一般在0.3%~0.4%,成型前必须干燥,干燥时,可采用循环鼓风干燥或远红外线干燥等方法,干燥温度80~95℃,干燥时间视料层厚度而定,一般4~10h。
1.浇注成型
PMMA的浇注成型是先将甲基丙烯酸甲酯单体预聚成一定粘度的浆液,再浇注于一定温度的模具中,经本体聚合直接得到制品或型材的方法。该种PM-MA的相对分子质量较高,性能较好,是有机玻璃的主要品种。产品有透明、半透明或不透明的各种颜色及珠光的板、棒、管等。浇注成型后的制品需要进行后处理,后处理条件是60℃下保温2h,120℃下保温2h。
2.注射成型
注射成型采用悬浮聚合所制得的颗粒料,可成型出尺寸精确、表面光洁的零件和制品。注射成型在普通的柱塞式或螺杆式注塑机上进行。聚甲基丙烯酸甲酯注射成型的典型工艺条件见表1-33。
表1-33 PMMA注射成型工艺条件
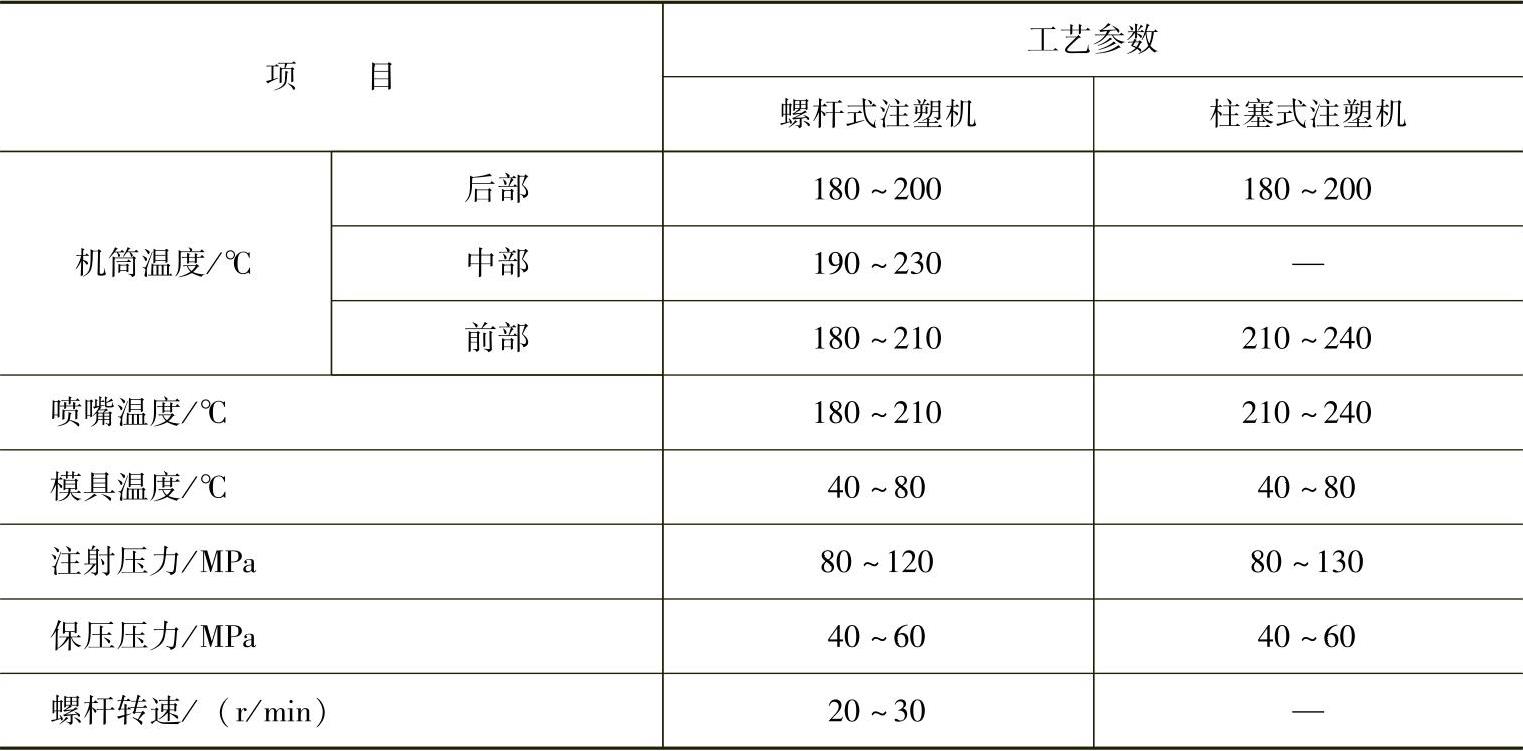
由于PMMA熔体粘度较高,流动性较差,成型后制品易产生较大内应力。如需要可用红外线灯或在鼓风电热干燥箱中将制品加热到75~85℃,保温3~4h后缓慢冷却至室温,可消除内应力。
3.挤出成型(https://www.xing528.com)
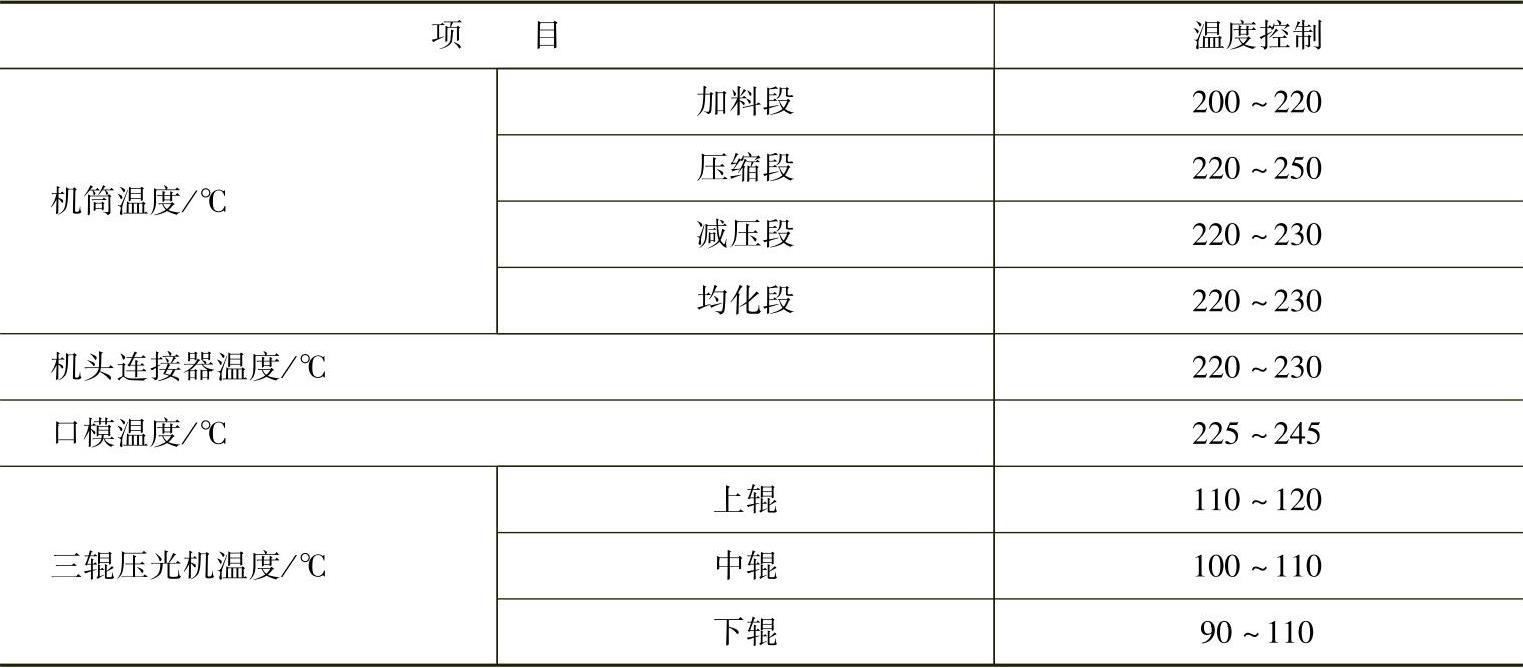
挤出成型使用PMMA模塑料,用于生产板、管、棒等型材。有机玻璃板材挤出成型生产线主要由单螺杆挤出机、扁平机头、三辊压光机、牵引机、切边机、裁切机等组成,生产中温度控制见表1-34。
挤出成型除生产一般平板有机玻璃外,还可生产彩色、花纹、波纹、中空及复合有机玻璃板。
表1-34 有机玻璃板材挤出成型中温度的控制
4.热成型
热成型是将有机玻璃板材或片材制成各种尺寸形状制品的过程,将裁切成要求尺寸的坯料在模具框架上夹紧,加热使其软化,再加压使其贴紧模具型面,得到与型面相同的形状,经冷却定型后修整边缘即得制品。加压可采用抽真空牵伸或用对带有型面的凸模直接加压的方法。热成型温度可参照表1-35推荐的温度范围。采用快速真空低牵伸成型制品时,宜采用接近下限温度,成型形状复杂的深度牵伸制品时宜采用接近上限温度,一般情况下采用正常温度。
表1-35 热成型的温度范围

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。