



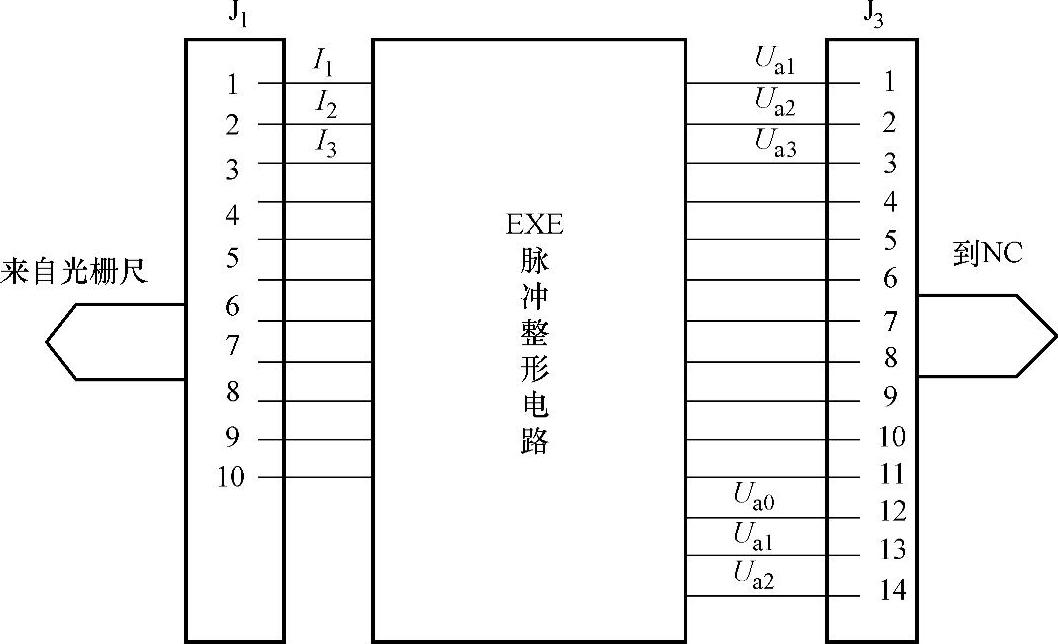
图8-27 光栅脉冲整形电路与光栅及控制部分的连接
【例8-10】有一台德国SHIESS KOPP公司生产的FSK32.3凸轮磨床出现V轴失控、定位不准故障。
根据以往的经验,该类故障是由于机床在加工中砂轮高速旋转,使切削液成雾状进入HEIDENHAIN光栅尺内,使光栅污染形成盲点造成的。经过对光栅动尺和静尺进行清洗,故障一般可排除。但此次清洗后故障不能排除,故怀疑是光栅尺或脉冲整形电路的问题。
光栅脉冲整形电路与光栅及控制部分的连接如图8-27所示。
由光栅尺来的正弦信号经过EXE脉冲整形电路放大整形后,形成方波,经J3送入控制部分。
运行机床,在J3插件处测Ua1、Ua2、Ua5。发现Ua1及Ua5方波信号正常,幅值约2.5V左右,而Ua2方波值很小,不到1V。说明故障在此处以前发生。再在J1插件处测I1、I2信号,发现I1正弦波正常,幅值约1V左右,I2正弦波幅值约有60mV,有时很杂乱。
反复测量结果相同,检查光栅与J1之间的连线正常,说明光栅尺已损坏。
光栅尺由扫描单元及信号输出两大部分组成;扫描单元由光源、聚光镜、动尺、静尺组成;信号输出由光电池及放大电路组成。对测量结果做深入分析就会发现:反复检测中I1信号一直正常,只是I2不正常,说明扫描单元未损坏,否则I1也会有信号不良现象。估计是作为光电转换元件的光电池故障,测量光电池两端电压,发现一组为2.5V左右,一组只有1V左右。说明该组光电池已经损坏,经更换,故障排除,工作正常。
【例8-11】某卧式加工中心,采用SINUMERIK 8系统,带EXE光栅测量装置。运行中出现114号报警,同时伴有113号报警。
从报警产生的原因看,由于114号的报警,引起113号报警,故障部位定位在位置测量装置。114号报警有两种可能:一是电缆断线或接地;二是信号丢失。前者可通过外观检查和测量来诊断,对后者主要是信号漏读。如果由于某种原因,使光栅尺输出的正弦信号幅度降低,在信号处理过程中,影响到被处理信号过零的位置,严重时会使输出脉冲挤在一起,造成丢失。因为光电池产生的信号与光照强度成正比,信号幅度下降无非是因为光源亮度下降或光学系统脏污所致。从尺身中抽出扫描单元,分解后看到,灯泡下的透镜表面呈毛玻璃状,指示光栅表面也有一层雾状物,灯泡和光电池上也有这种污物,这些污物导致了光源发光率下降和输出信号降低,通过对光栅的清洗可消除故障。
【例8-12】新日本工机门式加工中心X轴位置反馈系统故障处理。
故障现象:该加工中心每次开机几乎都发生以下报警:
EX14 X AXIS FEED SERVO FAULT即X轴进给伺服系统故障;
SV015 FEEDBACK DISCONNECTED ALARM即反馈断线报警。(https://www.xing528.com)
故障检查与分析:该机床由FANUC15M系统控制,采用FANUC a型交流伺服电动机和海德汉LB326型光栅尺,作全闭环控制。因此,X轴的位置环测量装置不采用X轴电动机上的脉冲编码器,而是安装在工作台下的光栅尺。
在故障出现时,按机床操作面板上的SERVICE键数次,直至出现伺服设定屏,然后按键,显示伺服调整屏。其中有关报警位显示如下:ALARM100000010 ALARM210011001,即ALARMl#2(FBA)=1,ALARM2#4(EXP)=1,ALARM2#7(ALD)=1。从FANUCа型交流伺服电动机维修手册指出,此时应为“分离型脉冲编码器断线(硬件)”,这里具体指的是X轴光栅测量系统存在着故障。可能的原因有:LB326型光栅尺和光栅头、EXE、I/F模块以及反馈电缆引起故障。但从以往的维修经验和以下两点来看光栅头污染的可能性最大:每次开机几乎都发生报警,但也有不报警的;发生报警与X轴的位置无关,几乎在X轴全程都可能发生报警,因此首先应从光栅尺中抽出光栅头进行清洁。
对于LB326钢带型光栅尺,只能从一端(非拉簧端)抽出光栅头,该端正好在床身中部,必须暂时取消报警,以便移动工作台。开动工作台的方法之一就是将光栅测量系统取消,改为半闭环,同时可进一步确认故障是否在光栅部分。
改环和拆装光栅头的步骤如下:
①按紧停键。
②按SERVICE键数次,直至出现参数设定屏,然后将PRM8000#0(PWE位)从0改为1。
③将PRM1807#3、PRM1815#1都从1改为0,将PRM1978从1改为100。
④将机床断电,然后再开动,此时轴处于半闭环控制,SV015号报警消失,可正常开动工作台,从而也确认了故障在光栅部分。
⑤先将工作台朝-X方向运行至接近极限位置,然后断电,脱开光栅头的电缆插头,拆去光栅头上的两个固定螺钉,这时光栅头就可在尺体上自由移动。再通电,将工作台朝+X方向移动,直至留在-X端的光栅头出现。
⑥光栅头装拆步骤:先拧松橡胶条压板上的螺钉,拧去端盖上的三个螺钉,取下端盖和压板,小心地将光栅头移出壳体。
⑦用长纤维脱脂棉球蘸无水酒精,轻擦光栅头上的受光玻璃,使玻璃上无任何痕迹或污点;然后与拆卸步骤相反将光栅头装好,并移动工作台,将它固定在原支架上。
⑧连接光栅头电缆时机床要断电。断电前将原先改动的PRM1978等参数恢复原值,然后将电缆插头按原样连接好。
机床重新起动后,原故障不再出现,以最高速度全程移动工作台,也正常,表明故障已被排除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。